JP6366609B2 - 複合材料で作られた湾曲ハニカム構造を製造する方法 - Google Patents
複合材料で作られた湾曲ハニカム構造を製造する方法 Download PDFInfo
- Publication number
- JP6366609B2 JP6366609B2 JP2015554207A JP2015554207A JP6366609B2 JP 6366609 B2 JP6366609 B2 JP 6366609B2 JP 2015554207 A JP2015554207 A JP 2015554207A JP 2015554207 A JP2015554207 A JP 2015554207A JP 6366609 B2 JP6366609 B2 JP 6366609B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber structure
- weft
- warp
- fiber
- cellular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





























Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/24—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least three directions forming a three dimensional structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/0089—Producing honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
- C04B35/571—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide obtained from Si-containing polymer precursors or organosilicon monomers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/62218—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products obtaining ceramic films, e.g. by using temporary supports
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D11/00—Double or multi-ply fabrics not otherwise provided for
- D03D11/02—Fabrics formed with pockets, tubes, loops, folds, tucks or flaps
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M10/00—Physical treatment of fibres, threads, yarns, fabrics, or fibrous goods made from such materials, e.g. ultrasonic, corona discharge, irradiation, electric currents, or magnetic fields; Physical treatment combined with treatment with chemical compounds or elements
- D06M10/04—Physical treatment combined with treatment with chemical compounds or elements
- D06M10/06—Inorganic compounds or elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
- C04B2235/483—Si-containing organic compounds, e.g. silicone resins, (poly)silanes, (poly)siloxanes or (poly)silazanes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5216—Inorganic
- C04B2235/524—Non-oxidic, e.g. borides, carbides, silicides or nitrides
- C04B2235/5244—Silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/52—Constituents or additives characterised by their shapes
- C04B2235/5208—Fibers
- C04B2235/5252—Fibers having a specific pre-form
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6027—Slip casting
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/614—Gas infiltration of green bodies or pre-forms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/616—Liquid infiltration of green bodies or pre-forms
-
- C04B35/806—
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
- D03D25/005—Three-dimensional woven fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M2101/00—Chemical constitution of the fibres, threads, yarns, fabrics or fibrous goods made from such materials, to be treated
- D06M2101/40—Fibres of carbon
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Woven Fabrics (AREA)
- Reinforced Plastic Materials (AREA)
- Filtering Materials (AREA)
- Laminated Bodies (AREA)
Description
繊維構造の厚さ内に延在する非相互連結の領域を有する伸張可能繊維構造を作成するステップであって、非相互連結の領域は相互連結の部分によって互いに離間している、ステップと、
所定材料の前駆体である樹脂を繊維構造に含浸させるステップであって、含浸の後には選択的に乾燥または予備硬化が続く、ステップと、
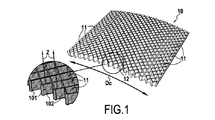
非相互連結の各領域で繊維構造内にセルを形成するように、支持ツーリング上で繊維構造を伸張させるステップであって、ツーリングはまた、製造されるセル状構造の形状に一致する湾曲形状も有する、ステップと、
複数のセルを有する湾曲セル状構造を形成するように、繊維構造の樹脂を重合させるステップと、
を含み、方法は、
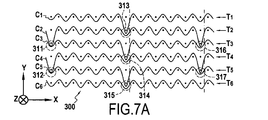
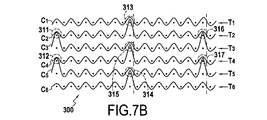
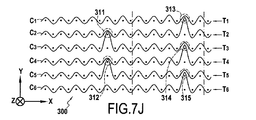
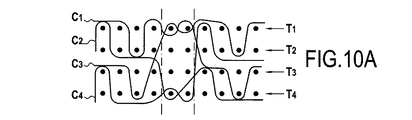
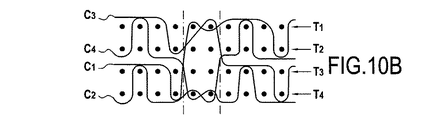
繊維テクスチャは、縦糸の複数の層と横糸の複数の層との間の多層織りによって作られ、少なくとも1本の縦糸が少なくとも2つの隣り合う横糸の層からの横糸を相互連結する相互連結の部分を各々が有する一連の連続する織り面を繰り返し、相互連結の部分は、各一連の織り面の間の横糸の層と平行な方向に、横糸1本以上分だけずれていることを、特徴とする。
Claims (10)
- 湾曲セル状構造(10)を製造する方法であって、方法は、
繊維構造(100)の厚さ内に延在する非相互連結の領域(110)を有する伸張可能繊維構造(100)を作成するステップであって、非相互連結の領域(110)は相互連結の部分によって互いに離間している、ステップと、
所定材料の前駆体である樹脂を繊維構造(100)に含浸させるステップと、
非相互連結の各領域(110)で繊維構造内にセルを形成するように、支持ツーリング(50)上で繊維構造(100)を伸張させるステップであって、ツーリングはまた、製造されるセル状構造(10)の形状に一致する湾曲形状も有する、ステップと、
複数のセル(11)を有する湾曲セル状構造(10)を形成するように、繊維構造の樹脂を重合させるステップと、
を含み、
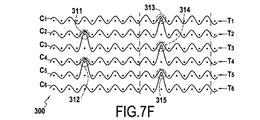
繊維構造(100)は、縦糸の複数の層と横糸の複数の層との間の多層織りによって作られ、少なくとも1本の縦糸が少なくとも2つの隣り合う横糸の層からの横糸を相互連結する相互連結の部分(311〜317)を各々が有する、一連の連続する織り面を繰り返すこと、ならびに相互連結の部分(311〜317)は、各一連の織り面の間の横糸の層と平行な方向に横糸1本以上分だけずれていることを特徴とする、方法。 - 繊維構造が一連の2つの連続する織り面を繰り返すことによって織られ、その各々は、少なくとも1本の縦糸が横糸の少なくとも2つの隣り合う層の横糸を相互連結する相互連結部分(311〜317)を有すること、ならびに相互連結部分(311〜317)は、各セルの軸に対して45°の角度を形成する方向に縦糸層の糸および横糸層の糸を配向させるように、各一連の織り面の間の横糸の層の方向と平行な方向に、横糸2本分だけずれていることを特徴とする、請求項1に記載の方法。
- 繊維構造が、多層インターロック織りによる三次元織りによって作られることを特徴とする、請求項1または2に記載の方法。
- 製造されるセル状構造(10)のセル(11)の壁(12)の厚さが、相互連結部分で織られた縦糸の層の数に応じて調整されることを特徴とする、請求項1から3のいずれか一項に記載の方法。
- 繊維構造(100)が炭化ケイ素で作られることを特徴とする、請求項1から4のいずれか一項に記載の方法。
- 繊維構造(100)の含浸に使用される樹脂がセラミック前駆体樹脂であることを特徴とする、請求項5に記載の方法。
- 前記樹脂をセラミックに転移するために樹脂を重合させるステップをさらに含むことを特徴とする、請求項6に記載の方法。
- セル状構造(10)を緻密化するステップをさらに含むことを特徴とする、請求項7に記載の方法。
- 含浸ステップの後、ならびに繊維構造(100)を伸張および重合させるステップの前に、前記繊維構造をセル状構造の1つ以上の所定寸法に切断するステップを含むことを特徴とする、請求項1から8のいずれか一項に記載の方法。
- 縦糸の複数の層と横糸の複数の層との間の多層織りによって繊維構造を作成するステップを含み、繊維構造は基材の厚さ内に延在する非相互連結の領域を有し、非相互連結の領域は横糸の複数の層の間の相互連結の部分によって互いに離間しており、方法はさらに、所定材料の前駆体である樹脂を繊維構造に含浸させるステップの後に、前記伸張可能繊維構造を得るように、前記繊維構造から少なくとも1つのストリップを切断するステップを含み、各ストリップは作成されるセルの高さに対応する所定幅で切り出されることを特徴とする、請求項1から8のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1350722 | 2013-01-29 | ||
| FR1350722A FR3001409B1 (fr) | 2013-01-29 | 2013-01-29 | Procede de fabrication d'une structure alveolaire de forme courbee en materiau composite |
| PCT/EP2014/051697 WO2014118215A1 (fr) | 2013-01-29 | 2014-01-29 | Procede de fabrication d'une structure alveolaire de forme courbee en materiau composite |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016509548A JP2016509548A (ja) | 2016-03-31 |
| JP6366609B2 true JP6366609B2 (ja) | 2018-08-01 |
Family
ID=48140024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015554207A Active JP6366609B2 (ja) | 2013-01-29 | 2014-01-29 | 複合材料で作られた湾曲ハニカム構造を製造する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10612186B2 (ja) |
| EP (1) | EP2951008B1 (ja) |
| JP (1) | JP6366609B2 (ja) |
| CN (1) | CN104955636B (ja) |
| BR (1) | BR112015017494B1 (ja) |
| CA (1) | CA2898153C (ja) |
| FR (1) | FR3001409B1 (ja) |
| RU (1) | RU2647024C2 (ja) |
| WO (1) | WO2014118215A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3052164B1 (fr) * | 2016-06-03 | 2020-06-26 | Safran Aircraft Engines | Fabrication d'une piece en cmc avec retouche des indications |
| FR3055574B1 (fr) * | 2016-09-02 | 2018-10-05 | Porcher Ind | Structure fibreuse et preforme 3d pour piece composite |
| DE102017212860B4 (de) * | 2017-07-26 | 2020-07-09 | Premium Aerotec Gmbh | Vorrichtung und Verfahren zur Herstellung eines gekrümmten Faservorformlings aus einem bi- oder multidirektionalen Faserhalbzeug |
| FR3078330B1 (fr) * | 2018-02-27 | 2020-03-13 | Dassault Aviation | Structure en nid d'abeille en materiau ceramique et procede de fabrication associe |
| CN110065196A (zh) * | 2019-04-18 | 2019-07-30 | 美国投资公司 | 一种多核芯纤维复合材料内正交结构件及其制作工艺 |
| CN114072370A (zh) * | 2019-09-20 | 2022-02-18 | 阿塞尔桑电子工业及贸易股份公司 | 由连续陶瓷细丝制造功能分级结构的方法 |
| CN113249975A (zh) * | 2020-03-10 | 2021-08-13 | 加通汽车内饰(常熟)有限公司 | 人造革及其制备方法、车辆座椅、车辆 |
| US11865956B2 (en) * | 2021-01-28 | 2024-01-09 | Tate Technology, Llc | Energy attenuating seat assembly |
| WO2023144807A1 (en) * | 2022-01-26 | 2023-08-03 | Massivit 3D Printing Technologies Ltd | A method and apparatus for making core for composite objects |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2668327A (en) * | 1950-04-21 | 1954-02-09 | California Reinforced Plastics | Method of making a curved honeycomb product |
| JPH0826496B2 (ja) * | 1985-10-01 | 1996-03-13 | 旭化成工業株式会社 | 多層織物 |
| JPH081018B2 (ja) * | 1986-07-19 | 1996-01-10 | 敷島紡績株式会社 | 複合材用補強材,及びその製造方法 |
| JPH0243893Y2 (ja) * | 1986-07-23 | 1990-11-21 | ||
| JPS6340764A (ja) | 1986-08-02 | 1988-02-22 | 株式会社アクロス | 無機質繊維強化炭素複合材料用の柔軟性中間材及びその製造方法 |
| US4737399A (en) * | 1987-02-12 | 1988-04-12 | E. I. Du Pont De Nemours And Company | Three-dimensional structures of interlocked strands |
| JPH01250430A (ja) * | 1987-03-31 | 1989-10-05 | Asahi Chem Ind Co Ltd | 多層構造織物及び該織物からなる複合材 |
| JPH01321946A (ja) * | 1988-06-24 | 1989-12-27 | Asahi Chem Ind Co Ltd | 新規な多層構造織物 |
| US5078818A (en) * | 1990-04-18 | 1992-01-07 | Hexcel Corporation | Method for producing a fiber-reinforced ceramic honeycomb panel |
| FR2691923B1 (fr) | 1992-06-04 | 1994-09-09 | Europ Propulsion | Structure en nid d'abeilles en matériau composite thermostructural et son procédé de fabrication. |
| FR2746388B1 (fr) | 1996-03-19 | 1998-06-05 | Aerospatiale | Procede de fabrication d'un panneau du type nid d'abeille en composite carbone/carbone ou carbone/ceramique et structures constituees a partir d'un tel panneau |
| GB9613615D0 (en) | 1996-06-28 | 1996-08-28 | Short Brothers Plc | Method of manufacturing a noise attenuation panel |
| US5912442A (en) | 1997-07-02 | 1999-06-15 | Trw Inc. | Structure having low acoustically-induced vibration response |
| FR2785664B1 (fr) * | 1998-11-05 | 2001-02-02 | Snecma | Echangeur de chaleur en materiau composite et procede pour sa fabrication |
| JP2001150530A (ja) * | 1999-11-25 | 2001-06-05 | Fjc:Kk | 樹脂ハニカム成形体の製造方法 |
| FR2844510B1 (fr) * | 2002-09-12 | 2006-06-16 | Snecma Propulsion Solide | Structure fibreuse tridimensionnelle en fibres refractaires, procede pour sa realisation et application aux materiaux composites thermostructuraux |
| US7434659B2 (en) * | 2005-04-04 | 2008-10-14 | Hexcel Corporation | Acoustic septum cap honeycomb |
| FR2902802B1 (fr) * | 2006-06-21 | 2008-12-12 | Snecma Propulsion Solide Sa | Structure fibreuse de renfort pour piece en materiau composite et piece la comportant |
| FR2923748B1 (fr) * | 2007-11-19 | 2009-12-18 | Commissariat Energie Atomique | Procede de fabrication d'une structure fibreuse en nid d'abeilles. |
| TW200924969A (en) * | 2007-12-03 | 2009-06-16 | Jin-Jiang Chen | A three-dimensional honeycomb-like woven fabric and its weaving method |
| FR2933970B1 (fr) | 2008-07-21 | 2012-05-11 | Snecma Propulsion Solide | Procede de fabrication d'une piece en materiau composite thermostructural et piece ainsi obtenue |
| FR2939129B1 (fr) | 2008-11-28 | 2014-08-22 | Snecma Propulsion Solide | Aube de turbomachine en materiau composite et procede pour sa fabrication. |
| US8714932B2 (en) * | 2008-12-31 | 2014-05-06 | General Electric Company | Ceramic matrix composite blade having integral platform structures and methods of fabrication |
-
2013
- 2013-01-29 FR FR1350722A patent/FR3001409B1/fr active Active
-
2014
- 2014-01-29 JP JP2015554207A patent/JP6366609B2/ja active Active
- 2014-01-29 EP EP14702530.8A patent/EP2951008B1/fr active Active
- 2014-01-29 US US14/764,396 patent/US10612186B2/en active Active
- 2014-01-29 WO PCT/EP2014/051697 patent/WO2014118215A1/fr active Application Filing
- 2014-01-29 CA CA2898153A patent/CA2898153C/fr active Active
- 2014-01-29 CN CN201480006654.3A patent/CN104955636B/zh active Active
- 2014-01-29 RU RU2015136583A patent/RU2647024C2/ru active
- 2014-01-29 BR BR112015017494-9A patent/BR112015017494B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BR112015017494A2 (pt) | 2017-07-11 |
| WO2014118215A1 (fr) | 2014-08-07 |
| CN104955636B (zh) | 2017-11-07 |
| CA2898153C (fr) | 2020-08-04 |
| EP2951008A1 (fr) | 2015-12-09 |
| RU2015136583A (ru) | 2017-03-07 |
| US20150361612A1 (en) | 2015-12-17 |
| FR3001409A1 (fr) | 2014-08-01 |
| CN104955636A (zh) | 2015-09-30 |
| FR3001409B1 (fr) | 2015-07-03 |
| BR112015017494B1 (pt) | 2020-06-23 |
| JP2016509548A (ja) | 2016-03-31 |
| RU2647024C2 (ru) | 2018-03-13 |
| US10612186B2 (en) | 2020-04-07 |
| CA2898153A1 (fr) | 2014-08-07 |
| EP2951008B1 (fr) | 2016-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6366609B2 (ja) | 複合材料で作られた湾曲ハニカム構造を製造する方法 | |
| JP6318175B2 (ja) | 湾曲したセラミック音響減衰パネルの製造方法 | |
| JP6109201B2 (ja) | 音響減衰システムを有する排気コーン | |
| CA2115473C (en) | A method of fabricating a composite material part, in particular a sandwich panel, from a plurality of assembled-together preforms | |
| JP5726887B2 (ja) | 薄い厚さの熱構造複合材料部品および製造方法 | |
| JP6254532B2 (ja) | 薄肉部を有する複合材料部品のための繊維補強構造 | |
| US9550340B2 (en) | Composite material part comprising fixing means | |
| CN108137418B (zh) | 复合材料部件 | |
| US11905851B2 (en) | CMC trailing edge 3D weaved cross brace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180605 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180703 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6366609 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |