以下、本発明の実施形態について図面を参照して説明する。ただし、本発明はこれに限定されるものではない。また、図面においては、実施形態を説明するため、一部分を大きく又は強調して記載するなど適宜縮尺を変更して表現することがある。以下の図1において、XYZ座標系を用いて図中の方向を説明する。このXYZ座標系においては、水平面に平行な平面をXZ平面とする。このXZ平面に平行な主軸(後述する主軸3)の方向をZ方向と表記し、Z方向に直交する方向をX方向と表記する。また、XZ平面に垂直な方向はY方向と表記する。
<第1実施形態>
図1は、本発明における産業機械100の構成を示す図である。図1に示す第1実施形態に係る産業機械100は、ワークWを加工する加工装置1と、ワークWを搬送するローダ装置8と、加工装置1及びローダ装置8の動作を制御する制御装置20とを備える。本実施形態において、制御装置20の一部の構成がクランプ制御装置に対応する。なお、クランプとは、物をしっかりと持つ・つかむ意味である。また、物を放すことをアンクランプという。
図1においては、加工装置1の例として旋盤を示している。旋盤は、ワークWを回転させ、バイトと呼ばれる不図示のツール(工具)でワークWを削る機械である。図1に示すように、加工装置1は、主軸台2、主軸3、チャック4、主軸モータ5、位置検出器5a、伝達機構6、及びチャック開閉機構7を備えている。
主軸3は、主軸台2に支持されている。この主軸3は、主軸モータ5のトルク(駆動力)がベルト等の伝達機構6を介して伝えられることにより回転する。また、チャック4は、主軸3の端部に設けられ、主軸3の回転に伴って回転する。このチャック4が第1チャックに相当する。主軸モータ5は、主軸3及びチャック4を回転駆動させる駆動源に対応する。チャック4は、ワークWを把持する開閉可能な爪4aを有している。爪4aは、主軸3内に挿通されたチャックドローバ(図示せず)を介して、油圧シリンダ等のチャック開閉機構7により開閉される。なお、爪4aは3本の爪(三方爪)であっても、2本の爪であってもよい。位置検出器5aは、主軸モータ5の軸の回転位置(つまり、主軸モータ5の軸の回転位置に対応する主軸3の回転位置)を検出するパルスコーダ等の検出器である。この位置検出器5aは、主軸モータ5に設けられている。
ローダ装置8はガントリ形式のガントリローダである。図1に示すように、ローダ装置8は、走行台10、移動台11、昇降ロッド12、及びローダチャック13を備えている。走行台10は、架設レール9上を走行する。移動台11は、Z方向に移動自在に設置されている。昇降ロッド12は、移動台11に対して昇降自在に設置され、その昇降ロッド12の下端にローダチャック13が設けられている。ローダチャック13は、ワークWを把持する開閉可能な爪13aを有している。図1においては、ローダチャック13の爪13aがワークWを把持している状態を示している。なお、爪13aも3本の爪(三方爪)であっても、2本の爪であってもよい。ローダチャック13が第2チャックに相当する。
移動台11がZ方向に移動することにより、昇降ロッド12及びローダチャック13もZ方向に移動する。これにより、図1の下図に示すように、ローダチャック13によって把持されたワークWはチャック4が把持可能な位置(ワークWの受け渡し位置)に移動される。その後、チャック4が閉じることで、チャック4がワークWを把持する。
制御装置20は、加工装置1及びローダ装置8の動作を制御する装置である。すなわち、制御装置20は、加工装置1とローダ装置8との間におけるワークWの受け渡し、加工装置1によるワークWの加工、ローダ装置8によるワークWの搬送などを制御する。
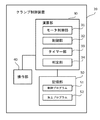
図2は、図1に示す制御装置20の構成を示すブロック図である。図2に示すように、制御装置20は、演算部30と、操作部40と、記憶部50とを備えている。演算部30は、加工装置1及びローダ装置8の動作全般の制御を司る。演算部30は、モータ制御部31、制御部32、タイマー部33、及び判定部34を有している。
モータ制御部31は、主軸モータ5に制御信号を出力することにより、主軸モータ5の回転駆動を制御する。モータ制御部31は、主軸モータ5に制御信号を出力することで、主軸モータ5の回転方向を制御することも可能であり、主軸モータ5の回転のトルクを制御することも可能である。
制御部32は、チャック開閉機構7に対して指令を出力することにより、チャック開閉機構7にチャック4の開閉動作を実行させる。また、制御部32は、位置検出器5aから出力される位置検出信号を受け取ることにより、主軸3(及びチャック4)の回転位置を認識する。また、制御部32は、走行台10に制御信号を出力することにより、架設レール9上における走行台10の走行制御を行う。また、制御部32は、移動台11に制御信号を出力することにより、移動台11のZ方向への移動制御を行う。また、制御部32は、ローダチャック13に指令を出力することにより、ローダチャック13自身に開閉動作を実行させる。
タイマー部33は、時間を計測する処理部である。判定部34は、ワークWの受け渡しが行われる際に、チャック4,13がワークWを把持したか否か、及びワークWを放したか否かを判定する。なお、モータ制御部31、制御部32、タイマー部33、及び判定部34は、演算部30が記憶部50に記憶されている制御プログラム51に基づいて実行する処理や制御に相当する。
操作部40は、作業者(オペレータ)により操作される装置であり、例えばボタン、スイッチ、タッチパネルなどによって構成される。記憶部50は、各種データを記憶する装置である。本実施形態では、記憶部50は、制御プログラム51を記憶するとともに、加工プログラム52を記憶する。また、記憶部50は、加工装置1やローダ装置8の制御に必要な各種設定値やパラメータなども記憶する。なお、演算部30は、記憶部50に記憶されている加工プログラム52に基づいて、加工装置1に制御信号などを出力することにより、加工装置1にワークWの加工を実行させる。
加工装置1における主軸3及びチャック4の構造について説明する。図3は、主軸3及びチャック4の構造を示す断面図である。主軸3は主軸モータ5の回転に伴って軸心Aを中心に回転する。なお、主軸3は両方向に回転可能である。チャック4は、軸心Aと同軸上に主軸3に固定されている。このチャック4は、チャック開閉機構7の動作に応じて、爪4aが径方向(図3に示すY方向)に移動することによりワークWを保持する。すなわち、円筒形状のワークWがチャック4の爪4aの間に挿入され、爪4aが径方向内側に移動することによりチャック4が閉まる。これにより、円筒形状のワークWがチャック4に把持(把握)される。この把持力は主軸3が回転した際にワークWをしっかり保持できる程度の大きな力とされる。この状態で主軸3が回転すると、チャック4も回転し、チャック4に保持されたワークWも回転する。なお、チャック4における爪4aが径方向に移動する量をストローク量という。
なお、図示しないツール移動機構が、制御装置20からの制御信号に基づいてツールを移動させることにより、ワークWの加工が行われる。
次に、制御装置20によるワークWの受け渡し時の制御について説明する。
初めに、主軸モータ5のトルク値のチューニング処理(調整処理)について説明する。図4及び図5は、第1実施形態における主軸モータ5のトルク値のチューニング処理の一例を示すシーケンス図である。まず、作業者は、段取り替えを行う(ステップS1)。ここで、「段取り替え」とは、ワークWを取り替えることや、ワークWの取り替えに応じてチャック4(チャック4の爪4a)を取り替えることなどをいう。このように、作業者が段取り替えを行うことにより、ワークWの重さやチャック4の重さなどが変わり、慣性モーメント(イナーシャ)が変化する。
次に、作業者は、操作部40のボタンを操作する(ステップS2)。ボタンが操作されると、演算部30の制御部32は、ワークWの受け渡し位置へのローダ装置8の移動を指示する移動指令を走行台10及び移動台11に出力する(ステップS3)。走行台10及び移動台11は、制御部32からの移動指令に基づいてワークWの受け渡し位置に移動する(ステップS4)。
また、モータ制御部31は、主軸モータ5を回転駆動させる制御信号を主軸モータ5に出力する(ステップS5)。主軸モータ5は、モータ制御部31からの制御信号に基づいて揺動を開始する(ステップS6)。ここで、「揺動」とは、所定の周期(所定の周波数)及び所定の振幅で行ったり来たりするように揺れ動くことをいう。本実施形態における揺動は、主軸3及びチャック4が軸心A(図3参照)を中心に所定の周期及び所定の振幅で両方向に回転することを意味する。主軸モータ5が揺動すると、主軸モータ5の軸のトルクが伝達機構6を介して主軸3に伝達され、主軸3及びチャック4も揺動する。なお、主軸3及びチャック4の揺動の周期は主軸モータ5の周期と同じである。しかし、主軸モータ5の軸の径と主軸3の径とが異なる場合は、主軸3及びチャック4の揺動の振幅は主軸モータ5の振幅と同じでない。
モータ制御部31は、最初(揺動の開始直後)、主軸モータ5に対して相対的に高いトルクで揺動させる。具体的には、モータ制御部31は、短周期(すなわち高周波数)でかつ大きい振幅(例えば数度の角度)で主軸モータ5に揺動動作を実行させる。そして、モータ制御部31は、主軸モータ5に制御信号を出力することにより(ステップS7)、トルクを徐々に低下させる(ステップS8)。具体的には、モータ制御部31は、揺動の周期を一定とし、揺動の振幅を徐々に小さくしていく。モータ制御部31が主軸モータ5を制御している間(ステップS7、S8の実行中)、位置検出器5aは、常に主軸モータ5の軸の回転位置に対応する主軸3の回転位置を検出し、検出した位置検出信号を演算部30に出力している(ステップS9)。
制御部32は、主軸3及びチャック4のトルクに対して揺動が追従しなくなる(追従性が変化したときの)直前のトルク値をトルク最小値として設定する(ステップS10)。具体的には、制御部32は、モータ制御部31により制御されている現在のトルク値と、位置検出器5aからの位置検出信号で特定される主軸3及びチャック4の回転位置とを認識する。そして、制御部32は、主軸3及びチャック4のトルクに対して主軸3及びチャック4の揺動が追従しているか否かを監視する。制御部32は、主軸3及びチャック4の揺動がトルクに追従しなくなった場合(追従性が変化したとき)に、追従しなくなり始める直前のトルク値をトルク最小値として設定する。このトルク最小値が、チャック4がワークWを把持していない状態においてチャック4が揺動する最低限のトルク(駆動力)である。
図6は、トルクとワークWの揺動の追従性を示す波形図である。図6において、波形W1は主軸3及びチャック4を揺動させるトルクの波形を示し、波形W2は主軸3及びチャック4の回転位置の波形を示している。また、Pはトルクの波形の振幅であり、Tはトルクの波形の周期である。なお、トルクの周波数fは(1/T)である。図6に示すように、トルクの波形W1の振幅が徐々に小さくなってトルク値が低下していくと、ある時点t1で主軸3及びチャック4の回転位置がトルクに追従しなくなる。制御部32は、トルクに追従する場合の主軸3及びチャック4の回転位置(図6の破線で示す回転位置)と、実際の主軸3及びチャック4の回転位置との差が予め設定された閾値を超えたときに、揺動がトルクに追従しなくなった(追従性が変化した)と判断する。
図4の説明に戻り、制御部32は、ステップS10で設定したトルク最小値(追従性が変化したときの駆動力)に、予め設定されたトルクのオフセット値を加算して第1トルク値を算出する(ステップS11)。後述するように、モータ制御部31が主軸モータ5を第1トルク値で駆動して主軸3及びチャック4を揺動させる(後述する図7のステップS23,24参照)。そして、主軸モータ5が第1トルク値で駆動されているときに、チャック4によるワークWの把持が行われると直ちに揺動が停止する(後述する図7のステップS25〜S29参照)。これにより、判定部34は確実にチャック4によるワークWの把持を判定することができる。なお、ステップS11においてトルク最小値にオフセット値を加算して第1トルク値を求めている。これは、ステップS11で算出されたトルク最小値に誤差があると、主軸モータ5をトルク最小値で駆動した場合に主軸3及びチャック4が回転(揺動)しないことや、チャック4がワークWを確実に把持していないのにチャック4によるワークWの把持が行われたと判定されてしまうことが起こり得るので、それを防止するためである。
上記ステップS3〜S11の処理がチャック4の重さなどに応じて第1トルク値を設定する処理(第1トルク値のチューニング処理)である。
次に、制御部32は、チャック開閉機構7に対して、チャック4の閉動作を指示するチャック閉指令を出力する(図5のステップS12)。チャック開閉機構7は、制御部32からのチャック閉指令に基づいてチャック4の閉動作を実行する(ステップS13)。ステップS12及びS13の処理により、チャック4がワークWを把持した状態となる。また、制御部32は、ローダチャック13に対して、そのローダチャック13の開動作を指示するチャック開指令を出力する(ステップS14)。ローダチャック13は、制御部32からのチャック開指令に基づいて自身のチャックの開動作を実行する(ステップS15)。ステップS14及びS15の処理により、ローダチャック13がワークWを放した状態となる。
モータ制御部31は、制御信号を主軸モータ5に出力する(ステップS16)。主軸モータ5は、モータ制御部31からの制御信号に基づいて揺動を開始する(ステップS17)。このときも、上記のステップS6と同様に、モータ制御部31は、最初(揺動の開始直後)、主軸モータ5に対して相対的に高いトルクで揺動させる。具体的には、モータ制御部31は、短周期(すなわち高周波数)でかつ大きい振幅(例えば数度の角度)で主軸モータ5に揺動動作を実行させる。そして、モータ制御部31は、主軸モータ5に制御信号を出力することにより(ステップS18)、トルクを徐々に低下させる(ステップS19)。具体的には、モータ制御部31は、揺動の周期を一定とし、揺動の振幅を徐々に小さくしていく。モータ制御部31が主軸モータ5を制御している間(ステップS18、S19の実行中)、位置検出器5aは、常に主軸モータ5の軸の回転位置に対応する主軸3の回転位置を検出し、検出した位置検出信号を演算部30に出力している(ステップS20)。
制御部32は、主軸3及びチャック4のトルクに対して揺動が追従しなくなる(追従性が変化したときの)直前のトルク値をトルク最小値として設定する(ステップS21)。そして、制御部32は、ステップS21で設定したトルク最小値に、予め設定されたトルクのオフセット値を加算して第2トルク値を算出する(ステップS22)。後述するように、チャック4がワークWを把持しているときに、モータ制御部31が主軸モータ5を第2トルク値で駆動して主軸3及びチャック4を揺動させる。そして、主軸モータ5が第2トルク値で駆動されているときに、ローダチャック13によるワークWの把持が行われると直ちに揺動が停止する。これにより、判定部34は確実にローダチャック13によるワークWの把持を判定することができる。なお、トルク最小値にオフセット値を加算して第2トルク値を求めている理由も、トルク最小値にオフセット値を加算して第1トルク値を求めた理由と同じである。第1トルク値におけるオフセット値と第2トルク値におけるオフセット値は、異なる値であっても同じ値であってもよい。
上記ステップS12〜S22の処理がチャック4又はワークWの重さなどに応じて第2トルク値を設定する処理(第2トルク値のチューニング処理)である。
次に、チャック把持の判定処理について説明する。図7は、第1実施形態におけるチャック把持の判定処理の一例を示すシーケンス図である。なお、図7の処理では、チャック4によるワークWの把持が行われたか否かを判定する処理である。
モータ制御部31は、主軸3及びチャック4のトルク値をステップS11で算出された第1トルク値(第1トルク値の周期及び振幅)に制御する制御信号を主軸モータ5に出力する(ステップS23)。主軸モータ5は、モータ制御部31からの制御信号に基づいて第1トルク値のトルクで揺動を行う(ステップS24)。また、制御部32は、チャック開閉機構7に対して、チャック4の閉動作を指示するチャック閉指令を出力し、これと同時に、タイマー部33は、カウンタをカウントすることにより時間の計測を開始する(ステップS25)。チャック開閉機構7は、制御部32からのチャック閉指令に基づいてチャック4の閉動作を実行する(ステップS26)。モータ制御部31が主軸モータ5を制御している間(ステップS23、S24の実行中)、位置検出器5aは、常に主軸モータ5の軸の回転位置に対応する主軸3の回転位置を検出し、検出した位置検出信号を演算部30に出力している(ステップS27)。
判定部34は、位置検出器5aからの位置検出信号で特定される主軸3及びチャック4の回転位置に基づいて、主軸3及びチャック4の揺動が継続しているか否か判定する(ステップS28)。判定部34は、主軸3及びチャック4の揺動が継続していないと判定した場合(ステップS28のNO)、すなわち、主軸3及びチャック4の揺動が抑制(停止)されたと判定した場合、チャック4の閉動作が完了した(チャック4がワークWを把持した)と判定する(ステップS29)。具体的には、ステップS24においては、主軸3及びチャック4は、揺動可能な最小限のトルク(第1トルク値のトルク)で揺動している。従って、チャック4がワークWを把持した場合、主軸3及びチャック4の揺動が直ちに停止することとなる。このため、判定部34は、主軸3及びチャック4の揺動の停止に基づいてチャック4によるワークWの把持を判定することができる。
なお、例えばモータ制御部31に主軸モータ5の駆動電流を検出する駆動電流検出部を設け、判定部34は、駆動電流検出部が主軸モータ5の駆動電流の急激な変化を検出した場合に、主軸3及びチャック4の揺動が抑制されたと判定してもよい。
本実施形態では、ステップS28において、判定部34が主軸3及びチャック4の揺動の抑制を判定していない場合であっても、タイマー部33により計測されている時間が予め設定された所定時間に達した場合は、判定部34はチャック4がワークWを把持したと判定する。このような処理により、制御部32が揺動の抑制を検出できなかった場合でも、判定部34がチャック4によるワークWの把持を検出することができる。従って、加工装置1やローダ装置8を停止させずに産業機械100の稼働を継続させることができる。なお、タイマー部33により計測されている時間が予め設定された所定時間に達した場合は、判定部34は、エラーが発生したと判定して、産業機械100の稼働を停止させ、作業者にエラーを報知する構成でもよい。
判定部34がチャック4によりワークWが把持されたと判定した場合、制御部32は、チャック開指令をローダ装置8のローダチャック13に出力する(ステップS30)。ローダチャック13は、チャック開指令に基づいて、チャックの開動作を実行する(ステップS31)。また、モータ制御部31は、制御信号を主軸モータ5に出力して(ステップS32)、主軸モータ5に揺動を停止させる(ステップS33)。
なお、図7の処理では、チャック4がワークWを把持したか否かを判定する処理であったが、チャック4によりワークWが把持されているときにローダチャック13がワークWを把持したか否かについても図7の処理と同じような処理で行うことが可能である。
すなわち、モータ制御部31は、主軸3及びチャック4のトルク値をステップS22で算出された第2トルク値(第2トルク値の周期及び振幅)に制御する制御信号を主軸モータ5に出力する。主軸モータ5は、モータ制御部31からの制御信号に基づいて第2トルク値のトルクで揺動を行う。このとき、チャック4はワークWを把持した状態であるものとする。また、制御部32は、ローダチャック13に対して、チャックの閉動作を指示するチャック閉指令を出力し、これと同時に、タイマー部33は、カウンタをカウントすることにより時間の計測を開始する。ローダチャック13は、制御部32からのチャック閉指令に基づいてチャックの閉動作を実行する。モータ制御部31が主軸モータ5を制御している間、位置検出器5aは、常に主軸モータ5の軸の回転位置に対応する主軸3の回転位置を検出し、検出した位置検出信号を演算部30に出力している。
判定部34は、位置検出器5aからの位置検出信号で特定される主軸3及びチャック4の回転位置に基づいて、主軸3及びチャック4の揺動が継続しているか否か判定する。判定部34は、主軸3及びチャック4の揺動が継続していないと判定した場合、すなわち、主軸3及びチャック4の揺動が抑制(停止)されたと判定した場合、ローダチャック13の閉動作が完了した(ローダチャック13がワークWを把持した)と判定する。具体的には、主軸3及びチャック4は、チャック4がワークWを把持した状態で揺動可能な最小限のトルク(第2トルク値のトルク)で揺動している。従って、ローダチャック13がワークWを把持した場合、主軸3及びチャック4の揺動が停止することとなる。このため、判定部34は、主軸3及びチャック4の揺動の停止に基づいてローダチャック13によるワークWの把持を判定することができる。
判定部34がローダチャック13によりワークWが把持されたと判定した場合、制御部32は、チャック開指令をチャック開閉機構7に出力する。チャック開閉機構7は、チャック開指令に基づいて、チャック4の開動作を実行する。また、モータ制御部31は、制御信号を主軸モータ5に出力して、主軸モータ5に揺動を停止させる。
特許請求の範囲の記載に本実施形態の符号を対応付けると、第1実施形態では、モータ5を駆動させることで軸3を介して第1チャック4を揺動させ、第1チャック4を揺動させる駆動力を徐々に低下又は増加させるモータ制御部31と、駆動力の低下又は増加により第1チャック4の揺動の追従性が変化したときの駆動力(例えば、最低限の駆動力、トルク最小値)に基づき特定の駆動力(第1トルク値のトルク)を算出する制御部32と、モータ制御部31がモータ5を特定の駆動力で揺動させることにより第1チャック4が揺動されているときに、第1チャック4の揺動が抑制されたことを検出した場合、第1チャック4又は第2チャック13によるワークWの把持が行われたと判定する判定部34と、を備える。このような構成によれば、第1チャック4やワークWなどが交換等された場合でも、第1チャック4などの慣性モーメントに応じた特定の駆動力で第1チャック4を揺動させることができる。従って、判定部34が精度よく第1チャック4又は第2チャック13によるワークの把持を判定することができる。また、第1チャック4の揺動時の駆動力が第1チャック4の揺動の追従性が変化したときの駆動力に基づき算出された特定の駆動力(第1トルク値のトルク)であるので、第1チャック4又は第2チャック13がワークWを把持したときに揺動によってワークWに傷がついてしまうことを防止することができる。
また、第1実施形態では、制御部32は、ワークWを把持していない状態における第1チャック4、及びワークWを把持した状態における第1チャック4をそれぞれ揺動させ、それぞれの特定の駆動力(第1トルク値のトルク、第2トルク値のトルク)を算出し、判定部34は、第1チャック4がワークWを把持していない状態における特定の駆動力(第1トルク値のトルク)で揺動されているときに、第1チャック4の揺動が抑制されたことを検出した場合は、第1チャック4によるワークWの把持が行われたと判定し、第1チャック4がワークWを把持した状態における特定の駆動力(第2トルク値のトルク)で揺動されているときに、第1チャック4の揺動が抑制されたことを検出した場合は、第2チャック13によるワークWの把持が行われたと判定するので、判定部34は第1チャック4及び第2チャック13のいずれによるワークWの把持も精度よく判定することができる。
また、第1実施形態では、モータ制御部31は、第1チャック4を揺動させる駆動力を徐々に低下させ、制御部32は、駆動力の低下により第1チャック4の揺動の追従性が変化したときの駆動力に基づくことにより、慣性モーメントに応じた第1チャック4を揺動させる特定の駆動力を正確に算出することができる。従って、第1チャック4又は第2チャック13がワークWを把持したときに確実に第1チャック4の揺動が抑制される。その結果、第1チャック4の揺動の抑制に基づく第1チャック4又は第2チャック13によるワークWの把持の判定精度が向上する。また、第1実施形態では、制御部32は、追従性が変化したときの駆動力(最低限の駆動力、トルク最小値)に、予め設定されたオフセットを加えて特定の駆動力を算出するので、追従性が変化したときの駆動力に誤差がある場合でも、モータ制御部31が確実に第1チャック4を揺動させることができる。
また、第1実施形態では、第1チャック4及び第2チャック13の閉動作が行われたときからの時間を計測するタイマー部33を備え、判定部34は、第1チャック4の揺動の抑制に基づいて第1チャック4又は第2チャック13によるワークWの把持が行われたと判定していない場合でも、タイマー部33により計測された時間が所定時間を経過したときに第1チャック4又は第2チャック13によるワークWの把持が行われたと判定するので、判定部34が第1チャック4の揺動の抑制を検出できなかった場合でも、第1チャック4又は第2チャック13によるワークWの把持を判定することができる。
また、第1実施形態では、作業者が操作可能な操作部40を備え、モータ制御部31、制御部32及び判定部34は、作業者による操作部40の操作に基づいて上記の動作を実行するので、第1チャック4と第2チャック13との間におけるワークWの受け渡し動作を開始する前に、チャックやワークの重さなどに応じた特定の駆動力(ワークの受け渡し時における第1チャック4の揺動の駆動力)を設定することができる。
<第2実施形態>
上記第1実施形態では、作業者が制御装置20の操作部40を操作したことに基づいて、制御装置20の演算部30がトルク最小値の検出及びワーク受け渡し時の揺動トルク値(第1トルク値、第2トルク値)の設定を行っていた。これに対して、第2実施形態では、段取り替えが行われた場合に自動的に(作業者による操作部40の操作に基づかずに)、制御装置20の演算部30がトルク最小値の検出及びワーク受け渡し時の揺動トルク値の設定を行う。
図8は、第2実施形態における主軸モータ5のトルク値のチューニング処理の一例を示すシーケンス図である。まず、作業者は、段取り替えを行う(ステップS41)。作業者は、段取り替えを行うときは、加工装置1やローダ装置8の稼働を一旦停止させる。作業者は、段取り替えを行った後、加工装置1やローダ装置8の稼働を再開させる。演算部30は、加工装置1やローダ装置8の稼働が停止した後、加工装置1やローダ装置8の稼働が再開された場合、段取り替えが行われた可能性があると認識する。
加工装置1やローダ装置8の稼働が再開された後、演算部30の制御部32は、稼働が再開されたことに起因して自動的にワークWの受け渡し位置へのローダ装置8の移動を指示する移動指令を走行台10及び移動台11に出力する(ステップS42)。走行台10及び移動台11は、制御部32からの移動指令に基づいてワークWの受け渡し位置に移動する(ステップS43)。
また、モータ制御部31は、主軸モータ5を回転駆動させる制御信号を主軸モータ5に出力する(ステップS44)。主軸モータ5は、モータ制御部31からの制御信号に基づいて揺動を開始し、その後、トルクを徐々に増加させる(ステップS45)。ステップS44においては、モータ制御部31は、最初(揺動の開始後)、主軸モータ5に対して相対的に低いトルクで揺動させる。その後、モータ制御部31は、主軸モータ5のトルクを徐々に増加させる。また、制御部32は、チャック閉指令をチャック開閉機構7に出力し、これと同時に、タイマー部33は、時間の計測を開始する(ステップS46)。チャック開閉機構7は、チャック閉指令に基づいてチャック4の閉動作を実行させる(ステップS47)。モータ制御部31が主軸モータ5を制御している間(ステップS44、S45の実行中)、位置検出器5aは、常に主軸モータ5の軸の回転位置に対応する主軸3の回転位置を検出し、検出した位置検出信号を演算部30に出力している(ステップS48)。
制御部32は、タイマー部33が計測している時間に基づいて、所定時間内に主軸3及びチャック4において揺動が発生したか否か判定する(ステップS49)。制御部32が所定時間内に主軸3及びチャック4の揺動が発生していないと判定した場合、すなわち、揺動が発生する前に所定時間になった場合は(ステップS49のNO)、制御部32は、チャック4がワークWを把持したと判断する。そして、制御部32は、通常のワークWの受け渡し動作を実行させる。すなわち、制御部32は、チャック開指令をローダチャック13に出力する(図7のステップS30参照)。ローダチャック13は、チャック開指令に基づいてチャックの開動作を実行する(図7のステップS31参照)。
ステップS44〜S49の処理を繰り返し実行する。このとき、ステップS44,S45において、モータ制御部31は前回の揺動当初のトルクよりも大きなトルクで揺動を開始させ、その後、揺動開始時のトルクを徐々に大きくしていく。これにより、所定回目において所定時間内に主軸3及びチャック4の揺動が発生することとなる(ステップS49のYES)。
制御部32が所定時間内に主軸3及びチャック4の揺動が発生したと判定した場合(ステップS49のYES)、制御部32は、揺動が生じたときのトルク値をトルク最小値として設定する(ステップS50)。そして、制御部32は、トルク最小値にオフセット値を加算して第1トルク値を算出する(ステップS51)。その後、制御部32は、タイマー部33が計測している時間が所定時間に達したことに基づいて、チャック4がワークWを把持したと判断して、通常のワークWの受け渡し動作を実行させる。すなわち、制御部32は、チャック開指令をローダチャック13に出力する(図7のステップS30参照)。ローダチャック13は、チャック開指令に基づいてチャックの開動作を実行する(図7のステップS31参照)。
上記ステップS41〜S51の処理は、第1トルク値を設定する処理(第1トルク値のチューニング処理)であるが、第2トルク値を設定する処理(第2トルク値のチューニング処理)も図8に示した処理と同じような処理で実現することができる。
以上のように、第2実施形態では、作業者による操作部40の動作に基づかずに自動的にトルク値のチューニング処理を行うことができる。従って、作業者が段取り替えを行った際に操作部40の操作を忘れた場合でもトルク値の設定を行うことができる。また、加工装置1とローダ装置8との間で行われる、通常のワークWの受け渡し動作中における初期(最初の1回又は複数回)のワークWの受け渡し時においてトルク値のチューニングが行われるので、ワークWの受け渡し動作を中断することなく、トルク値のチューニングを行うことができる。
以上の実施形態について説明したが、本発明は図示の構成等に限定されるものではなく、各構成の機能や用途などを逸脱しない範囲で変更は可能である。
例えば、上記した各実施形態では、加工装置1のチャック4を第1チャックとし、ローダ装置8のローダチャック13を第2チャックとしていたが、加工装置1のチャック4を第2チャックとし、ローダ装置8のローダチャック13を第1チャックとしてもよい。ただし、この場合、ローダ装置8側にローダチャック13を揺動させるための機構を設ける必要がある。
また、上記した各実施形態において、図1に示したローダ装置8及び加工装置1の構成は一例であって、このような構成以外のローダ装置及び加工装置に対しても適用することも可能である。また、ワークの受け渡しを行う装置であれば本発明の構成を適用することができる。例えば、搬送装置が第1装置と第2装置を備え、第1装置と第2装置がワークの受け渡しを行うとともにワークの搬送を行うような場合である。この場合、第1装置に第1チャックを設け、第2装置に第2チャックを設け、さらに第1装置に第1チャックを揺動させるための機構(モータ、伝達機構、軸)を設ける。
また、上記した各実施形態において、「揺動」は、所定の周期(周波数)・所定の振幅で両方向に回転することとしていたが、このような動きに限定されず、直線方向に所定の周期(周波数)・所定の振幅で両方向に移動することも含む。また、ワークWは円筒状のものに限らず、板状のものなどであってもよい。
また、モータ制御部31は、揺動の周期を一定とし、揺動の振幅を徐々に小さくして、トルクを徐々に小さくしていったが、揺動の振幅を一定とし、揺動の周期を徐々に短くして、トルクを徐々に小さくしてもよい。また、モータ制御部31は、揺動の周期を徐々に短くするとともに、揺動の振幅を徐々に小さくして、トルクを徐々に小さくしてもよい。
また、上記した各実施形態では、判定部34は、チャック4の揺動の抑制に基づき、チャック4とローダチャック13のワークWの把持を判定していたが、チャック4の揺動の開始に基づき、チャック4とローダチャック13のワークWの解放を判定することも可能である。すなわち、モータ制御部31が、チャック4及びローダチャック13がいずれもワークWを把持した状態で、第2トルク値で主軸3及びチャック4を揺動させる。このとき、主軸3及びチャック4は揺動しない。ローダチャック13がワークWを解放した場合、主軸3及びチャック4の揺動が開始する。このとき、判定部34は、ローダチャック13がワークWを解放したと判定する。また、モータ制御部31が、チャック4及びローダチャック13がいずれもワークWを把持した状態で、第1トルク値で主軸3及びチャック4を揺動させる。このとき、主軸3及びチャック4は揺動しない。チャック4がワークWを解放した場合、主軸3及びチャック4の揺動が開始する。このとき、判定部34は、チャック4がワークWを解放したと判定する。