JP6438263B2 - コンベヤベルトシステム用のフレーム - Google Patents
コンベヤベルトシステム用のフレーム Download PDFInfo
- Publication number
- JP6438263B2 JP6438263B2 JP2014210593A JP2014210593A JP6438263B2 JP 6438263 B2 JP6438263 B2 JP 6438263B2 JP 2014210593 A JP2014210593 A JP 2014210593A JP 2014210593 A JP2014210593 A JP 2014210593A JP 6438263 B2 JP6438263 B2 JP 6438263B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- conveyor belt
- elements
- carrier
- mechanical joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005304 joining Methods 0.000 claims description 58
- 229910052751 metal Inorganic materials 0.000 claims description 43
- 239000002184 metal Substances 0.000 claims description 43
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical group C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 41
- 238000001514 detection method Methods 0.000 claims description 24
- 238000005303 weighing Methods 0.000 claims description 20
- 238000007689 inspection Methods 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 13
- 230000002950 deficient Effects 0.000 claims description 9
- 239000012535 impurity Substances 0.000 claims description 9
- 230000003287 optical effect Effects 0.000 claims description 8
- 238000004519 manufacturing process Methods 0.000 description 18
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 description 10
- 230000032258 transport Effects 0.000 description 9
- 238000009434 installation Methods 0.000 description 8
- 238000005452 bending Methods 0.000 description 5
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 230000007717 exclusion Effects 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 238000000275 quality assurance Methods 0.000 description 3
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 208000037063 Thinness Diseases 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000003670 easy-to-clean Effects 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000005555 metalworking Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 206010048828 underweight Diseases 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G21/00—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors
- B65G21/02—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors consisting essentially of struts, ties, or like structural elements
- B65G21/06—Supporting or protective framework or housings for endless load-carriers or traction elements of belt or chain conveyors consisting essentially of struts, ties, or like structural elements constructed to facilitate rapid assembly or dismantling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G15/00—Conveyors having endless load-conveying surfaces, i.e. belts and like continuous members, to which tractive effort is transmitted by means other than endless driving elements of similar configuration
- B65G15/60—Arrangements for supporting or guiding belts, e.g. by fluid jets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G41/00—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames
- B65G41/006—Supporting frames or bases for conveyors as a whole, e.g. transportable conveyor frames with the conveyor not adjustably mounted on the supporting frame or base
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Structure Of Belt Conveyors (AREA)
- Control Of Conveyors (AREA)
- Sorting Of Articles (AREA)
Description
・ 重量不足または超過重量の製品の検査
・ 包装された製品の正味の内容についての法的規制の順守
・ 充填機を調整するために重量選別機によって得られる重量値を用いた生産廃棄物の削減
・ 重量に従った製品の種別分け
・ 生産プラントまたは生産ラインの生産高の測定および記録
・ 重量に基づいた部品番号照合
を含む。
[0006]重量選別機システムは、通常、送込みベルトと、計量ベルトと、選別装置を有する送出しベルトと、操作者インタフェースを有する計量ターミナル、とを備える。送込みベルトと送出しベルトの間にある計量ベルトは、製品が計量ベルト上を移動するときに製品の重量を動的に検出する計量セルに取り付けられる。2つの最もよく使用される重量選別機用の計量技術は、歪みゲージ(DMS)を有する計量セル、または電磁力の補償(EMFR)の原理に従って動作する計量セルである。計量ベルト上の製品の移送の後、製品は、計量ベルトの下流に位置する送出しベルトによって離れるように運ばれる。動的計量によって、正しくない重量を有する製品は、通常は長手方向に行われている製品の移送に対して直角に排除装置によって検出および排出される。
[0018]動作のために組み立てられた地面に対してコンベヤベルトシステムを支持する長手方向に循環するコンベヤベルトを備えるコンベヤベルトシステム用のフレームは、板状材料製の少なくとも2つのキャリア要素を備え、その主平面が、長手方向に直角に延びており、1つのキャリア要素が、上端に配設された台座領域を備える。さらに、フレームは、長手方向に平行にそれぞれ配設される少なくとも2つの間隔要素を備え、少なくとも2つのキャリア要素の間隔を決定すると共に、少なくとも1つの支持要素を介して地面に面する少なくとも1つの機械脚にそれぞれ接続され、この機械脚を介してフレームが地面に支持される。
[0024]そのようなフレームは、例えば、製品検査用のシステムに使用される。本発明は、コンベヤベルトシステムを単独で収容するのにも、検査システム、ならびに、例えば光バリア、移送される商品のための側方ガイド、(コード)読取り装置、軽量排除装置(吹出しノズル)、またはそのようなものなどのこのシステムに属する追加の構成要素と組み合わせて収容するのにも適している。
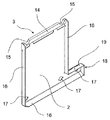
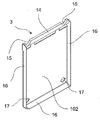
[0041]図1は、フレーム1の組み立てられた基本モジュールであり、なおかつ上に構築される構成要素が除かれている基本モジュールを示す。2つのキャリア要素2が、2つの間隔要素4によって離れて保持される。キャリア要素2は、末端要素5によって間隔要素4に対して保持され、動作のために組み立てられたコンベヤベルトシステム用のフレーム1は、支持要素5に装着された機械脚21によって地面に対して支持される。キャリア要素2の上端には、2つの第1の機械的接合要素6が、キャリア要素2の台座領域3にそれぞれ配置されている。台座領域3は、例えば、第1の機械的接合要素6をチューブ状の外形として受け入れる半円サイズの切り抜きに配置される要素のための特に予め形成された設置点を空間的に備えることができる(図2および図3参照)。ブラケットの形態の固定要素7は、第1の機械的接合要素6をキャリア要素2に固定すると共に、フレーム1の剛性全体も増加させる。例えば、コンベヤベルト、重量選別機、金属検出システム、および/または排除装置(例えば、圧縮空気シリンダ)などのコンベヤベルトシステムの構成要素は、この第1の機械的接合要素6に装着することができる。2つの機械的接合要素8が、台座領域3の上方に配設されおよび台座領域3から離れて間隔を置いて配置され、2つの機械的接合要素8は、第1の機械的接合要素6に平行に延びる。例えば光バリア、搬送される製品のための側方ガイド、読取り装置、軽量排除装置(例えば、吹き出しノズルなど)等などの追加の装備は、これらの2つの機械的接合要素8に装着することができる。
[0053]実施形態のいくつかの特定の例を呈示することによって本発明を説明してきたが、実施形態について多数のさらなる変形例が、本発明の知識の中で、例えば、実施形態の個々の例の特徴を互いに組み合わせることによって、および/または実施形態の例の個々の機能単位を相互交換することによって作り出すことができることが明らかである。
[形態1]
動作のために組み立てられた地面に対してコンベヤベルトシステムを支持するための長手方向(L)に循環するコンベヤベルトを備えるコンベヤベルトシステム用のフレーム(1、101、201)であって、板状材料製の少なくとも2つのキャリア要素(2、102)を備え、その主平面が、前記長手方向(L)に直角に延びており、1つのキャリア要素(2、102)が、上端に配設された台座領域(3)を備え、前記長手方向(L)に平行にそれぞれ配設される少なくとも2つの間隔要素(4)が、前記少なくとも2つのキャリア要素(2、102)の間隔を決定すると共に、少なくとも1つの支持要素(5)を介して前記地面に面する少なくとも1つの機械脚(21)にそれぞれ接続され、この機械脚を介して前記フレーム(1、101、201)が前記地面に支持されるコンベヤベルトシステム用のフレーム(1、101、201)において、前記フレーム(1、101、201)が、前記間隔要素(4)に平行に延び、好ましくは少なくとも2つのキャリア要素(2、102)にわたって延び、かつ前記少なくとも2つのキャリア要素(2、102)の前記台座領域(3)に横たわって固定されている少なくとも2つの第1の機械的接合要素(6)をさらに備えており、前記台座領域(3)が、概して水平に並べられ、前記フレーム(1、101、201)が、少なくとも2つの固定要素(7)を備え、それによって前記第1の機械的接合要素(6)は、前記台座領域(3)に固定することができることを特徴とするフレーム。
[形態2]
形態1に記載のフレームにおいて、さらなるキャリア要素(2、102)および間隔要素(4)によって、前記フレーム(1、101、201)が、その長手方向(L)におよびその長手方向(L)と反対方向に延びることができることを特徴とするフレーム。
[形態3]
形態1または2に記載のフレームにおいて、少なくとも2つのキャリア要素(2)が、平坦面(19)を有するアタッチメント(18)を下側領域に備え、その上で制御キャビネット(20)が支持できることを特徴とするフレーム。
[形態4]
形態2または3に記載のフレームにおいて、2つのキャリア要素(2、102)の間に異なる長さの間隔要素(4)を用いることによって、いずれの場合にも、キャリア要素(2、102)に対するキャリア要素(2、102)の前記間隔が、前記フレーム(1、101、201)に普及している取付け条件に柔軟に適合することができることを特徴とするフレーム。
[形態5]
形態1から4に記載のフレームにおいて、前記フレーム(1、101、201)の幅および高さが、前記主平面の方向に前記キャリア要素(2、102)の寸法を適合することによって前記コンベヤベルトシステムの幅および前記コンベヤベルトシステムの取付け高さに柔軟に適合することができることを特徴とするフレーム。
[形態6]
形態1から5のいずれか一項に記載のフレームにおいて、前記少なくとも2つの第1の機械的接合要素(6)が、前記フレーム(1、101、201)の全長にわたって途切れることなく延びることを特徴とするフレーム。
[形態7]
形態1から6のいずれか一項に記載のフレームにおいて、前記フレーム(1、101、201)が、少なくとも1つの第2の機械的接合要素(8)をさらに備え、前記第2の機械的接合要素(8)が、前記第1の機械的接合要素(6)に平行に延びると共に、前記キャリア要素(2、102)の前記台座領域(3)から離間し上方に配設されることを特徴とするフレーム。
[形態8]
形態7に記載のフレームにおいて、前記固定要素(7)が、前記第2の機械的接合要素(8)も、前記キャリア要素(2、102)の前記台座領域(3)へ前記第1の機械的接合要素(6)から離れて前記キャリア要素(2、102)の前記台座領域(3)からある距離に固定することを特徴とするフレーム。
[形態9]
形態7または8に記載のフレームにおいて、前記第2の機械的接合要素(8)が、前記フレーム(1、101、201)の全長にわたって途切れることなく延びることを特徴とするフレーム。
[形態10]
形態1から8のいずれか一項に記載のフレームにおいて、前記少なくとも2つの第1の機械的接合要素(6)および前記少なくとも1つの第2の機械的接合要素(8)が、丸い外形として構成されることを特徴とするフレーム。
[形態11]
形態1から10のいずれか一項に記載のフレームにおいて、コンベヤベルトシステム、および/または前記コンベヤベルトシステムで搬送される製品内の金属不純物を検出するための金属検出システム(11)、および/または前記コンベヤベルトシステムで搬送される製品の重さを量るための重量選別機(12)、および/または前記コンベヤベルトで搬送される製品の欠陥のある外観を検出するための光学検査システムが、前記少なくとも2つの第1の機械的接合要素(6)に設けることができることを特徴とするフレーム。
[形態12]
形態1から11のいずれか一項に記載のフレームにおいて、前記フレーム(1)が接続要素(9)をさらに備え、前記接続要素(9)が、2つのキャリア要素(2、102)の前記台座領域(3)に固定的に横たわると共に、重量選別機(12)がそこに固定できるように前記2つのキャリア要素(2、102)を接続することを特徴とするフレーム。
[形態13]
形態1から11のいずれか一項に記載のフレームにおいて、前記フレーム(1、101、201)に接続されていない重量選別機(12)用のさらなるフレーム(13)が、前記キャリア要素(2、102)同士の間の自由空間に配設することができることを特徴とするフレーム。
[形態14]
形態1から13のいずれか一項に記載のフレームにおいて、前記キャリア要素(2、102)の前記台座領域(3)が、前記板状材料に接続されたプロファイルロッド(14)によって構成されることを特徴とするフレーム。
[形態15]
前記コンベヤベルトシステムで搬送される製品の重さを量るための重量選別機(12)、および/または前記コンベヤベルトシステムで搬送される製品内の金属不純物を検出するための金属検出システム(11)、および/または前記コンベヤベルトで搬送される製品の欠陥のある外観を検出するための光学検査システムを備えたコンベヤベルトシステムにおいて、前記コンベヤベルトシステムおよび/または前記重量選別機(12)および/または前記金属検出システム(11)が、地面上の形態1から14のいずれか一項に記載のフレーム(1、101、201)に支持されることを特徴とするコンベヤベルトシステム。
2、102 キャリア要素
3 台座領域
4、4’ 間隔要素
5 支持要素
6 第1の機械的接合要素
7 固定要素
8 第2の機械的接合要素
9 接続要素
10、10’、10’’ コンベヤベルト
11 金属検出システム
12 重量選別機
13 重量選別機フレーム
14 プロファイルロッド
15 設置点
16 曲げラグ
17 切り抜き
18 アタッチメント
19 平坦面
20 制御キャビネット
21 機械脚
L 長手方向
Claims (15)
- 動作のために組み立てられた地面に対してコンベヤベルトシステムを支持するための長手方向(L)に循環するコンベヤベルトを備えるコンベヤベルトシステム用のフレーム(1、101、201)であって、板状材料製の少なくとも2つのキャリア要素(2、102)を備え、その主平面が、前記長手方向(L)に直角に延びており、1つのキャリア要素(2、102)が、上端に配設された台座領域(3)を備え、前記長手方向(L)に平行にそれぞれ配設される少なくとも2つの間隔要素(4)が、前記少なくとも2つのキャリア要素(2、102)の間隔を決定すると共に、少なくとも1つの支持要素(5)を介して前記地面に面する少なくとも1つの機械脚(21)にそれぞれ接続され、この機械脚を介して前記フレーム(1、101、201)が前記地面に支持されるコンベヤベルトシステム用のフレーム(1、101、201)において、
前記フレーム(1、101、201)が、少なくとも2つの第1の機械的接合要素(6)をさらに備えており、前記少なくとも2つの第1の機械的接合要素(6)は、前記間隔要素(4)に平行に延び、かつ少なくとも2つのキャリア要素(2、102)にわたって延び、かつ前記少なくとも2つのキャリア要素(2、102)の前記台座領域(3)に横たわって固定されており、前記台座領域(3)が、概して水平に並べられ、前記フレーム(1、101、201)が、少なくとも2つの固定要素(7)を備え、それによって前記第1の機械的接合要素(6)は、前記台座領域(3)に固定することができることを特徴とするフレーム。 - 請求項1に記載のフレームにおいて、さらなるキャリア要素(2、102)および間隔要素(4)によって、前記フレーム(1、101、201)が、その長手方向(L)におよびその長手方向(L)と反対方向に延びることができることを特徴とするフレーム。
- 請求項1または2に記載のフレームにおいて、少なくとも2つのキャリア要素(2)が、平坦面(19)を有するアタッチメント(18)を下側領域に備え、その上で制御キャビネット(20)が支持できることを特徴とするフレーム。
- 請求項2または3に記載のフレームにおいて、2つのキャリア要素(2、102)の間に異なる長さの間隔要素(4)を用いることによって、いずれの場合にも、キャリア要素(2、102)に対するキャリア要素(2、102)の前記間隔が、前記フレーム(1、101、201)に普及している取付け条件に柔軟に適合することができることを特徴とするフレーム。
- 請求項1から4に記載のフレームにおいて、前記フレーム(1、101、201)の幅および高さが、前記主平面の方向に前記キャリア要素(2、102)の寸法を適合することによって前記コンベヤベルトシステムの幅および前記コンベヤベルトシステムの取付け高さに柔軟に適合することができることを特徴とするフレーム。
- 請求項1から5のいずれか一項に記載のフレームにおいて、前記少なくとも2つの第1の機械的接合要素(6)が、前記フレーム(1、101、201)の全長にわたって途切れることなく延びることを特徴とするフレーム。
- 請求項1から6のいずれか一項に記載のフレームにおいて、前記フレーム(1、101、201)が、少なくとも1つの第2の機械的接合要素(8)をさらに備え、前記第2の機械的接合要素(8)が、前記第1の機械的接合要素(6)に平行に延びると共に、前記キャリア要素(2、102)の前記台座領域(3)から離間し上方に配設されることを特徴とするフレーム。
- 請求項7に記載のフレームにおいて、前記固定要素(7)が、前記第2の機械的接合要素(8)も、前記キャリア要素(2、102)の前記台座領域(3)へ前記第1の機械的接合要素(6)から離れて前記キャリア要素(2、102)の前記台座領域(3)からある距離に固定することを特徴とするフレーム。
- 請求項7または8に記載のフレームにおいて、前記第2の機械的接合要素(8)が、前記フレーム(1、101、201)の全長にわたって途切れることなく延びることを特徴とするフレーム。
- 請求項7から9のいずれか一項に記載のフレームにおいて、前記少なくとも2つの第1の機械的接合要素(6)および前記少なくとも1つの第2の機械的接合要素(8)が、丸い外形として構成されることを特徴とするフレーム。
- 請求項1から10のいずれか一項に記載のフレームにおいて、コンベヤベルトシステム、および/または前記コンベヤベルトシステムで搬送される製品内の金属不純物を検出するための金属検出システム(11)、および/または前記コンベヤベルトシステムで搬送される製品の重さを量るための重量選別機(12)、および/または前記コンベヤベルトで搬送される製品の欠陥のある外観を検出するための光学検査システムが、前記少なくとも2つの第1の機械的接合要素(6)に設けることができることを特徴とするフレーム。
- 請求項1から11のいずれか一項に記載のフレームにおいて、前記フレーム(1)が接続要素(9)をさらに備え、前記接続要素(9)が、2つのキャリア要素(2、102)の前記台座領域(3)に固定的に横たわると共に、重量選別機(12)がそこに固定できるように前記2つのキャリア要素(2、102)を接続することを特徴とするフレーム。
- 請求項1から11のいずれか一項に記載のフレームにおいて、前記フレーム(1、101、201)に接続されていない重量選別機(12)用のさらなるフレーム(13)が、前記キャリア要素(2、102)同士の間の自由空間に配設することができることを特徴とするフレーム。
- 請求項1から13のいずれか一項に記載のフレームにおいて、前記キャリア要素(2、102)の前記台座領域(3)が、前記板状材料に接続されたプロファイルロッド(14)によって構成されることを特徴とするフレーム。
- 前記コンベヤベルトシステムで搬送される製品の重さを量るための重量選別機(12)、および/または前記コンベヤベルトシステムで搬送される製品内の金属不純物を検出するための金属検出システム(11)、および/または前記コンベヤベルトで搬送される製品の欠陥のある外観を検出するための光学検査システムを備えたコンベヤベルトシステムにおいて、前記コンベヤベルトシステムおよび/または前記重量選別機(12)および/または前記金属検出システム(11)が、地面上の請求項1から14のいずれか一項に記載のフレーム(1、101、201)に支持されることを特徴とするコンベヤベルトシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13190277.7A EP2865614B1 (de) | 2013-10-25 | 2013-10-25 | Gestell für eine Förderbandanlage |
| EP13190277.7 | 2013-10-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015083516A JP2015083516A (ja) | 2015-04-30 |
| JP6438263B2 true JP6438263B2 (ja) | 2018-12-12 |
Family
ID=49485599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014210593A Active JP6438263B2 (ja) | 2013-10-25 | 2014-10-15 | コンベヤベルトシステム用のフレーム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9278810B2 (ja) |
| EP (1) | EP2865614B1 (ja) |
| JP (1) | JP6438263B2 (ja) |
| CN (1) | CN104555331B (ja) |
| BR (1) | BR102014024428A2 (ja) |
| IN (1) | IN2014MU02464A (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP1517350S (ja) * | 2014-02-13 | 2015-02-16 | ||
| JP6888775B2 (ja) * | 2016-04-05 | 2021-06-16 | 川崎重工業株式会社 | 搬送装置、それを用いた製造ライン、及び製造ラインの変更方法 |
| DE102017213880A1 (de) * | 2017-08-09 | 2019-02-14 | Krones Ag | Rahmen zum Befestigen von Inspektionsmodulen für Behälter und Inspektionseinrichtung |
| CN108645908A (zh) * | 2018-04-09 | 2018-10-12 | 福清市贸旺水产发展有限公司 | 一种水产品检测用金属探测仪 |
| EP4198464A1 (de) * | 2021-12-20 | 2023-06-21 | Bizerba SE & Co. KG | Förderbandwaage mit metalldetektor |
| DE102022123016B3 (de) | 2022-09-09 | 2023-11-09 | Finatec Holding Ag | Tragvorrichtung |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE377187B (ja) * | 1972-11-13 | 1975-06-23 | Bofors Ab | |
| JPH07232812A (ja) * | 1994-02-22 | 1995-09-05 | Murata Mach Ltd | コンベア基枠の脚と連結桟との連結具 |
| EP1027730A1 (en) * | 1997-09-30 | 2000-08-16 | Semitool, Inc. | Semiconductor processing apparatus having linear conveyor system |
| JPH11351948A (ja) * | 1998-06-04 | 1999-12-24 | Anritsu Corp | 計量装置 |
| US6227357B1 (en) * | 1998-06-09 | 2001-05-08 | William L. Brown, Sr. | Air lift device |
| KR20030072283A (ko) * | 2003-08-12 | 2003-09-13 | 병 철 오 | 콘크리트 벽면의 건축패널 취부구조 |
| DE10357982A1 (de) | 2003-12-11 | 2005-07-07 | Garvens Automation Gmbh | Gestell für eine Kontrollwaage |
| US7114615B1 (en) * | 2005-04-20 | 2006-10-03 | Roger Kumar | Web bracket for an open frame conveyor |
| CN2858588Y (zh) * | 2005-12-03 | 2007-01-17 | 青岛高校软控股份有限公司 | 环形输送线的机架 |
| DE102007032270A1 (de) * | 2007-07-11 | 2009-01-15 | Mettler-Toledo Garvens Gmbh | Vorrichtung zum Prüfen von Produkten und Prüfverfahren |
| JP5080939B2 (ja) * | 2007-11-02 | 2012-11-21 | 株式会社イシダ | 品質検査装置 |
| CN201244561Y (zh) * | 2008-07-18 | 2009-05-27 | 东莞市世通国际快件监管中心有限公司 | 快件分拣输送系统 |
| ATE549275T1 (de) * | 2009-11-03 | 2012-03-15 | Siemens Ag | Bandwägevorrichtung |
| DE102009047090A1 (de) | 2009-11-24 | 2011-05-26 | Bizerba Gmbh & Co. Kg | Wäge-Fördervorrichtung |
| KR101053716B1 (ko) * | 2011-04-22 | 2011-08-02 | 전인식 | 이송 및 센서장치의 프레임구조 |
| JP3171810U (ja) * | 2011-09-06 | 2011-11-17 | 大和製衡株式会社 | 重量選別機の高さ調節装置 |
| DE102013203457A1 (de) * | 2013-02-28 | 2014-08-28 | Bizerba Gmbh & Co Kg | Gestell einer Wäge-Fördervorrichtung |
-
2013
- 2013-10-25 EP EP13190277.7A patent/EP2865614B1/de active Active
-
2014
- 2014-07-31 IN IN2464MU2014 patent/IN2014MU02464A/en unknown
- 2014-09-30 BR BR102014024428A patent/BR102014024428A2/pt not_active Application Discontinuation
- 2014-10-15 JP JP2014210593A patent/JP6438263B2/ja active Active
- 2014-10-16 CN CN201410548922.6A patent/CN104555331B/zh active Active
- 2014-10-21 US US14/519,447 patent/US9278810B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20150114803A1 (en) | 2015-04-30 |
| EP2865614B1 (de) | 2017-06-28 |
| IN2014MU02464A (ja) | 2015-10-09 |
| CN104555331A (zh) | 2015-04-29 |
| JP2015083516A (ja) | 2015-04-30 |
| CN104555331B (zh) | 2019-04-26 |
| EP2865614A1 (de) | 2015-04-29 |
| US9278810B2 (en) | 2016-03-08 |
| BR102014024428A2 (pt) | 2016-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6438263B2 (ja) | コンベヤベルトシステム用のフレーム | |
| JP6143799B2 (ja) | 製造−包装ライン用金属検出器 | |
| US6237852B1 (en) | Multiple plane weigh platter for multiple plane scanning systems | |
| JP6040190B2 (ja) | 異物検査装置 | |
| EP2729831B1 (en) | Metal detector for production and packaging lines | |
| CN107755278B (zh) | 一种异形零件快速自动检测装置及其检测方法 | |
| JP2013221935A (ja) | 秤量セルを組み込んだ金属検出コンベア | |
| CN112238060A (zh) | 电子元器件传送装置以及电子元器件检查装置 | |
| JP2019112150A (ja) | 搬送コンベヤ及びこれを備えた計量装置 | |
| JP4156786B2 (ja) | 品質検査機器 | |
| JP4171661B2 (ja) | コンベヤベルトの異常検知装置 | |
| JP2009109346A (ja) | 金属検出機付き重量選別装置 | |
| US11940393B2 (en) | X-ray inspection apparatus | |
| US11214440B2 (en) | Receiving bin for a sorting machine | |
| CN109484718A (zh) | 一种在线产品称重赋码检测一体机 | |
| JP7490066B2 (ja) | モジュール形式のベルトコンベヤ | |
| CN209841170U (zh) | 提高称重可靠性的装置 | |
| CN110479627A (zh) | 鞋具分装生产线 | |
| JP2024038644A (ja) | 金属検出機付き重量選別装置 | |
| JP2020018962A (ja) | 穀物用の選別機 | |
| JP2007101463A (ja) | 重量検出装置 | |
| CN208728049U (zh) | 一种柔性食品分拣机 | |
| JP2006105716A (ja) | 品質検査システム | |
| JP4332171B2 (ja) | 金属検出用ヘッドおよび金属検出機 | |
| JP2011185685A (ja) | 検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170712 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6438263 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |