JP6420344B2 - 硬質熱可塑性発泡体の高密度化方法及び該高密度化された硬質熱可塑性発泡体を組み込む複合構造 - Google Patents
硬質熱可塑性発泡体の高密度化方法及び該高密度化された硬質熱可塑性発泡体を組み込む複合構造 Download PDFInfo
- Publication number
- JP6420344B2 JP6420344B2 JP2016536520A JP2016536520A JP6420344B2 JP 6420344 B2 JP6420344 B2 JP 6420344B2 JP 2016536520 A JP2016536520 A JP 2016536520A JP 2016536520 A JP2016536520 A JP 2016536520A JP 6420344 B2 JP6420344 B2 JP 6420344B2
- Authority
- JP
- Japan
- Prior art keywords
- densified
- foam
- monolithic
- thickness
- styrenic polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/5627—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching
- B29C44/5636—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching with the addition of heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/066—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/24—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20
- E04C2/243—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20 one at least of the material being insulating
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/24—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20
- E04C2/246—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products laminated and composed of materials covered by two or more of groups E04C2/12, E04C2/16, E04C2/20 combinations of materials fully covered by E04C2/16 and E04C2/20
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
- B29K2025/04—Polymers of styrene
- B29K2025/06—PS, i.e. polystyrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/10—Building elements, e.g. bricks, blocks, tiles, panels, posts, beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/304—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
- B32B2509/10—Refrigerators or refrigerating equipment
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
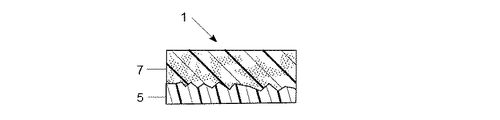
a)熱及び圧力を、少なくとも25mmの当初厚さを有する出発モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの表面に適用して、該表面を、スチレン系ポリマーのガラス転移点を超える温度まで局所的に加熱し、該表面に隣接するセルを崩壊させて、そのような表面上に高密度化された被膜を形成し、少なくとも5mmの厚さ及び80kg/m3以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m2の面密度及び少なくとも200kg/m3の体積密度を有する少なくとも1つの高密度化された表面と、を有する多層モノリシック発泡体を製作することと、
b)多層モノリシック発泡体の1つまたは複数の高密度化された表面上の圧力を維持すると同時に、多層モノリシック発泡体の加熱及び高密度化された表面を、スチレン系ポリマーのガラス転移点を超える温度から50℃以下に冷却することと、を含み、維持された圧力は、少なくとも0.5kPaであるが、高密度化されていない芯を永久的に変形させるには不十分である。

は、高密度化された層の面密度であり、n、ΔH、及びρIは、前に定義された通りである。
39kg/m3の体積密度を有するポリスチレン発泡体は、55mmの厚さ、240mmの幅、及び260mmの長さを有するシートに切り分けられる。テフロンシートが160℃で加熱された金属板上に配置され、ポリスチレン発泡体シートがテフロンプレート上に配置される。50〜300kPaの圧力が、ポリスチレン発泡体シートの頂部に適用される。ポリスチレンシートの底部表面は軟化し、セルは崩壊して、高密度化された層を形成する。シートは、ポリスチレン発泡体試料の厚さが40mmまで減少するまでその圧力で維持される。次いで、試料は除去され、高密度化された層の温度がほぼ室温まで低下するまで、すぐに約8kPaの圧力下で、約5分間、18℃の温度の金属板上に配置される。
39kg/m3の体積密度を有するポリスチレン発泡体が、80mmの厚さ、200mmの幅、及び260mmの長さを有するシートに切り分けられる。テフロンシートが160℃で加熱された金属板上に配置され、ポリスチレン発泡体シートがテフロンプレート上に配置される。50〜300kPaの圧力が、ポリスチレン発泡体シートの頂部に適用される。ポリスチレンシートの底部表面は軟化し、セルは崩壊して、高密度化された層を形成する。シートは、ポリスチレン発泡体試料の厚さが60mmまで減少するまでその圧力で保持される。次いで、試料は除去され、高密度化された層の温度がほぼ室温まで低下するまで、すぐに約8kPaの圧力下で、約5分間、18℃の温度の金属板上に配置される。次いで、高密度化及び冷却プロセスが、発泡体の厚さが40mmまで減少するまで、発泡体の反対側で繰り返される。得られた部分的に高密度化された発泡体(実施例3)は、約36mm厚の高密度化されていない芯と、芯の各側に約2mm厚の高密度化された層とを有する。高密度化された層の体積密度は、約400kg/m3である。
39kg/m3の体積密度を有するポリスチレン発泡体が、70mmの厚さ、200mmの幅、及び260mmの長さを有するシートに切り分けられる。テフロンシートが160℃で加熱された金属板上に配置され、ポリスチレン発泡体シートがテフロンプレート上に配置される。50〜300kPaの圧力が、ポリスチレン発泡体シートの頂部に適用される。ポリスチレンシートの底部表面は軟化し、セルは崩壊して、高密度化された層を形成する。シートは、ポリスチレン発泡体試料の厚さが55mmまで減少するまでその圧力で保持される。次いで、試料は除去され、高密度化された層の温度がほぼ室温まで低下するまで、すぐに約8kPaの圧力下で、約5分間、18℃の温度の金属板上に配置される。次いで、高密度化及び冷却プロセスが、発泡体の厚さが40mmまで減少するまで、発泡体の反対側で繰り返される。得られた部分的に高密度化された発泡体(実施例4)は、約36〜37mm厚の高密度化されていない芯と、芯の各側に約1.5〜2mm厚の高密度化された層とを有する。高密度化された層の体積密度は、約400kg/m3である。
本発明に関連する発明の実施態様の一部を以下に示す。
[態様1]
スチレン系ポリマー発泡体の表面を高密度化するための方法であって、
a)熱及び圧力を、少なくとも25mmの当初厚さを有する出発モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの表面に適用して、前記表面を、前記スチレン系ポリマーのガラス転移点を超える温度まで局所的に加熱し、前記表面に隣接するセルを崩壊させて、そのような表面上に高密度化された被膜を形成し、少なくとも5mmの厚さ及び80kg/m 3 以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m 2 の面密度及び少なくとも200kg/m 3 の体積密度を有する少なくとも1つの高密度化された表面と、を有する多層モノリシック発泡体を製作することと、
b)前記多層モノリシック発泡体の前記1つまたは複数の高密度化された表面上の圧力を維持すると同時に、前記多層モノリシック発泡体の前記加熱及び高密度化された表面(複数可)を、前記スチレン系ポリマーのガラス転移点を超える温度から50℃以下に冷却することと、を含み、前記維持された圧力は、少なくとも1.5kPaであるが、前記高密度化されていない芯を永久的に変形させるには不十分である、前記方法。
[態様2]
ステップa)及びb)の前記圧力は、前記出発ポリマー発泡体の圧縮強度未満である、上記態様1に記載の方法。
[態様3]
ステップa)において、少なくとも400kg/m 3 の体積密度を有する高密度化された表面が製作される、上記態様1または2に記載の方法。
[態様4]
ステップa)において、少なくとも0.8kg/m 2 の面密度を有する高密度化された表面が製作される、上記態様1、2、または3に記載の方法。
[態様5]
前記ポリマー発泡体の2つの対向する側が高密度化される、上記態様1〜4のいずれかに記載の方法。
[態様6]
前記発泡体の前記2つの対向する側は、前記発泡体の片側にステップa)及びb)を実施し、次いで、前記発泡体の反対側にステップa)及びb)を実施することによって、順次に高密度化される、上記態様5に記載の方法。
[態様7]
前記発泡体の前記2つの対向する側は、前記発泡体の前記対向する側のそれぞれにステップa)及びb)を同時に実施することによって、同時に高密度化される、上記態様5に記載の方法。
[態様8]
少なくとも5mmの厚さ及び80kg/m 3 以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m 2 の面密度及び少なくとも200kg/m 3 の体積密度を有する少なくとも1つの高密度化された表面と、を有するモノリシック多層スチレン系ポリマー発泡体。
[態様9]
前記高密度化されていない芯は、50kg/m 3 以下の体積密度を有する、上記態様8に記載の発泡体。
[態様10]
前記高密度化された表面は、少なくとも400kg/m 3 の体積密度及び少なくとも0.8kg/m 2 の面密度を有する、上記態様8または9に記載の発泡体。
[態様11]
2つの対向する側のそれぞれの上に高密度化された表面を有する、上記態様8〜10のいずれかに記載の発泡体。
[態様12]
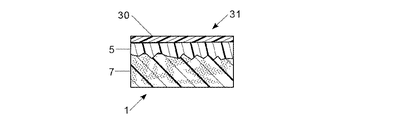
多層積層体であって、前記積層体は、発泡体芯と、前記発泡体芯の少なくとも1つの表面に結合されたガラス強化プラスチックシートとを含み、前記発泡体芯は、少なくとも5mmの厚さ及び80kg/m 3 以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m 3 の面密度及び少なくとも200kg/m 3 の体積密度を有する少なくとも1つの高密度化された表面と、を有するモノリシック多層スチレン系ポリマー発泡体であり、前記ガラス強化プラスチックシートは、前記ポリマー発泡体の高密度化された表面に結合される、前記多層積層体。
[態様13]
前記高密度化されていない芯は、50kg/m 3 以下の体積密度を有する、上記態様12に記載の多層積層体。
[態様14]
前記高密度化された表面は、少なくとも400kg/m 3 の体積密度及び少なくとも0.8kg/m 2 の面密度を有する、上記態様12または13に記載の多層積層体。
[態様15]
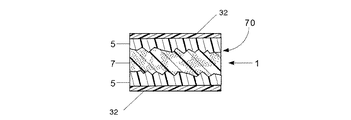
前記発泡体芯は、2つの対向する高密度化された表面を有し、ガラス強化プラスチックシートは、前記発泡体芯の前記高密度化された表面のそれぞれに結合される、上記態様12〜14のいずれかに記載の多層積層体。
[態様16]
前記発泡体芯の前記高密度化されていない部分の前記厚さは、少なくとも少なくとも40mm厚である、上記態様15に記載の多層積層体。
[態様17]
前記高密度化された層のそれぞれの前記面密度は、0.7〜0.95kg/m 3 であり、前記高密度化された層のそれぞれの前記厚さは、1〜3mmであり、前記繊維強化プラスチック層はそれぞれ、0.5〜12mmの厚さを有する、上記態様12〜16のいずれかに記載の多層積層体。
Claims (15)
- スチレン系ポリマー発泡体の表面を高密度化するための方法であって、
a)熱及び圧力を、40〜100mmの当初厚さ及び圧縮率3〜10%の弾性限界を有する出発モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの表面に適用して、前記少なくとも1つの表面を、少なくとも50kPaで300kPa以下であるが前記出発モノリシック熱可塑性スチレン系ポリマー発泡体の降伏圧縮強度を超えない圧力を適用しながら、前記スチレン系ポリマーのガラス転移点を超える温度まで局所的に加熱し、前記少なくとも1つの表面に隣接するセルを崩壊させて、前記少なくとも1つの表面に少なくとも1つの高密度化された表面層を形成し、少なくとも5mmの厚さ及び80kg/m3以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m2の面密度及び少なくとも200kg/m3の体積密度を有する少なくとも1つの高密度化された表面層とを有する多層モノリシック発泡体を製作するステップと、
b)前記多層モノリシック発泡体の前記少なくとも1つの高密度化された表面層に対する圧力を維持すると同時に、前記多層モノリシック発泡体の加熱され高密度化された前記少なくとも1つの表面を、前記スチレン系ポリマーのガラス転移点を超える温度から50℃以下に冷却するステップと、を含み、前記維持される圧力は、少なくとも1.5kPaであるが、前記高密度化されていない芯を永久的に変形させるには不十分であり、ステップb)の終了後の前記多層モノリシック発泡体の全厚、前記高密度化されていない芯の厚さ及び前記少なくとも1つの高密度化された表面層の厚さが、それぞれ、ステップa)の終了後のそれらのそれぞれの厚さから5%以内である、前記方法。 - ステップa)において、少なくとも400kg/m3の体積密度を有する少なくとも1つの高密度化された表面層が製作される、請求項1に記載の方法。
- ステップa)において、少なくとも0.8kg/m2の面密度を有する少なくとも1つの高密度化された表面層が製作される、請求項1または2に記載の方法。
- ステップa)において、前記出発モノリシック熱可塑性スチレン系ポリマー発泡体の2つの対向する側が高密度化される、請求項1〜3のいずれか一項に記載の方法。
- 前記出発モノリシック熱可塑性スチレン系ポリマー発泡体の前記2つの対向する側は、当該発泡体の片側にステップa)及びb)を実施し、次いで、当該発泡体の反対側にステップa)及びb)を実施することによって、順次に高密度化される、請求項4に記載の方法。
- 前記出発モノリシック熱可塑性スチレン系ポリマー発泡体の前記2つの対向する側は、当該発泡体の当該対向する側のそれぞれにステップa)及びb)を同時に実施することによって、同時に高密度化される、請求項4に記載の方法。
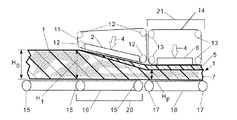
- 請求項1〜6のいずれか一項に記載の方法であって、当該方法は連続法であり、ステップa)が連続的に実施され、ステップa)が、出発モノリシック熱可塑性スチレン系ポリマー発泡体を高密度化領域を通して搬送することにより実施され、前記高密度化領域において、圧力手段及びコンベヤ手段が、次第に制限される垂直開口部を画定し、前記モノリシック熱可塑性スチレン系ポリマー発泡体は、当該垂直開口部を通って移動し、前記モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの表面に加熱され高密度化された表面層が形成され、ステップb)が、少なくとも1つの加熱され高密度化された表面層を有する前記モノリシック熱可塑性スチレン系ポリマー発泡体を冷却領域中を連続的に移動させることにより実施され、前記モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの加熱され高密度化された表面層が前記スチレン系ポリマーのガラス転移点を超える温度から50℃以下に冷却される、請求項1〜6のいずれか一項に記載の方法。
- 少なくとも5mmの厚さ及び80kg/m3以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m2の面密度及び少なくとも200kg/m3の体積密度を有する少なくとも1つの高密度化された表面層とを有するモノリシック多層スチレン系ポリマー発泡体の製造方法であって、
a)熱及び圧力を、40〜100mmの当初厚さ及び圧縮率3〜10%の弾性限界を有する出発モノリシック熱可塑性スチレン系ポリマー発泡体の少なくとも1つの表面に適用して、前記少なくとも1つの表面を、少なくとも50kPaで最大で300kPaであるが前記出発モノリシック熱可塑性スチレン系ポリマー発泡体の降伏圧縮強度を超えない圧力を適用しながら、前記スチレン系ポリマーのガラス転移点を超える温度まで局所的に加熱し、前記少なくとも1つの表面に隣接するセルを崩壊させて、前記少なくとも1つの表面に少なくとも1つの高密度化された表面層を形成し、少なくとも5mmの厚さ及び80kg/m3以下の体積密度を有する高密度化されていない芯と、少なくとも0.6kg/m2の面密度及び少なくとも200kg/m3の体積密度を有する少なくとも1つの高密度化された表面層とを有する多層モノリシック発泡体を製作するステップと、
b)前記多層モノリシック発泡体の前記少なくとも1つの高密度化された表面層に対する圧力を維持すると同時に、前記多層モノリシック発泡体の加熱され高密度化された前記少なくとも1つの表面を、前記スチレン系ポリマーのガラス転移点を超える温度から50℃以下に冷却するステップと、を含み、前記維持される圧力は、少なくとも1.5kPaであるが、前記高密度化されていない芯を永久的に変形させるには不十分であり、ステップb)の終了後の前記多層モノリシック発泡体の全厚、前記高密度化されていない芯の厚さ及び前記少なくとも1つの高密度化された表面層の厚さが、それぞれ、ステップa)の終了後のそれらのそれぞれの厚さから5%以内である、前記方法。 - 前記モノリシック多層スチレン系ポリマー発泡体の高密度化されていない芯は、50kg/m3以下の体積密度を有する、請求項8に記載の方法。
- 前記モノリシック多層スチレン系ポリマー発泡体の高密度化された表面は、少なくとも400kg/m3の体積密度及び少なくとも0.8kg/m2の面密度を有する、請求項8または9に記載の方法。
- モノリシック多層スチレン系ポリマー発泡体は2つの対向する側のそれぞれの上に高密度化された表面層を有する、請求項8〜10のいずれか一項に記載の方法。
- 多層積層体の製造方法であって、
請求項8〜11のいずれか一項に記載の方法によりモノリシック多層スチレン系ポリマー発泡体を製造することと、
前記モノリシック多層スチレンポリマー発泡体の少なくとも1つの高密度化された表面にガラス強化プラスチックシートを結合させること、
を含む、多層積層体の製造方法。 - 前記モノリシック多層スチレンポリマー発泡体は、2つの対向する高密度化された表面を有し、ガラス強化プラスチックシートは、前記ポリマー発泡体の前記高密度化された表面のそれぞれに結合される、請求項12に記載の方法。
- 前記モノリシック多層スチレンポリマー発泡体の前記高密度化されていない芯の厚さは、少なくとも40mm厚である、請求項13に記載の方法。
- 前記高密度化された表面層のそれぞれの面密度は、0.7〜0.95kg/m3であり、前記高密度化された表面層のそれぞれの厚さは、1〜3mmであり、前記繊維強化プラスチック層はそれぞれ、0.5〜12mmの厚さを有する、請求項12〜14のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361918500P | 2013-12-19 | 2013-12-19 | |
| US61/918,500 | 2013-12-19 | ||
| PCT/US2014/070016 WO2015094967A1 (en) | 2013-12-19 | 2014-12-12 | Rigid thermoplastic foam densification process and composite structures incorporating the densified rigid thermoplastic foam |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017504679A JP2017504679A (ja) | 2017-02-09 |
| JP2017504679A5 JP2017504679A5 (ja) | 2018-05-24 |
| JP6420344B2 true JP6420344B2 (ja) | 2018-11-07 |
Family
ID=52282954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016536520A Expired - Fee Related JP6420344B2 (ja) | 2013-12-19 | 2014-12-12 | 硬質熱可塑性発泡体の高密度化方法及び該高密度化された硬質熱可塑性発泡体を組み込む複合構造 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10201951B2 (ja) |
| EP (1) | EP3083181A1 (ja) |
| JP (1) | JP6420344B2 (ja) |
| CN (1) | CN105793008B (ja) |
| CA (1) | CA2933690A1 (ja) |
| WO (1) | WO2015094967A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3112119A1 (de) * | 2015-07-02 | 2017-01-04 | Basf Se | Verfahren zur herstellung strukturierter thermoplastischer schaumstoffplatten und thermoplastische schaumstoffplatte |
| US10112371B2 (en) * | 2016-07-26 | 2018-10-30 | Mp Global Products, L.L.C. | Floor underlayment |
| US10525643B2 (en) * | 2017-05-03 | 2020-01-07 | Covestro Llc | Methods for making foam laminates having a concave surface and laminates produced thereby |
| US20190010696A1 (en) * | 2017-07-10 | 2019-01-10 | Building Products of Canada Corp./La Cie Materiaux de Construction BP Canada | Insulated Panel |
| KR102721935B1 (ko) | 2018-05-31 | 2024-10-25 | 나이키 이노베이트 씨.브이. | 신발 물품용 완충 부재 및 관련 방법 |
| CN111923312A (zh) * | 2020-07-22 | 2020-11-13 | 湖北飞德慕体育用品有限公司 | 一种高强度高韧性瑜伽垫及其制造方法 |
| EP4196826B1 (en) * | 2020-08-12 | 2024-06-26 | Selskabet Af 6. April 2010 ApS | Suspension of electromagnetic receiver coil |
| DE102023200010A1 (de) * | 2023-01-03 | 2024-07-04 | Volkswagen Aktiengesellschaft | Vorrichtung und Verfahren zur Herstellung von dreidimensional geformten Schaumbauteilen und Kraftfahrzeug |
| CN116674206A (zh) * | 2023-03-01 | 2023-09-01 | 合肥联宝信息技术有限公司 | 一种新型epe材料及其制备方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3863908A (en) * | 1965-04-15 | 1975-02-04 | Saint Gobain | Cellular, resinous products and methods and apparatus for making them |
| GB1240733A (en) * | 1968-06-29 | 1971-07-28 | Dunlop Holdings Ltd | Method of making flexible sheet material |
| JPS50141671A (ja) * | 1974-05-01 | 1975-11-14 | ||
| US4268459A (en) | 1976-06-29 | 1981-05-19 | American Cyanamid Company | Cyclic diphosphonates |
| US4086205A (en) | 1976-09-03 | 1978-04-25 | Monsanto Company | Hydrogen phosphonates |
| US4070336A (en) | 1976-09-03 | 1978-01-24 | Monsanto Company | Hydrogen phosphonates and polymer compositions containing them as flame retardants |
| JPS562134A (en) | 1979-06-19 | 1981-01-10 | Toshiba Corp | Molding method for roll of bellows |
| JPS562138A (en) * | 1979-06-19 | 1981-01-10 | Uchiyama Mfg Corp | Foaming styrol board having melted bark layer |
| US4278588A (en) | 1979-09-24 | 1981-07-14 | American Cyanamid Company | Phosphine oxide flame retarded, rubber-modified, polyphenylene ether resin compositions |
| US4255324A (en) | 1979-10-18 | 1981-03-10 | American Cyanamid Company | Synergistic flame retardant compositions for polyphenylene ether resins |
| JPS62271729A (ja) * | 1986-05-21 | 1987-11-26 | Mitsubishi Yuka Badische Co Ltd | 発泡樹脂成形品の製造方法 |
| JPS63209925A (ja) * | 1987-02-27 | 1988-08-31 | Meiwa Sangyo Kk | 車輌用積層内装板の製造方法 |
| JP3289079B2 (ja) * | 1993-01-06 | 2002-06-04 | 鐘淵化学工業株式会社 | 改善された表面外観を有する発泡成形体の製造方法 |
| JP2000117866A (ja) * | 1998-10-15 | 2000-04-25 | Jsp Corp | ポリスチレン系樹脂多層発泡体 |
| US6716379B2 (en) | 2000-02-03 | 2004-04-06 | Pactiv Corporation | Polymer foam plank with densified skin, method and apparatus for producing a densified skin on a foam plank |
| US7128561B2 (en) | 2003-06-30 | 2006-10-31 | Owens Corning Fiberglas Technology, Inc. | Surface treatment for blanket of thermoplastic fibers |
| EP1924641A1 (en) | 2005-08-08 | 2008-05-28 | Albermarle Corporation | Flame retarded styrenic polymer foams and foam precursors |
| JP5536451B2 (ja) | 2006-08-16 | 2014-07-02 | ダウ グローバル テクノロジーズ エルエルシー | ブタジエン/ビニル芳香族コポリマーを臭素化する方法 |
| JP2010539291A (ja) | 2007-09-13 | 2010-12-16 | ダウ グローバル テクノロジーズ インコーポレイティド | 芳香族ホスホン酸エステル難燃剤添加物を含む発泡スチレン系ポリマー |
| WO2009035881A2 (en) | 2007-09-13 | 2009-03-19 | Dow Global Technologies, Inc. | Phosphorus-sulfur fr additives and polymer systems containing same |
| US7820093B2 (en) * | 2008-01-10 | 2010-10-26 | Kin Sun Wong | Method for processing stamp material |
| CN101959954B (zh) | 2008-02-26 | 2013-03-27 | 陶氏环球技术公司 | 作为阻燃添加剂的溴化聚合物及含有该溴化聚合物的聚合物体系 |
| US20090246501A1 (en) * | 2008-03-26 | 2009-10-01 | Fina Technology, Inc. | Reduced Weight Multilayer Polymeric Articles and Methods of Making and Using Same |
| CN102245368A (zh) * | 2008-12-17 | 2011-11-16 | 陶氏环球技术有限责任公司 | 用于制备成形泡沫体制品的连续方法 |
| KR101338763B1 (ko) * | 2009-04-28 | 2013-12-06 | 아사히 가세이 겐자이 가부시키가이샤 | 열경화성 수지 발포판의 성형 장치 및 열경화성 수지 발포판의 제조 방법 |
| US8691896B2 (en) | 2010-02-05 | 2014-04-08 | Basf Se | Halogen-free, phosphorus-containing flame-retardant polymer foams |
| ES2703732T3 (es) | 2010-12-17 | 2019-03-12 | Dow Global Technologies Llc | Proceso de extrusión de poliestireno en estado fundido |
| PL2634210T3 (pl) * | 2012-03-02 | 2019-03-29 | Orac Holding Nv | Sposób wytwarzania profilu kompozytowego z tworzywa sztucznego |
-
2014
- 2014-12-12 WO PCT/US2014/070016 patent/WO2015094967A1/en not_active Ceased
- 2014-12-12 US US15/103,260 patent/US10201951B2/en not_active Expired - Fee Related
- 2014-12-12 JP JP2016536520A patent/JP6420344B2/ja not_active Expired - Fee Related
- 2014-12-12 EP EP14824281.1A patent/EP3083181A1/en not_active Withdrawn
- 2014-12-12 CA CA2933690A patent/CA2933690A1/en not_active Abandoned
- 2014-12-12 CN CN201480066453.2A patent/CN105793008B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017504679A (ja) | 2017-02-09 |
| US20160311196A1 (en) | 2016-10-27 |
| EP3083181A1 (en) | 2016-10-26 |
| US10201951B2 (en) | 2019-02-12 |
| CN105793008A (zh) | 2016-07-20 |
| CN105793008B (zh) | 2018-10-19 |
| WO2015094967A1 (en) | 2015-06-25 |
| CA2933690A1 (en) | 2015-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6420344B2 (ja) | 硬質熱可塑性発泡体の高密度化方法及び該高密度化された硬質熱可塑性発泡体を組み込む複合構造 | |
| CA1037216A (en) | Cuspated sheets | |
| DK2428358T3 (en) | A process for the production of a multilayer foamed polymeric article | |
| US5456964A (en) | Laminated material and process for manufacturing the same | |
| EP2107965B1 (en) | Method for manufacturing a composite panel having a honeycomb core filled with in-situ expanded foam | |
| JP6113851B2 (ja) | 軽量サンドイッチパネルの連続製造方法及びその方法で製造された軽量サンドイッチパネル | |
| EP0148763A2 (en) | Moulded fibre reinforced plastics articles | |
| JPH1044281A (ja) | 複合板及びその製造方法 | |
| CN104582963A (zh) | 制造耐火泡沫隔热板的方法 | |
| JP2009539652A5 (ja) | ||
| JP2007512977A5 (ja) | ||
| CN109177349B (zh) | 一种泡沫蜂窝夹芯板及其制备方法和应用 | |
| EP1295713B1 (en) | Honeycomb insulating panels | |
| WO2005070664A1 (en) | Multilayer product made out of a substrate and on either side at least one cover layer; process for the manufacture of a multilayer product and paiinted multilayer product and process for painting a multilayer product | |
| JP2017504679A5 (ja) | ||
| JP2014517113A (ja) | 溶融延伸可能な材料の溶融延伸による気泡材料の形成 | |
| CA2440946A1 (en) | Low density oriented strand boards | |
| JP6914718B2 (ja) | 制振材 | |
| GB2485165A (en) | A laminated panel for acoustic insulation | |
| GB2551843A (en) | Moulding composite panels | |
| SE1450978A1 (en) | Method for producing a sandwich panel | |
| JPH0249612B2 (ja) | ||
| CA2485931C (en) | A method of producing a three-dimensional article having a sandwich structure | |
| CN111331978A (zh) | 一种可回收利用的保温板材及其制备方法 | |
| JPH11254563A (ja) | 発泡樹脂を充填したパネルの製造方法、およびパネルの製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160701 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160701 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160914 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170418 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20170714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180109 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20180403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180918 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6420344 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |