JP6465006B2 - 車両用バックドアインナ部品の補強構造及びその製造方法 - Google Patents
車両用バックドアインナ部品の補強構造及びその製造方法 Download PDFInfo
- Publication number
- JP6465006B2 JP6465006B2 JP2015236369A JP2015236369A JP6465006B2 JP 6465006 B2 JP6465006 B2 JP 6465006B2 JP 2015236369 A JP2015236369 A JP 2015236369A JP 2015236369 A JP2015236369 A JP 2015236369A JP 6465006 B2 JP6465006 B2 JP 6465006B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcement
- back door
- door inner
- vehicle back
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003014 reinforcing effect Effects 0.000 title claims description 55
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 238000000034 method Methods 0.000 title description 12
- 230000002787 reinforcement Effects 0.000 claims description 130
- 229920005992 thermoplastic resin Polymers 0.000 claims description 68
- 239000000835 fiber Substances 0.000 claims description 46
- 239000012779 reinforcing material Substances 0.000 claims description 31
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 238000001746 injection moulding Methods 0.000 claims description 22
- 239000002184 metal Substances 0.000 claims description 15
- 238000002347 injection Methods 0.000 claims description 13
- 239000007924 injection Substances 0.000 claims description 13
- 239000011521 glass Substances 0.000 claims description 3
- 239000000088 plastic resin Substances 0.000 claims description 2
- 238000005452 bending Methods 0.000 description 16
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images










Description
また、特許文献2には、図11に示すように、樹脂製の車両用バックドアを構成するドアインナ部品の成形装置200において、ヒンジ取付部201とダンパ取付部202との間のドアインナ部品の剛性を高めるため、ドア上部の長手方向中程に形成した外縁ゲート部203及び内縁ゲート部204から繊維補強材を含有する熱可塑性樹脂を同時に射出し、当該熱可塑性樹脂がキャビティ内でダンパ取付部202に到達するように他のゲート部との射出タイミングが制御されている成形装置が開示されている。
すなわち、特許文献1のリィンフォース部品104R、104Lは、それぞれドアインナ部品101とは別体に形成され、ドアインナ部品101の外周フランジ部1011と窓開口フランジ部1012とに接着剤105によって接合される構造であるので、リィンフォース部品104R、104Lとドアインナ部品101とを形成する成形型を別々に用意する必要がある。また、形成したリィンフォース部品104R、104Lをドアインナ部品101に組み付け、接着剤105によって固着させるまで保持する組み付け治具も必要となる。そのため、成形型や組み付け治具等の設備費が増加するとともに、成形や組み付けに伴う生産工数が増加する。
しかし、この場合、特許文献2に記載されているように、繊維補強材を含有する熱可塑性樹脂でドアインナ部品を形成しようとすると、リィンフォース部品104R、104Lとドアインナ部品101と両者を繋ぐ連結部まで繊維補強材を含有する熱可塑性樹脂によって形成されることになる。繊維補強材を含有する熱可塑性樹脂によって形成された連結部は硬くなって、連結部を折り曲げることができず、リィンフォース部品をドアインナ部品内に挿入できないか、連結部を強引に折り曲げたときには、連結部に亀裂等が発生する問題があった。
(1)ドア上部内からドアガラスが設けられる窓開口部の側方に位置するドア側部内を経てドア下部内に亘って上下方向に連続状に延設されたリィンフォース部品が設けられた車両用バックドアインナ部品の補強構造であって、
前記ドア側部又は前記ドア下部の外周フランジ部と前記リィンフォース部品との間には、薄肉部を挟んで両者と一体に形成され略180度反転可能なヒンジ部を備え、前記車両用バックドアインナ部品は、繊維補強材を含有する熱可塑性樹脂で形成されているとともに、前記リィンフォース部品は、前記熱可塑性樹脂のみで形成されていることを特徴とする。
よって、本発明によれば、補強部材を簡単な構造で一体に形成でき、繊維補強材を含有する熱可塑性樹脂で形成する車両用バックドアインナ部品の窓開口部に対する補強構造を提供することができる。
前記ヒンジ部の薄肉部は、前記外周フランジ部の裏面と連続する面が凹状に形成されていることを特徴とする。
前記リィンフォース部品は、上下方向に延設された略π字状断面構造を有し、当該略π字状断面構造の脚部に当たる外壁部と内壁部とを連結する連結リブを備え、当該連結リブには、リブ面沿いに形成された金属製の補強板が挿入されていることを特徴とする。
前記リィンフォース部品は、上下方向に延設された略π字状断面構造を有し、当該略π字状断面構造の頭部に当たる横壁部には、リブ面沿いに形成された金属製の補強板が挿入されていることを特徴とする。
前記車両用バックドアインナ部品のキャビティに連通する第1ゲート部と、前記リィンフォース部品のキャビティに連通する第2ゲート部とを有する射出成形装置を備え、前記第2ゲート部から射出される熱可塑性樹脂が、前記第1ゲート部から射出される繊維補強材を含有する熱可塑性樹脂より先行して、前記ヒンジ部の薄肉部に到着するように、前記第1ゲート部と前記第2ゲート部とにおける射出タイミングを制御することを特徴とする。
よって、本発明によれば、補強部材を簡単な方法で一体に形成でき、繊維補強材を含有する熱可塑性樹脂で形成する車両用バックドアインナ部品の窓開口部に対する補強構造を提供することができる。
まず、本発明に係る実施形態である車両用バックドアインナ部品と一体に形成されているリィンフォース部品による補強構造を、図1〜図5を用いて説明する。図1に、本発明に係る実施形態である車両用バックドアインナ部品の正面図を示す。図2に、図1に示すA―A断面図を示す。図3に、図2に示すリィンフォース部品を車両用バックドアインナ部品内へ挿入する前の状態を表す断面図を示す。図4に、図3に示すヒンジ部の詳細断面図を示す。図5に、図3に示す車両用バックドアインナ部品及びリィンフォース部品の部分斜視図を示す。なお、図1、図2には、車両における上下、左右、前後の方向を示している。
次に、車両用バックドアインナ部品とリィンフォース部品とを一体に射出成形する射出成形装置を、図6、図7を用いて説明する。図6に、図1に示す車両用バックドアインナ部品及びリィンフォース部品を一体成形する射出成形装置の模式図を示す。図7に、図6に示す射出成形装置における金型キャビティ部の模式的断面図を示す。
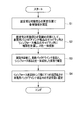
次に、射出成形装置5によって車両用バックドアインナ部品1とリィンフォース部品2とを一体成形した上で、リィンフォース部品2を車両用バックドアインナ部品1内の所定位置に固着することによって、車両用バックドアインナ部品1の補強構造を形成する製造方法を、図8を用いて説明する。図8に、図6に示す射出成形装置5を用いて車両用バックドアインナ部品1及びリィンフォース部品2を一体成形した上で、車両用バックドアインナ部品1にリィンフォース部品2を固着して車両用バックドアインナ部品1の補強構造を形成するフローチャート図を示す。
以上、詳細に説明したように、本実施形態に係る車両用バックドアインナ部品1の補強構造によれば、ドア側部13又はドア下部14の外周フランジ部131(141)とリィンフォース部品2との間には、薄肉部31を挟んで両者と一体に形成され略180度反転可能なヒンジ部3を備え、車両用バックドアインナ部品1は、繊維補強材SFを含有する熱可塑性樹脂SR1で形成されているとともに、リィンフォース部品2は、熱可塑性樹脂SR2のみで形成されているので、外周フランジ部131(141)を形成する繊維補強材SFを含有する熱可塑性樹脂SR1の内、繊維補強材SFはヒンジ部3における薄肉部31によってリィンフォース部品2側への流入が阻止され、外周フランジ部131(141)を形成している繊維補強材SFを含有する熱可塑性樹脂SR1とリィンフォース部品2を形成している熱可塑性樹脂SR2とが、ヒンジ部3における薄肉部31より外周フランジ部131(141)側において相溶し、一体に連結される。そのため、車両用バックドアインナ部品1自体の剛性を熱可塑性樹脂SR1に含有されている繊維補強材SFによって高めつつ、補強部材であるリィンフォース部品2を熱可塑性樹脂SR2のみからなるヒンジ部3の薄肉部31で車両用バックドアインナ部品1と一体に形成し、ヒンジ部3に亀裂等を発生させることなく、リィンフォース部品2をヒンジ部3を中心に略180度反転して車両用バックドアインナ部品1内に設けることができる。
よって、本実施形態によれば、補強部材を簡単な構造で一体に形成でき、繊維補強材SFを含有する熱可塑性樹脂SR1で形成する車両用バックドアインナ部品1の窓開口部12に対する補強構造を提供することができる。
よって、本他の実施形態によれば、補強部材を簡単な方法で一体に形成でき、繊維補強材SFを含有する熱可塑性樹脂SR1で形成する車両用バックドアインナ部品1の窓開口部12に対する補強構造を提供することができる。
2 リィンフォース部品
3 ヒンジ部
4 車両用バックドアアウタ部品
5 射出成形装置
11 ドア上部
12 窓開口部
13 ドア側部
14 ドア下部
31 薄肉部
21 外鍔部
22 内鍔部
23 内壁部
25 外壁部
26 連結リブ
28 横壁部
27、29 補強板
51、52 キャビティ
61、62、63 第1ゲート部
71、72 第2ゲート部
131、141 外周フランジ部
SF 繊維補強材
SR1、SR2 熱可塑性樹脂
Claims (5)
- ドア上部内からドアガラスが設けられる窓開口部の側方に位置するドア側部内を経てドア下部内に亘って上下方向に連続状に延設されたリィンフォース部品が設けられた車両用バックドアインナ部品の補強構造であって、
前記ドア側部又は前記ドア下部の外周フランジ部と前記リィンフォース部品との間には、薄肉部を挟んで両者と一体に形成され略180度反転可能なヒンジ部を備え、前記車両用バックドアインナ部品は、繊維補強材を含有する熱可塑性樹脂で形成されているとともに、前記リィンフォース部品は、前記熱可塑性樹脂のみで形成されていることを特徴とする車両用バックドアインナ部品の補強構造。 - 請求項1に記載された車両用バックドアインナ部品の補強構造において、
前記ヒンジ部の薄肉部は、前記外周フランジ部の裏面と連続する面が凹状に形成されていることを特徴とする車両用バックドアインナ部品の補強構造。 - 請求項1又は請求項2に記載された車両用バックドアインナ部品の補強構造において、
前記リィンフォース部品は、上下方向に延設された略π字状断面構造を有し、当該略π字状断面構造の脚部に当たる外壁部と内壁部とを連結する連結リブを備え、当該連結リブには、リブ面沿いに形成された金属製の補強板が挿入されていることを特徴とする車両用バックドアインナ部品の補強構造。 - 請求項1又は請求項2に記載された車両用バックドアインナ部品の補強構造において、
前記リィンフォース部品は、上下方向に延設された略π字状断面構造を有し、当該略π字状断面構造の頭部に当たる横壁部には、リブ面沿いに形成された金属製の補強板が挿入されていることを特徴とする車両用バックドアインナ部品の補強構造。 - 請求項1乃至請求項4のいずれか1項に記載された車両用バックドアインナ部品の補強構造の製造方法において、
前記車両用バックドアインナ部品のキャビティに連通する第1ゲート部と、前記リィンフォース部品のキャビティに連通する第2ゲート部とを有する射出成形装置を備え、前記第2ゲート部から射出される熱可塑性樹脂が、前記第1ゲート部から射出される繊維補強材を含有する熱可塑性樹脂より先行して、前記ヒンジ部の薄肉部に到着するように、前記第1ゲート部と前記第2ゲート部とにおける射出タイミングを制御することを特徴とする製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236369A JP6465006B2 (ja) | 2015-12-03 | 2015-12-03 | 車両用バックドアインナ部品の補強構造及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236369A JP6465006B2 (ja) | 2015-12-03 | 2015-12-03 | 車両用バックドアインナ部品の補強構造及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100605A JP2017100605A (ja) | 2017-06-08 |
| JP6465006B2 true JP6465006B2 (ja) | 2019-02-06 |
Family
ID=59017697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015236369A Active JP6465006B2 (ja) | 2015-12-03 | 2015-12-03 | 車両用バックドアインナ部品の補強構造及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6465006B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7272466B2 (ja) * | 2019-12-17 | 2023-05-12 | 株式会社レゾナック | 車両用開閉体及び車両用開閉体の製造方法 |
| CN114607222A (zh) * | 2022-03-30 | 2022-06-10 | 浙江吉利控股集团有限公司 | 一种车辆侧开尾门的铰链安装结构及车辆 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09137537A (ja) * | 1995-11-10 | 1997-05-27 | Okamura Kasei Kk | コンクリート打設用型枠 |
| JP3718389B2 (ja) * | 1999-07-27 | 2005-11-24 | 三菱樹脂株式会社 | 射出成形装置 |
| JP2004001403A (ja) * | 2002-03-27 | 2004-01-08 | Canon Inc | 射出成形機及び射出成形方法及び射出成形品 |
| US6719363B2 (en) * | 2002-09-12 | 2004-04-13 | Collins & Aikman Products Co. | Hinge apparatus for vehicle floor systems |
| JP4705829B2 (ja) * | 2005-09-22 | 2011-06-22 | ダイキョーニシカワ株式会社 | 樹脂パネル及びその製造方法 |
| JP2010260519A (ja) * | 2009-05-11 | 2010-11-18 | Kanto Auto Works Ltd | バックドア |
| JP5891101B2 (ja) * | 2012-04-27 | 2016-03-22 | ダイキョーニシカワ株式会社 | 車両用バックドアのドアインナーパネルの成形装置及び成形方法 |
-
2015
- 2015-12-03 JP JP2015236369A patent/JP6465006B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017100605A (ja) | 2017-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6501781B2 (ja) | 自動車部分用構造部品およびその部品を含む自動車部分 | |
| JP5891101B2 (ja) | 車両用バックドアのドアインナーパネルの成形装置及び成形方法 | |
| US10065484B2 (en) | Vehicle member attachment structure and rear spoiler attachment structure | |
| US20030152745A1 (en) | Profile composite component and method for the production thereof | |
| US8877113B2 (en) | Method of molding clip mount and trim board | |
| US20170129545A1 (en) | Frame structure with at least one console for connecting further components, method for producing and motor vehicle body | |
| KR101637774B1 (ko) | 플랜지 일체형 프런트 필라 구조 | |
| WO2014174921A1 (ja) | 車両用樹脂部品及びその製造方法 | |
| JP6465006B2 (ja) | 車両用バックドアインナ部品の補強構造及びその製造方法 | |
| CN1927570B (zh) | 制造车辆立柱覆盖物的方法和装置 | |
| JP4391267B2 (ja) | リフトゲートの構造 | |
| JP4585933B2 (ja) | カウルトップカバー | |
| KR101876097B1 (ko) | 사이드실 몰딩 및 그 제조방법 | |
| CN101622118B (zh) | 注射成型用模具 | |
| US10081394B2 (en) | Mounting structure of vehicular resin component | |
| JP6539406B2 (ja) | 車両用樹脂成形品及び車両用樹脂成形品の製造方法 | |
| KR102161098B1 (ko) | 경량화된 보강구조를 갖는 차량내장용 하이브리드패널 | |
| KR102161096B1 (ko) | 경량화된 보강구조를 갖는 차량내장용 하이브리드패널 | |
| JP2007069832A (ja) | 車両用樹脂製部品及びその製造方法 | |
| US8062576B2 (en) | Method of molding a unitary object | |
| JP5432191B2 (ja) | 複合成形品の製造方法 | |
| KR101953261B1 (ko) | 카울크로스 멤버를 제조하는 방법 및 이에 의해 제조된 카울크로스 멤버 | |
| JP2004175031A (ja) | 開口を有する射出成形品及びその成形方法 | |
| JP5147526B2 (ja) | ウェザーストリップ | |
| JP6272937B2 (ja) | カバー部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181224 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6465006 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |