以下、本発明の実施形態を、図面を参照しながら説明する。なお、本発明は以下の実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜設計の変更、改良等が加えられることが理解されるべきである。
図1は、本発明の熱・音波変換ユニットおよび熱・音波変換部品の一実施形態が適用された電力発生システムの模式的な構成図である。
図1に示す電力発生システム1000は、熱・音波変換ユニット100、ループ管4、共鳴管5、およびエネルギー変換器6により構成されている。
ループ管4は、熱・音波変換ユニット100の図の上側の端部(上端部)と下側の端部(下端部)とに接続されたループ状の管である。共鳴管5は直線状の管であり、共鳴管5の一端はループ管4に接続されており、共鳴管5の他端はエネルギー変換器6に接続されている。ここで、共鳴管5とエネルギー変換器6とを合わせた全体は、実質的に図の右方向の端(不図示であるが、図のエネルギー変換器6の内部に存在する)が閉じた管となっている。
熱・音波変換ユニット100は、熱・音波変換部品1、高温側熱交換器2、および、低温側熱交換器3を有している。
高温側熱交換器2は、高温の加熱流体(たとえば高温の排気ガス等)の流入を受けて、その熱を図1の熱・音波変換部品1の下端部に伝達し、流入時よりも温度の下がった加熱流体を流出させるものである。一方、低温側熱交換器3は、高温側熱交換器2に流入する加熱流体に比して相対的に温度の低い冷却流体(たとえば水等)の流入を受けて、その冷熱を図1の熱・音波変換部品1の上端部に伝達し、流入時よりも温度の上がった冷却流体を流出させるものである。このような高温側熱交換器2および低温側熱交換器3の働きにより、熱・音波変換部品1の下端部が上端部よりも相対的に温度が高い状態が実現する。熱・音波変換部品1は、図の上下方向に延びる複数の細い管状の貫通孔(以下、セルと呼ぶ)を有するハニカム構造を有している。各セルは、隣接するセルから隔壁により隔てられており、高温側熱交換器2および低温側熱交換器3を介してループ管4と連通している。
ここで、ループ管4、共鳴管5、および熱・音波変換部品1の各セル、のそれぞれの内部は、縦波の振動を生じて音波を伝播する作動流体で満たされている。作動流体としては、たとえば、低粘性で反応性の低い希ガス等の気体を用いることができる。
熱・音波変換部品1では、その両端部に上述の温度差が存在することにより、各セル内の作動流体は、各セルの貫通方向に振動を開始し、その振動は音波として熱・音波変換部品1から外部に伝播していく。このように温度差を与えると作動流体が振動する現象は、自励振動と呼ばれており、細い管に温度勾配を与えたときに起きる従来からよく知られた現象である。熱音響効果とは、熱に起因するこうした作動流体の自励振動により音波が発生することを指している。ここで、この自励振動について簡単に説明する(なお、詳細については、数多くの文献で説明されているが、たとえば、特許文献3でも詳しく説明されている)。
細い管に温度勾配が与えられると、高温側では、細い管の内部の作動流体は、管の壁面から熱を吸収して高温側から低温側へ向けて膨張する。そして、その低温側で壁面に対し熱を放出して圧縮して元の高温側の方に戻る。このような壁面との熱の授受と膨張圧縮が繰り返されることで、結果的に、作動流体が管の延在方向に振動することとなる。簡単にいえば、この作動流体の動きは、壁の壁面の温度勾配を緩和する(弱める)ように、熱を運ぶ作動流体の動きだということができる。この説明からも明らかであるが、この現象は、管が細いために内部の作動流体に対する壁面の熱的影響が大きい場合にのみ生じるものである。このため、管を太くしていくと壁面の熱的影響が小さくなっていき(すなわち断熱状態に近づき)、こうした自励振動は生じにくくなる。そこで、自励振動により音波を発生させる上では、管の太さが重要な要素となり、この管の太さは、より定量的には、管の断面の面積をS、この断面の周長をCとしたときにHD=4×S/Cで定義される水力直径HDによって評価できる。
以下、図1に戻って電力発生システム1000の説明を続ける。
熱・音波変換部品1では細い管状のセルが複数存在し各セル内で自励振動が起きることで、それら複数のセルの作動流体の振動の集合からなる音波が、熱・音波変換部品1からループ管4に向けて発せられる。そして、その音波は、この図の点線矢印の向きにループ管4内を伝播していく。ループ管4内を伝播する音波の多くは共鳴管5内に進行し共鳴管5内を図の右方向に進行する。上述したように、共鳴管5とエネルギー変換器6とを合わせた全体は、実質的に図の右方向の端が閉じた管となっているため、反射して逆の図の左方向に進行するものも発生し、共鳴管5内では、両進行波が重ね合わされることとなる。このとき、進行波の周波数が、共鳴管5の長さ等で決まる共鳴周波数と整合すると、共鳴管5内ではいわゆる共鳴が起こり、両進行波の重ね合わせからなりその共鳴周波数を有する定在波が発生する。図では、定在波の存在が一点鎖線の両矢印で示されている。
ここで、エネルギー変換器6では、共鳴管5の実効的な長さを変化させることができる不図示の機構が設けられており、これにより共鳴が起きるよう共鳴周波数を調整することができる。共鳴管5の実効的な長さを変化させる機構としては、たとえば、特許文献1記載のものを採用することができる。なお、ここでは、共鳴管5の実効的な長さを変化させることができるものとして説明を行うが、図1の電力発生システム1000では、熱・音波変換部品1で発生しループ管4内を進行する音波の周波数成分のうち最も支配的な周波数成分をあらかじめ把握しておき、共鳴管5の長さが、その支配的な周波数成分の周波数が共鳴周波数となるような特定の長さにあらかじめ設計されている形態が採用されてもよい。
また、エネルギー変換器6には、音波を電気信号に変換する機構も設けられている。こうした変換機構としては、たとえば、特許文献1に記載されているようなマイクロフォンを備えた機構を挙げることができる。このようにマイクロフォンを利用する変換機構が最も簡便ではあるが、マイクロフォンを利用する変換機構に限らず、音波のエネルギーを力学的なエネルギーに変換しその力学的なエネルギーを電磁誘導により電力に変換する、従来からよく知られた様々な機構(たとえば特許文献2の機構)が採用できる。
図1の電力発生システム1000では、以上説明した構成により、高温側熱交換器2に流入する高温の加熱流体(たとえば高温の排気ガス等)の熱を電力に変換することができ、エネルギーの有効利用(リサイクル)が可能となっている。
次に、上記の熱・音波変換ユニット100および熱・音波変換部品1が適用された冷熱発生システムについて説明する。
図2は、図1の熱・音波変換ユニット100および熱・音波変換部品1が適用された冷熱発生システムの模式図である。
図2に示す冷熱発生システム2000は、ループ管4’、伝播管5’、音波発生部7、および、図1で説明した熱・音波変換ユニット100により構成されている。
ループ管4’は、熱・音波変換ユニット100の図2の上側の端部(上端部)と下側の端部(下端部)とに接続されたループ状の管であり、高温側熱交換器2および低温側熱交換器3を介して熱・音波変換部品1の複数のセルと連通している。伝播管5’は直線状の管であり、伝播管5’の一端はループ管4’に接続されており、伝播管5’の他端は音波発生部7に接続されている。音波発生部7は、音波を発生する機能を有しており、音波発生部7としては、たとえば、電力の供給を受けて音波を出力するスピーカを採用することができる。また、図1の電力発生システム1000からエネルギー変換器6を取り除いた、熱の供給を受けて音波を発生させるシステム(この場合、共鳴管5の右側は開放端となって反射が起きないため、図1の状況とは異なり共鳴管5内では右向きの進行波が伝播する)を採用することもできる。
熱・音波変換ユニット100は、その構成自体は図1で説明したものと同じであるが、図1のときとは異なり、図2の高温側熱交換器2および低温側熱交換器3の双方には、図1の低温側熱交換器3に流入したのと同様の冷却流体(たとえば水)が流入するようになっている。
ここで、ループ管4’、伝播管5’、および熱・音波変換部品1の各セルの内部は、縦波の振動を生じて音波を伝播する作動流体で満たされている。作動流体としては、たとえば、図1の電力発生システム1000と同様のものを採用できる。
音波発生部7で発生した音波は、伝播管5’を図2の一点鎖線矢印の方向に伝播し、さらにループ管4’内を図2の点線矢印の方向に伝播していく。そして、熱・音波変換ユニット100に到達し、熱・音波変換部品1の図2の上側から各セル内に進行していく。このとき、音波による熱輸送により、高温側熱交換器2側の端部が低温側熱交換器3側の端部よりも相対的に温度が高い状態が実現する。高温側熱交換器2では常温近傍の冷却流体が流入し、常温より高い温度で流出する。一方、音波による熱輸送により熱が高温側熱交換器2側の端部へ輸送されてしまうので、熱・音波変換部品1の低温側熱交換器3側の端部は、常温より低い温度となる。低温側熱交換器3では常温近傍の冷却流体が流入し、熱・音波変換部品1の低温側熱交換器3側の端部に熱を奪われるため、常温より低い温度で流出する。言い換えれば、冷水の形で、冷熱が出力されることになる。
図2の冷熱発生システム2000では、以上説明した構成により、音波発生部7で発生した音波のエネルギーを用いて冷熱を出力することができる。特に、音波発生部7として、図1の電力発生システム1000からエネルギー変換器6を取り除いたシステムを採用した場合には、図1の高温側熱交換器2に流入する高温の加熱流体(たとえば高温の排気ガス等)の熱を冷熱に変換することができ、エネルギーの有効利用(リサイクル)が可能となっている。
以上説明したように、図1の電力発生システム1000および図2の冷熱発生システム2000においては、本発明の一実施形態である熱・音波変換ユニット100がきわめて重要な役割を果たしている。以下では、図1の電力発生システム1000で使用されている状況を例にとって、熱・音波変換ユニット100について、さらに詳しく説明する。以下の説明では、一例として、図1の電力発生システム1000として、図1の高温側熱交換器2には、自動車の排気ガスの典型的な温度である400〜600℃程度の高温の加熱流体(たとえば排気ガスそのもの)が流入し、低温側熱交換器3には、20〜70℃程度の低温の冷却流体(たとえば水)が流入するものとして話を進める。この場合、熱・音波変換部品1の両端部における温度差は、330〜580℃程度となる。
なお、当然のことではあるが、以下に説明する熱・音波変換ユニット100の特性そのものは、図2の冷熱発生システム2000において使用する場合も変わるものではない。
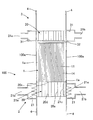
図3は、図1の熱・音波変換ユニット100の構成を表した模式図である。
熱・音波変換ユニット100は、熱・音波変換部品1、高温側熱交換器2、および、低温側熱交換器3、金属部材32、および、干渉材1aを備えており、これら全体は、ハウジング100a内に収容されてループ管4(図1も合わせて参照)に接続されている。
熱・音波変換部品1では、それぞれが細い管状の貫通孔である複数のセル14が、隔壁11によって区画形成されてなるハニカム構造を有している。ここで、本明細書では、「セル」という語を、隔壁を含まない貫通孔のみを指すものとして用いる。各セル14は、図3の上下方向を貫通方向(各セル14が延在する延在方向)とし、低温側熱交換器3側の端面および高温側熱交換器2側の端面の両端面において開口する。熱・音波変換部品1の、低温側熱交換器3側の端面は、金属部材32と接しているとともに、金属部材32を間において低温側熱交換器3に対向している。なお、ここでは、金属部材32が配置されているが、本発明では、金属部材32が省略された形態も採用可能である。金属部材32が省略された場合には、後述のメッシュ積層体30と接触する作動流体が冷却された後に、その冷却された作動流体が、音波の振動に対応した作動流体の変位により熱・音波変換部品1の端面近傍に接触しこの端面近傍を冷却する。ここで、金属部材32が省略された形態では、熱・音波変換部品1と低温側熱交換器3との間の隙間は極力小さいことが好ましい。
金属部材32は、中央部に互いに平行な複数本のスリット(不図示)が形成された板状の金属製部材であり、図3では、その板状の側面部(厚みの部分)のみが図示されている。
低温側熱交換器3は、複数枚の金属製(たとえば銅製)メッシュ板を重ね合わせてなるメッシュ積層体30を有している。また、低温側熱交換器3は、メッシュ積層体30の側面を取り巻く環状の管である低温側環状管31を有している。このようにメッシュ積層体30の側面を取り巻く低温側環状管31は、図3では、流入口31aおよび流出口31bを含む断面においてメッシュ積層体30の両側を挟み込むものとして模式的に示されている。この低温側環状管31は、流入口31aから、後述する高温側熱交換器2に流入する加熱流体よりは相対的に低温の冷却流体(たとえば水)の流入を受け、その冷却流体の冷熱をメッシュ積層体30に伝達し(逆の言い方をすればメッシュ積層体30の熱を冷却流体に伝達し)、流出口31bから、温度が上昇した冷却流体を流出させる役割を果たしている。
メッシュ積層体30に伝達された冷熱は、接触している作動流体に伝わり、さらに音波の変位で熱・音波変換部品1の、低温側熱交換器3側の端面に伝達され、熱・音波変換部品1の低温側熱交換器3側の端部を冷却する。このため、金属部材32の材質としては熱伝導率の高いものが好ましく、たとえば、銅製のものを用いることができる。
なお、以上では、低温側熱交換器3の構成について詳しく説明したが、本発明の熱・音波変換ユニットは、低温側の熱交換器の詳細に特に限定されず、従来から知られている熱交換器を採用してもよい。また、後述する高温側熱交換器2と同じ構成のものを採用してもよい。
熱・音波変換部品1の側面は、干渉材1aによって取り巻かれており、図3の模式的な断面図では、その取り巻く干渉材1aが、熱・音波変換部品1を図の左右両側から挟み込む2つに分かれた干渉材1aとして示されている。この干渉材1aは、熱・音波変換部品1の、低温側熱交換器3側の端部と高温側熱交換器2側の端部との間で熱・音波変換部品1外部の周囲環境を介して熱の伝達が行われるのを防ぐ断熱材としての役割を果たしている。
高温側熱交換器2は、熱交換ハニカム構造体20および高温側環状管21を備えている。熱交換ハニカム構造体20は、熱・音波変換部品1と同様にハニカム構造を有しており、それぞれが図3の上下方向を貫通する細い管状の貫通孔である2以上のセル20dが、隔壁20aによって区画形成されている。高温側環状管21は、熱交換ハニカム構造体20の側面を取り巻く環状の管であり、流入口21aから高温の加熱流体(たとえば、高温の排気ガス)の流入を受けてその加熱流体の熱を熱交換ハニカム構造体20に伝達し流出口21bから温度が低下した加熱流体を流出させる役割を果たす。ここで、図3に示すように、高温側環状管21の管内には、加熱流体との接触面積を増加させるために、金属製あるいはSiC(炭化珪素)を主成分とするセラミックス製のフィン21eが設けられている。
図4は、図3の熱・音波変換ユニット100における高温側熱交換器2の外観斜視図であり、図5は、高温側環状管21の流入口21aおよび流出口21bを含む平面で見たときの高温側熱交換器2の断面図である。
図4に示すように、高温側熱交換器2では、高温側環状管21の環状形状における中央の空洞部分に熱交換ハニカム構造体20が嵌め込まれた構成となっている。この高温側環状管21には、図4の太い矢印で示すように、図の下側の流入口21aから高温の加熱流体(たとえば、高温の排気ガス)が流入し、図の上側の流出口21bから流出する。このとき、流入口21aから流入した高温の加熱流体は、図5の矢印で示すように、熱交換ハニカム構造体20の円形の外周を構成する外周壁20bに直接に突き当たり、外周壁20bの左右二手に分かれて外周壁20bに沿って進み、流出口21bで合流して流出する。このように熱交換ハニカム構造体20の外周壁20bに対して直接に高温の加熱流体が接触することで、高温の加熱流体から外周壁20bに対して多量の熱が直接に伝達され、その熱は、熱交換ハニカム構造体20内部の隔壁20aやセル20d内部の作動流体にも伝達される。このように、熱交換ハニカム構造体20が高温の加熱流体に直接に接触できるのは、後述するように、熱交換ハニカム構造体20が、耐熱性および熱伝導性が高い材料で構成されているためであり、直接に加熱流体と接触できることで、間に他の部材を介した場合と比べ、熱の損失を抑え熱交換効率の向上が図られる。
なお、このように熱交換ハニカム構造体20が直接に加熱流体と接触する形態が好ましいが、本発明では、熱交換ハニカム構造体20の外周壁20bが高温の加熱流体に直接に接触する代わりに、外周壁20bの周囲を金属で覆う形態も採用することができる。特に、音波を伝播する作動流体として高圧の気体(たとえばアルゴン等の不活性の希ガス)を用いる場合には、こうした高圧の気体を密閉して漏れを防ぐ観点からこのように外周壁20bの周囲を金属で覆う形態が好ましい。この場合、外周壁20bの周囲を覆った金属の外周面に、図5の熱交換ハニカム構造体20の中心からみて外向き方向(動径方向)に突出した金属製のフィン(たとえば図3のフィン21e参照)を備えていることが好ましい。これは、高温の加熱流体との接触面積を増加させて熱交換効率を高めるためである。高温の加熱流体との接触面積が小さいと、高温の加熱流体と高温側熱交換器2との熱の授受が不十分で高温側熱交換器2の熱交換効率が低下してしまうので、高温加熱流体との接触面積をできるだけ大きくすることが高温側熱交換器2にとって重要となる。
特に、SiC(炭化珪素)を主成分とするセラミックス材料で構成された、さらに別のハニカム構造体が高温側環状管の管内に嵌合している形態が最も好ましい。これは、SiC(炭化珪素)を主成分とするセラミックス材料は、金属製のフィンより高温での熱伝導率が高く、高温ガスとの接触面積も飛躍的に増加させることができ、さらに、金属製のフィンでは問題となり得る高温の加熱流体による腐食劣化の問題も回避できるからである。以下、この好ましい形態について説明する。
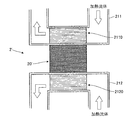
図6は、高温側環状管の管内にさらに別のハニカム構造体が嵌合している熱・音波変換ユニットの一形態を表す模式図であり、図7は、図6のA−A線の断面における高温側熱交換器の模式的な断面構成図である。
図6および図7では、図3〜図5と同一の構成要素については同一の符号を付し、その重複説明は省略する。
図6の熱・音波変換ユニット200における高温側熱交換器2’は、熱交換ハニカム構造体20’および2つの互いに異なる高温側環状管211,212を有している。熱交換ハニカム構造体20’は、図中の水平方向を貫通方向とする2以上のセルが隔壁により区画形成されたハニカム構造を有しており、2つの異なる高温側環状管211,212により加熱流体から伝達された熱を熱・音波変換部品1に伝達する。ここで、熱交換ハニカム構造体20’は、熱・音波変換部品1から間隔tを置いて配置されている。
図7に示すように、2つの高温側環状管211,212の内部には、SiC(炭化珪素)を主成分とするセラミックス材料で構成された管内ハニカム構造体2110,2120がそれぞれ備えられている。管内ハニカム構造体2110,2120は、いずれも図中の水平方向を貫通方向とする2以上のセルが隔壁により区画形成されたハニカム構造を有している。2つの高温側環状管211,212では、図の矢印で示すように、流入した加熱流体が管内ハニカム構造体2110,2120の各セルを通過して流出していく。このとき、各セルを通過する加熱流体の熱が管内ハニカム構造体2110,2120に伝わり、その熱は、高温側環状管211,212の壁面、および、熱交換ハニカム構造体20’の側面(外周壁の面)を取り巻く金属管(不図示)を介して、熱交換ハニカム構造体20’に伝達される。なお、図7では、説明の簡単化のため、熱交換ハニカム構造体20’の断面が矩形形状で図示されているが、図4および図5のように断面が円形状の場合であっても、高温側環状管211,212の形状を円形に沿うようにする等により実質的に同様の構成を取り得る。
このように熱交換ハニカム構造体20’の外周壁を金属管で覆い、その外側に、SiC(炭化珪素)を主成分とするセラミックス材料で構成された2つの管内ハニカム構造体2110,2120を配置する構造では、熱交換ハニカム構造体20’は直接加熱流体と接触せず、このため、高温の加熱流体による腐食劣化を抑えることができる。また、作動流体として不活性な希ガス(たとえばアルゴン等)を用いる場合には、作動流体により熱交換ハニカム構造体20’が腐食する問題も生じない。この場合、熱交換ハニカム構造体20’の材料としては、SiC(炭化珪素)を主成分とするセラミックス材料の他、熱伝導性の高い金属材料、たとえば銅も採用できる。
ここで、図6における熱交換ハニカム構造体20’の長さL’は、作動流体の振動によって発生する音波の波長程度であることが好ましい。音波の波長よりも長すぎると作動流体(たとえば不活性な希ガス)への熱の供与が不十分となる。一方、長さL’が音波の波長よりも短すぎると、外側から熱交換ハニカム構造体20’を通り抜けて熱・音波変換部品1へ達してしまい、比較的低温の作動流体が熱・音波変換部品1の高温熱交換器側の端部を冷やしてしまうといった悪影響が生じ得る。
図8は、図6および図7に示す熱・音波変換ユニットとは別の本発明の熱・音波変換ユニットの一形態を表す模式図、図9は、図8に示す熱・音波変換ユニットとはさらに別の熱・音波変換ユニットの一形態を表す模式図である。
図8に示す熱・音波変換ユニットでは、高温側熱交換器2Aにおいて、図中の上側から加熱流体が流入し高温側熱交換器2Aの内部を通って図中の下方向に向けて流出する。一方、図9に示す熱・音波変換ユニットでは、高温側熱交換器2A’において、図中の上側から加熱流体が流入し高温側熱交換器2A’の内部を通って図中の上方向に向けて流出する。ここで、図8および図9に示す熱・音波変換ユニットのいずれも、低温側熱交換器3Aにおいては、図中の上側から冷却流体が流入し低温側熱交換器3Aの内部を通って図中の上方向に向けて流出する。ここで、図8および図9では、内部構造(以下の2つのハニカム構造体22,23を含む構造)を明らかにするために、一部については透視図となっている。
図8の高温側熱交換器2Aおよび図9の高温側熱交換器2A’は、金属材料で構成された柱状のハニカム構造体23と、その周りを取り囲む、SiC(炭化珪素)を主成分とするセラミックス材料で構成された中空の円柱状(言い換えれば厚みのある円筒状)のハニカム構造体22とを有している。ハニカム構造体23の外周では同一の金属材料の後述の金属メッシュ外筒23aが金属製のハニカム構造体23と一体に形成されている。なお、正確には、2つのハニカム構造体22,23の間にはメタライズ層が存在するが、これについては後述する。これら2つのハニカム構造体22,23は、いずれも、円柱状の形状の延在方向を貫通方向とする2以上のセルが隔壁により区画形成されたハニカム構造を有している。このような図8および図9の構造によっても、熱の損失を抑え熱交換効率の向上が図られる。
なお、ここでは、金属材料で構成されたハニカム構造体23によるハニカム構造が採用されているが、これに代えて金属製のメッシュで構成されたメッシュ構造が採用されてもよい。
図10は、メッシュ構造を採用した高温側熱交換器の断面図である。
図10に示す高温側熱交換器では、金属外筒22aで外周が囲まれた、SiC(炭化珪素)を主成分とするセラミックス材料で構成されたハニカム構造体22のさらなる内側に、円筒状のメタライズ層23bおよび金属メッシュ外筒23aを介して金属メッシュ体23’が備えられている。ここで、メタライズ層23bは、モリブデンやマンガン等の金属の焼き付けによって形成された層であり、金属製の金属メッシュ外筒23aとセラミックス製のハニカム構造体22を接合させるための層である。図10に示す構造によっても、熱の損失を抑え熱交換効率の向上が図られる。
以下、再び、図3〜図5に戻って説明を続ける。
図3に示すように、熱交換ハニカム構造体20の、熱・音波変換部品1側の端面(熱交換ハニカム構造体20の上側の端面)は、熱・音波変換部品1の、高温側熱交換器2側の端面(熱・音波変換部品1の下側の端面)と直接に接触している。以下、この熱交換ハニカム構造体20の上側の端面を接触面20sと呼ぶ。なお、本発明では、このように熱・音波変換部品1と熱交換ハニカム構造体20とが直接に接触する代わりに、熱・音波変換部品1と熱交換ハニカム構造体20との間に図6の間隔tのような隙間が存在していてもよい。この場合、熱交換ハニカム構造体20に対して伝達された熱は、熱交換ハニカム構造体20と接した作動流体に伝達され、その加熱された作動流体が、音波の振動に対応した作動流体の変位により熱・音波変換部品1の端面近傍に接触し、この端面近傍が加熱される。これにより、熱・音波変換部品1の、高温側熱交換器2側の端部は、低温側熱交換器3側の端部に比して相対的に温度の高い状態に維持されることとなる。
ここで、この熱交換ハニカム構造体20は、SiC(炭化珪素)を主成分とするセラミックス材料で構成されている。セラミックス材料は、耐熱性が高いため、上述のように直接に高温の加熱流体に接触する熱交換ハニカム構造体20の材料に適している。さらに、セラミックス材料の中でもSiCを主成分とするセラミックス材料は、熱伝導率が相対的に高いため、上述したように熱交換ハニカム構造体20が熱・音波変換部品1に熱を伝達する役割を果たすのに適した材料となっている。ここで、「SiCを主成分とする」とは、SiCが、熱交換ハニカム構造体20の材料の50質量%以上を占めることを意味する。このときの気孔率としては、0〜10%であることが好ましい。また、隔壁20aの厚さが0.25〜0.51mmであってセル密度が15〜62セル/cm2であることが好ましい。
SiCを主成分とするセラミックス材料としては、具体的には、単純なSiCに加え、Si含浸SiC、(Si+Al)含浸SiC、金属複合SiC、再結晶SiC、Si3N4、及びSiC等を採用することができる。これらの中でも、Si含浸SiC、(Si+Al)含浸SiCが好ましい。その理由は、Siを含浸するSiCは、高い熱伝導率および耐熱性を有することに加え、多孔質体であっても気孔率が低く緻密に形成されているため、Siを含浸しないSiCに比して相対的に高い強度を実現できるからである。
ここで、熱交換ハニカム構造体20では、図5に示すように三角形のセル20dが、セル20dの貫通方向に垂直な面内で、決まった長さの周期で周期的に配列した構成が採用されている。後述するように、熱の伝達先である熱・音波変換部品1においても同様の構成が採用されており(後述の図11参照)、熱交換ハニカム構造体20におけるセル20dのこの周期は、熱・音波変換部品1におけるセル14の周期(後述の図11参照)の10以上の整数倍となっている。このように、熱交換ハニカム構造体20のセル20dの形状として、熱の伝達先である熱・音波変換部品1のセル14の形状と同一の形状を採用し、熱交換ハニカム構造体20のセル20dの周期として、熱・音波変換部品1のセル14の周期の整数倍のものを採用することで、熱交換ハニカム構造体20のセル20dの内部、および、熱・音波変換部品1のセル14の内部を満たしている作動流体の動きがスムーズになるよう工夫されている。なお、熱交換ハニカム構造体20のセルの周期が、熱・音波変換部品1のセルの周期よりも大きい理由は、熱・音波変換部品1のセル14は、上述した自励振動を起こすためにきわめて細い貫通孔であることが要求されるためである。熱交換ハニカム構造体20のセル20dには、そうした要請はなく、熱交換ハニカム構造体20は熱交換の役割を果たせば十分であるため、熱・音波変換部品1のセル14の周期に比べ、1桁(10倍)以上の大きさのものとなっている。
また、図3に示すように、熱交換ハニカム構造体20では、熱・音波変換部品1との接触面20sは、熱交換ハニカム構造体20が高温の加熱流体と直接に接触して熱を受ける受熱領域21cよりも、熱・音波変換部品1側(図の上方向)にずれた位置にあり、受熱領域21cと重ならないようになっている。仮に、接触面20sが受熱領域21cと重なってしまうと、接触面20sのうち、受熱領域21cに近い縁の周辺と、受熱領域21cから遠い中央付近とでは、温度差が大きく異なる状態が生じることがある。この場合、熱・音波変換部品1の、熱交換ハニカム構造体20側の端部(図3の下端部)が均一に加熱されないために、熱・音波変換部品1の各セルの自励振動が各セルに応じてムラが出るという問題が生じ得る。図3の熱交換ハニカム構造体20では、接触面20sが受熱領域21cと重ならないようになっていることで、こうした問題を回避している。
また、図5に示すように、熱交換ハニカム構造体20では、外周壁20bの一部が欠けてセル20dの貫通方向に沿って延びるスリット20cが形成されている。図5では、例として、熱交換ハニカム構造体20の外周面の4か所にスリット20cが形成された例が示されている。こうしたスリット20cが存在することで、高温の加熱流体が直接に外周壁20bに接触したときに、外周壁20bに生じる熱応力を緩和することができ、この結果、外周壁20bや隔壁20aの割れや剥離を抑えることができる。
また、図5に示すように、高温側環状管21には、スリット20cが延在する方向に沿って、各スリット20cによる空隙を塞ぎつつ延在する4つの耐熱性金属板21dが設けられている。これら4つの耐熱性金属板21dにより、4つのスリット20cから作動流体が高温側環状管21内に漏れ出すことが防がれる。ここで、熱交換ハニカム構造体20は、高温側環状管21の環状の中央部で、これら4つの耐熱性金属板21dに嵌め込まれることで支持される。また、4つの耐熱性金属板21dにおいて、図5の熱交換ハニカム構造体20の中心からみて外向き方向(動径方向)に突出した金属製あるいはSiC(炭化珪素)を主成分とするセラミックス製のフィン21e(図3も合わせて参照)が備えられている。
次に、図3に示す熱・音波変換部品1について詳しく説明する。
図11は、図3に示す熱・音波変換部品1のセル14の貫通方向に垂直な面内における熱・音波変換部品1の断面図である。
図11に示すように、熱・音波変換部品1は、それぞれが細い管状の貫通孔である複数のセル14が、隔壁11によって区画形成され、さらにそれら隔壁11の全体の外周を外周壁13で取り囲むことで形成されている。ここで、外周壁13の構成材料としては、隔壁11の構成材料と同じものを採用できる。
上述したように、自励振動により音波を発生させる上でセル14の水力直径HDが1つの重要な要素であり、熱・音波変換部品1のセル14の水力直径HDは0.4mm以下のきわめて小さい値となっている。このような水力直径HDがきわめて小さいセルが形成されていることで、熱・音波変換部品1では、十分な熱音響効果を得ることができる。逆に、水力直径HDが0.4mmより大きい場合、きわめて小さい熱音響効果しか得られず、たとえば、図1の電力発生システム1000や図2の冷熱発生システム2000で十分な量の電力や冷熱を得ることは難しくなる。
ここで、より大きな熱音響効果を発揮するには、上述の水力直径HDが小さいセルを、できるだけ数多く形成するのが有利である。言い換えれば、熱・音波変換部品1の端面における開口率が大きい方が有利である。熱・音波変換部品1は、各端面において60%以上の高い開口率を有しており、これにより大きな熱音響効果を発揮することができる。逆に60%未満の開口率では、熱音響効果に寄与するセルが少なすぎてあまり大きな熱音響効果は得られない。
ただし、開口率が高すぎると、熱・音波変換部品1の空洞部分が多すぎることとなり、熱・音波変換部品1全体の耐久性や強度が低下する。そこで、熱・音波変換部品1では開口率は93%以下に抑えられている。実際、開口率が93%を超えると、発生した音波による衝撃や熱・音波変換部品1の両端の温度差に起因する熱的な歪みやねじれ(熱応力)により生じる熱・音波変換部品1の損傷が無視できなくなる。
まとめると、熱・音波変換部品1では、熱・音波変換部品1の端面における開口率が60%以上93%以下となることで、十分な熱音響効果の発揮と十分な耐久性・強度との適度なバランスが実現している。なお、60%以上93%以下の開口率の中でも、80%以上93%以下の開口率が好ましい。
なお、上記開口率は、貫通方向に垂直な断面を顕微鏡で撮影し、このときの断面の撮影画像から、材料部分面積S1と空隙部分面積S2を求め、S1とS2を用いてS2/(S1+S2)として求められる。
また、熱・音波変換部品1では、セル14の貫通方向に沿った単位長さ当たりの熱容量は、この貫通方向に沿って図3の低温側熱交換器3側の端面(図3の熱・音波変換部品1の上側の端面)から離れるほど減少する傾向を示す。
ここで、上記の「単位長さ」は、熱・音波変換部品1の長さを評価する上で長さの基準単位となる長さを指しており、熱・音波変換部品1よりも短い長さである限り適宜選択することが可能である。たとえば、数cm〜数百cm程度の長さの熱・音波変換部品1に対しては、上記の「単位長さ」として10mm(1cm)を採用することができる。
また、上記の「減少する傾向」には、単調に減少する場合の他に、部分的には増減せずに一定となることもあるが全体的には減少する場合も含まれている。数学的に表現すれば、上記の「減少する傾向を示す」は、低温側熱交換器3側の端面(図3の熱・音波変換部品1の上側の端面)からの距離を変数とし、上記貫通方向に沿った単位長さ当たりの熱容量をこの変数によって値が決定される関数とすると、この関数の傾きの値(変数による微分値)が、常に、ゼロまたは負の値となり、正の値には常にならないことを意味する。
さらに、図3の熱・音波変換部品1では、低温側熱交換器3側の端面(図3の熱・音波変換部品1の上側の端面)を含む端部であってセル14の貫通方向に沿った熱・音波変換部品1の全長の10%の領域を占める端部の熱容量は、高温側熱交換器2側の端面(図3の熱・音波変換部品1の下側の端面)を含む端部であってセル14の貫通方向に沿った熱・音波変換部品1の全長の10%の領域を占める端部の熱容量の1.1倍以上となっている。以下では、前者の端部(低温側熱交換器3側の端面を含む端部)を第1端部と呼び、後者の端部(高温側熱交換器2側の端面を含む端部)を第2端部と呼ぶ。
ここで、単位長さ当たりの熱容量は、以下のようにして求められる。まず、測定したい単位長さの部位を切り出し、それを粉砕して粉末状にする。その粉末状のものをサンプルとして、そのサンプルについて断熱型熱量計を用いて投入熱と温度上昇の関係を調べる。これにより、そのサンプルの単位質量当たりの熱容量を求めることができる。そして、サンプルとして用いた粉砕前の測定対象の部位の質量を、その求めた単位質量当たりの熱容量に乗じることで、単位長さ当たりの熱容量を得ることができる。なお、その単位長さの方向に垂直な面におけるその部位の断面の面積で上記の単位長さ当たりの熱容量を除算すれば、この部位の単位体積当たりの熱容量を得ることもできる。
図12は、熱・音波変換部品1における第1端部および第2端部を説明するための概念図である。
図12に示すように、熱・音波変換部品1の上側の端部である第1端部16は、熱・音波変換部品1の全長Lの10%の領域、すなわち、熱・音波変換部品1の上側の端面(第1の端面16a)から(1/10)Lの長さの領域を占める端部である。一方、熱・音波変換部品1の下側の端部である第2端部17は、熱・音波変換部品1の全長Lの10%の領域、すなわち、熱・音波変換部品1の下側の端面(第2の端面16b)から(1/10)Lの長さの領域を占める端部である。第1端部16の熱容量は、第2端部17の熱容量より大きく、上述したように第2端部17の熱容量の1.1倍以上となっている。また、第1端部16と第2端部17の間においては、セル14の貫通方向に沿った単位長さ当たりの熱容量は、上述したように、この貫通方向に沿って図12の上側の端面(図3の低温側熱交換器3側の端面)から離れるほど減少する傾向を示す。以下、このようにセル14の貫通方向に沿って単位長さ当たりの熱容量に勾配を持たせる理由について説明する。
図1の説明において上述したように、熱音響効果の原因となる自励振動は、温度勾配を緩和する(弱める)ように熱を運ぶ作動流体の動きである。図12の熱・音波変換部品1でいえば、セル14内の作動流体は、第1端部16側と第2端部17側との間の温度勾配を緩和するように自励振動を起こす。たとえば、瞬間的に、第1端部16に対しある量の温熱が与えられ第2端部17に対しある量の冷熱が与えられた(つまり、ある量の熱が第2端部17から吸収された)場合、作動流体が自励振動を起こすことにより、上述の温熱と冷熱の供給によって生じた第1端部16側と第2端部17側との間の温度勾配は、時間の経過とともに徐々に緩和されていくことになる。
ここで、仮に、熱・音波変換部品1において、セル14の貫通方向に沿った単位長さ当たりの熱容量がこの貫通方向に沿って一様であるとすると、温度勾配が緩和されて、その単位長さ当たりの熱容量に応じた一定の温度に達する。一方、実際の熱・音波変換部品1のように、セル14の貫通方向に沿った単位長さ当たりの熱容量が、この貫通方向に沿って図12の上側の端面(図3の低温側熱交換器3側の端面)から離れるほど減少する構成では、もちろん最終的には全体で一定の温度に到達するものの、途中の段階では、単位長さ当たりの熱容量にばらつきがあることに起因して局所的に温度勾配の緩和の仕方が異なることとなり、全体的に温度勾配が残りやすい。言い換えれば、単位長さ当たりの熱容量にばらつきがある場合の方が、単位長さ当たりの熱容量が一様な場合に比べて、温度勾配の緩和に時間がかかることになる。すなわち、単位長さ当たりの熱容量にばらつきを持たせることで、温度勾配が維持されやすいことになる。特に、第1端部16の熱容量が第2端部17の熱容量の1.1倍以上となっていると、この温度勾配が維持される効果が十分に大きく、高い熱・音波変換機能の発揮が可能となる。この点については、後述の実施例によって検証する。
ここで、セル14の貫通方向に沿った単位長さ当たりの熱容量に変化を持たせるには、以下に説明する、セル14の貫通方向に沿った単位長さ当たりの熱容量が互いに異なる複数のハニカムセグメントを用いるのが簡便である。
これら複数のハニカムセグメントはいずれも、ハニカム構造(2つの端面の間を貫通する複数のセルが隔壁によって区画形成されている構造)を備えており一体的に形成されたものである。ここで、このハニカム構造では、各セルの水力直径HDが0.4mm以下であって、かつ、各端面の開口率が60%以上93%以下となっており、熱・音波変換機能を発揮することができる。また、複数のハニカムセグメントのうち、セル14の貫通方向に沿った単位長さ当たりの熱容量が最も大きいハニカムセグメント(以下、第1のハニカムセグメントと呼ぶ)のその単位長さ当たりの熱容量は、セル14の貫通方向に沿った単位長さ当たりの熱容量が最も小さいハニカムセグメント(以下、第2のハニカムセグメントと呼ぶ)のその単位長さ当たりの熱容量の1.1倍以上である。ここで、第1のハニカムセグメントおよび第2のハニカムセグメントはいずれも、全長(各ハニカムセグメントの各セルの貫通方向に沿った長さ)が、上記の複数のハニカムセグメントの全長の総和の1/10倍以上となっている。第1のハニカムセグメントおよび第2のハニカムセグメントの長さについてこのような条件が課される点を除き、複数のハニカムセグメントそれぞれの長さは特に限定されず、互いに同じであってもよいし、互いに異なっていてもよい。あるいは、複数のハニカムセグメントのうちの一群のハニカムセグメントの長さは同一であって、残りのハニカムセグメントの長さが互いに異なるものであってもよい。
これら複数のハニカムセグメントが、各ハニカムセグメントの一端面が前記複数のハニカムセグメントのうちの別のハニカムセグメントの一端面に対向した状態で、セル14の貫通方向に沿った単位長さ当たりの熱容量の大きい順に直列的に配置されることで、上述の熱・音波変換部品1の一例が実現する。この例では、第1のハニカムセグメントは、熱・音波変換部品1の上述の第1端部16(図12参照)を含むものであり、第2のハニカムセグメントは、熱・音波変換部品1の上述の第2端部17(図12参照)を含むものである。
ここで、複数のハニカムセグメントが直列的に配置される際には、互いに隣接する2つのハニカムセグメントの間で、互いに対向する端面における各セルの開口同士が重なり合って1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成されるように、複数のハニカムセグメントが配置されることが好ましい。このとき、上述のように各セルの開口同士が重なり合った状態を維持しつつ、互いに隣接する2つのハニカムセグメントの互いに対向する端面同士を接合材で接着する形態が採用されてもよい。なお、この場合、接合材によって形成された、隣接ハニカムセグメント間の接合層は、厳密に言えば、熱・音波変換部品1の上述の「単位長さ当たりの熱容量」に寄与するが、通常、接合層は薄いため、その寄与は十分に小さい。このため、間に接合層を介して、単位長さ当たりの熱容量の大きい順に並んだ複数のハニカムセグメントの直列的な配置により、上述した、単位長さ当たりの熱容量が一方の端面(図3の低温側熱交換器3側の端面)から離れるほど減少する傾向を示すという熱・音波変換部品1の特徴は十分に実現可能である。ただし、この場合の「単位長さ」は、接合層の厚さよりも十分に大きい長さである。たとえば、10mm(1cm)の単位長さであれば、こうした条件を十分に満たすことができる。
また、接合材で端面同士を接着するのに代えて、各セルの開口同士が重なり合った密着状態で配置された複数のハニカムセグメント全体を、この密着状態のまま、筒状の収容部材の内部に嵌め込むことで、収容部材の内部において各ハニカムセグメントを位置決めして固定する形態が採用されてもよい。
さらには、このように密着状態で位置決めして固定する代わりに、音波の伝達に支障が生じない程度の微小な間隙を置いて複数のハニカムセグメントが、単位長さ当たりの熱容量の大きい順に筒状の収容部材の内部に嵌め込まれて位置決めおよび固定されるものであってもよい。
以下では、3つのハニカムセグメントで構成された熱・音波変換部品1を例にとってさらに具体的に説明する。
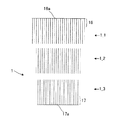
図13は、円相当直径が同一で単位体積当たりの熱容量が互いに異なる3つのハニカムセグメントからなる熱・音波変換部品1の構成を表す模式図である。
なお、図13では、熱・音波変換部品1が3つのハニカムセグメントで構成されていることを明確にするために、ハニカムセグメント間に、ある程度の距離を設けて熱・音波変換部品1の構成が模式的に図示されているが、実際には、隣接するハニカムセグメントは、上述したように、接合材で接合されているか、または、筒状の収容部材の内部に、密着状態あるいは微小な間隙を置いて嵌め込まれて位置決めされた構成が実現している。このような構成では、互いに対向する端面における各セルの開口同士が、互いに重なり合うか、少なくとも互いに対向することで、実質的に1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成された状態になっている。このため、発生した音波は、この1つの貫通孔(1つのセル)をスムーズに伝達されることとなる。
ハニカムセグメントの「円相当直径」とは、ハニカムセグメントの各セルの貫通方向に垂直な面におけるハニカムセグメントの断面積をπD2/4と表現したときのDとして定義されるものである。端的に言えば、ハニカムセグメントの「円相当直径」は、ハニカムセグメントの太さを表している。図13の熱・音波変換部品1は、3つのハニカムセグメント1_1,1_2,1_3で構成されており、これら3つのハニカムセグメント1_1,1_2,1_3は、円相当直径は同一であり、単位体積当たりの熱容量が互いに異なっている。
このように、単位体積当たりの熱容量が互いに異なるようにする1つの手法としては、たとえば、組成分の種類が互いに異なる構成材料で隔壁や外周壁(あるいはこれらのいずれか一方のみ)を構成することが考えられる。たとえば、3つのハニカムセグメント1_1,1_2,1_3のうち、1つのハニカムセグメントについてはコージェライト材料で隔壁や外周壁を構成し、別のハニカムセグメントについてはアルミナを含む非コージェライト材料で隔壁や外周壁を構成し、残りのハニカムセグメントについてはアルミナを含まない非コージェライト材料で隔壁や外周壁を構成するといった場合である。このように組成分の種類が互いに異なる構成材料を用いる場合には、円相当直径を含め形状や大きさは同一であり各端面における開口率や各セルの水力直径も同一であるが、単位体積当たりの熱容量が互いに異なる状態を実現することができる。
単位体積当たりの熱容量が互いに異なるようにする別の手法としては、組成分の種類自体は同一であるが、組成分あるいは構成材料自体の形態が互いに異なる構成材料で3つのハニカムセグメント1_1,1_2,1_3の隔壁や外周壁(あるいはこれらのいずれか一方のみ)を構成することが考えられる。たとえば、組成分粒子の平均粒径が互いに異なる構成材料を用いる場合や、気孔率が互いに異なる構成材料を用いる場合である。このように組成分あるいは構成材料自体の形態が互いに異なる構成材料を用いる場合にも、円相当直径を含め形状や大きさは同一であり各端面における開口率や各セルの水力直径も同一であるが、単位体積当たりの熱容量が互いに異なる状態を実現することができる。
単位体積当たりの熱容量が互いに異なるようにするためのさらに別の手法としては、円相当直径を変えることなく、隔壁や外周壁が互いに異なるように、3つのハニカムセグメント1_1,1_2,1_3を作製することが考えられる。ただし、この場合には、各ハニカムセグメントにおいて、セルの水力直径HDが0.4mm以下であり、各端面における開口率が60%以上93%以下であるという上述の要件を満たすともに、互いに対向する端面におけるセルの少なくとも一部については開口同士が、互いに重なり合うか、少なくとも互いに対向することで、実質的に1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成されているという要件も満たすように構成することが必要となる。
以上では、単位体積当たりの熱容量が互いに異なるようにするいくつかの手法を説明したが、当然ながら、これらを組み合わせることによっても、円相当直径は同一であるが単位体積当たりの熱容量が互いに異なる状態を実現することができる。
ここで、図13の3つのハニカムセグメント1_1,1_2,1_3のうち、一番上のハニカムセグメント1_1の単位体積当たりの熱容量が最も大きく、一番下のハニカムセグメント1_3の単位体積当たりの熱容量が最も小さい。図13の3つのハニカムセグメント1_1,1_2,1_3では円相当直径が同一であることから、各セルの貫通方向に沿った単位長さ当たりの熱容量についても、一番上のハニカムセグメント1_1が最も大きく、一番下のハニカムセグメント1_3が最も小さい。ここで、図13の一番上のハニカムセグメント1_1が、第1端部16を含む第1のハニカムセグメントであり、図13の一番下のハニカムセグメント1_3が、第2端部17を含む第2のハニカムセグメントである。また、図13の一番上のハニカムセグメント1_1の、各セルの貫通方向に沿った単位長さ当たりの熱容量は、図13の一番下のハニカムセグメント1_3の、各セルの貫通方向に沿った単位長さ当たりの熱容量の1.1倍以上となっている。この構成では、当然ながら、第1端部16の熱容量も、第2端部17の熱容量の1.1倍以上となっている。
図14は、単位体積当たりの熱容量が同一で円相当直径が互いに異なる3つのハニカムセグメントからなる熱・音波変換部品1の構成を表す模式図である。
図14でも、熱・音波変換部品1が3つのハニカムセグメントで構成されていることを明確にするために、ハニカムセグメント間に、ある程度の距離を設けて熱・音波変換部品1の構成が模式的に図示されているが、実際には、隣接するハニカムセグメントは、上述したように、接合材で接合されているか、または、筒状の収容部材の内部に、密着状態あるいは微小な間隙を置いて嵌め込まれて位置決めされた構成が実現している。このような構成では、互いに対向する端面における少なくとも一部のセルについては各セルの開口同士が、互いに重なり合うか、少なくとも互いに対向することで、実質的に1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成された状態になっている。このため、発生した音波は、この1つの貫通孔(1つのセル)をスムーズに伝達されることとなる。
図14の熱・音波変換部品1は、図14に示すように、円相当直径が互いに異なる3つのハニカムセグメント1_1,1_2,1_3で構成されている。これら3つのハニカムセグメント1_1,1_2,1_3は、同一の構成材料で構成されており、単位体積当たりの熱容量も同一である。なお、各ハニカムセグメントの全長や各端面における開口率やセルの水力直径についてもこれら3つのハニカムセグメント1_1,1_2,1_3の間では同一である。ここで、図14の3つのハニカムセグメント1_1,1_2,1_3のうち、一番上のハニカムセグメント1_1の体積が最も大きく、一番下のハニカムセグメント1_3の体積が最も小さい。図14の3つのハニカムセグメント1_1,1_2,1_3では、単位体積当たりの熱容量が同一であることから、各セルの貫通方向に沿った単位長さ当たりの熱容量についても、一番上のハニカムセグメント1_1が最も大きく、一番下のハニカムセグメント1_3が最も小さいことになる。ここで、図14の一番上のハニカムセグメント1_1が、第1端部16を含む第1のハニカムセグメントであり、図14の一番下のハニカムセグメント1_3が、第2端部17を含む第2のハニカムセグメントである。また、図14の一番上のハニカムセグメント1_1の、各セルの貫通方向に沿った単位長さ当たりの熱容量は、図14の一番下のハニカムセグメント1_3の、各セルの貫通方向に沿った単位長さ当たりの熱容量の1.1倍以上となっている。上述したように、単位体積当たりの熱容量は同一であるため、図14の一番上のハニカムセグメント1_1の、各セルの貫通方向に垂直な断面の面積は、図14の一番下のハニカムセグメント1_3の、各セルの貫通方向に垂直な断面の面積の1.1倍以上である。この構成では、当然ながら、第1端部16の熱容量も、第2端部17の熱容量の1.1倍以上となっている。なお、各ハニカムセグメントの断面の面積を円相当直径に換算して考えれば、図14の一番上のハニカムセグメント1_1の円相当直径は、図14の一番下のハニカムセグメント1_3の円相当直径の(1.1)1/2≒1.05倍以上となっている。
以上の図13や図14のような、各セルの貫通方向に沿った単位長さ当たりの熱容量が互いに異なる複数のハニカムセグメントを用いることで、各セルの貫通方向に沿った単位長さ当たりの熱容量がこの方向に沿って変化する熱・音波変換部品1を容易に実現することができる。
以下、熱・音波変換部品1の他の特徴について説明する。
熱・音波変換部品1では、セル14の貫通方向に垂直な前記セルの断面形状は、角部が弯曲した多角形の形状であり、その形状の角部における曲率半径が0.02mm以上0.1mm以下であることが好ましい。図11では、セル14の形状の例としては、角部が弯曲した三角形の形状が図の右上の拡大図に示されており、この角部の曲率半径は0.02mm以上0.1mm以下となっている。曲率半径が0.02mm以上であることでその緩やかに弯曲した形状により、セル14を押しつぶすように働く衝撃に対し十分に対抗できる。これは、トンネル等の穴の形状としては、丸みを帯びた形状の方が角ばった形状よりも、周囲からの外力に対抗しやすいのと同様の理由に基づくものである。ただし、弯曲部分が大きすぎると、今度は、各セルの角部付近で隔壁11が分厚くなり、その分、熱音響効果に寄与するセル14の貫通孔が減ることになる。そこで、曲率半径が0.1mm以下となっていることで、同時に高い熱音響効果も維持されている。
なお、セル14の角部における曲率半径については、セル14の貫通方向に垂直な断面の拡大写真をとり、そのセル14の断面形状に基づき測定することができる。
セル14の貫通方向に垂直な面内でのセル14の形状としては、三角形、四角形、五角形、六角形等の様々な多角形、および、楕円形(真円の形状含む)を採用できるが、三角形、四角形、六角形、およびこれらの組み合わせが好ましく、図11の熱・音波変換部品1の右上のセル14の拡大図のように、三角形のセル14が特に好ましい。三角形のセル14が特に好ましいのは、様々な多角形および楕円形のセル形状のうち、三角形のセル形状が、隔壁の厚さをできるだけ薄くして数多くのセルを配列させるのに最も適しているからである。ここで、自動車の排気ガスから微粒子を取り除く排気浄化触媒担持用のハニカム構造体では、セルの角部が鋭角であると、微粒子が角部に堆積しやすいといった問題があるため、三角形のセル形状は、(原理的には採用可能であっても)実際上、採用されないことが多い。しかし、熱音響効果を発揮するハニカム構造体としては、自励振動を起こす作動流体(希ガス等の気体)に関して、このような問題は存在しないため、数多くのセルを配列させるのに最も適した三角形(ただし角部が弯曲した三角形)のセル形状を積極的に活用できる。
また、熱・音波変換部品1では、その両端面の間の長さをLとしたときにこの長さLに対する上述の水力直径HDの比HD/Lが0.005以上0.02未満となっている。仮に、HD/Lが0.005未満であると、水力直径HDに比して熱・音波変換部品1が長すぎて、熱・音波変換部品1の各セル内の作動流体が熱・音波変換部品両端の温度差の影響を受けにくくなる。この場合、各セル内の作動流体と隔壁11との間における熱の授受が不十分で十分な熱音響効果が得られない。一方、仮に、HD/Lが0.02以上であると、今度は、水力直径HDに比して熱・音波変換部品1が短すぎて、各セル内の作動流体と隔壁11との間で熱の授受が不十分なまま熱・音波変換部品1において高温側熱交換器2側から低温側熱交換器3側に隔壁11を熱が伝導していくことになる。この結果、やはり十分な熱音響効果が得られない。そこで、熱・音波変換部品1では、比HD/Lが0.005以上0.02未満となるよう工夫されており、このため、各セル内の作動流体と隔壁11との間における熱の授受が十分に行われる。この結果、熱・音波変換部品1では、十分な熱音響効果を得ることができる。
また、熱・音波変換部品1では、熱・音波変換部品1の構成材料、特に、隔壁11の構成材料の20〜800℃における熱膨張率が6ppm/K以下であることが好ましい。ここで、熱膨張率の測定方法としては、たとえば、各セルの貫通方向に沿った10mm以上の長さを有する試験片であって、この貫通方向、および、この貫通方向に直交する方向を含む断面の面積が4mm2以上100mm2以下である試験片を熱・音波変換部品1から切り出し、この貫通方向の熱膨張率を、石英を標準比較サンプルとする示差式の熱膨張計により測定する方法を採用することができる。
隔壁11の構成材料の、20〜800℃における熱膨張率が6ppm/K以下となることで、両端部に温度差が生じたときの熱・音波変換部品1の損傷が抑えられる。なお、6ppm/K以下の熱膨張率の中でも、4ppm/K以下の熱膨張率であることがさらに好ましい。
また、熱・音波変換部品1の長さLは、5mm以上60mm以下であることが好ましい。
熱・音波変換部品1の長さLが上記の数値範囲に属することで、十分な熱音響効果が発揮される。
以下、図13や図14で説明したような、各セルの貫通方向に沿った単位長さ当たりの熱容量が互いに異なる複数のハニカムセグメントで構成された熱・音波変換部品1の製造方法について説明する。以下では、各ハニカムセグメントがセラミックス材料で構成されている場合を例にとって説明する。まず、1つのハニカムセグメントの製造について説明する。
セラミック原料にバインダ、界面活性剤、造孔材、水等を添加して成形原料とする。セラミック原料としては、コージェライト化原料、炭化珪素−コージェライト系複合材料、アルミニウムチタネート、炭化珪素、珪素−炭化珪素系複合材料、アルミナ、ムライト、スピネル、リチウムアルミニウムシリケート、および、鉄−クロム−アルミニウム系合金のうちの1つ、あるいは、2つ以上の組み合わせであることが好ましい。これらの中でも、コージェライト化原料が好ましい。なお、コージェライト化原料とは、シリカが42〜56質量%、アルミナが30〜45質量%、マグネシアが12〜16質量%の範囲に入る化学組成となるように配合されたセラミック原料であって、焼成されてコージェライトになるものである。なお、セラミック原料の含有量は、成形原料全体に対して40〜90質量%であることが好ましい。
バインダとしては、メチルセルロース、ヒドロキシプロポキシルセルロース、ヒドロキシエチルセルロース、カルボキシメチルセルロース、ポリビニルアルコール等を挙げることができる。これらの中でも、メチルセルロースとヒドロキシプロポキシルセルロースとを併用することが好ましい。バインダの含有量は、成形原料全体に対して2〜20質量%であることが好ましい。
水の含有量は、成形原料全体に対して7〜45質量%であることが好ましい。
界面活性剤としては、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を用いることができる。これらは、単独で使用してもよいし、2つ以上を組み合わせて使用してもよい。界面活性剤の含有量は、成形原料全体に対して5質量%以下であることが好ましい。
造孔材としては、澱粉、発泡樹脂、吸水性樹脂およびシリカゲル等を採用することができる。
次に、成形原料を混練して坏土を形成する。成形原料を混練して坏土を形成する方法としては特に制限はなく、例えば、ニーダー、真空土練機等を用いる方法を挙げることができる。
次に、坏土を押出成形することで、複数のセルを区画形成する隔壁を備えたハニカム成形体を形成する。押出成形に際しては、上述した、各セルの水力直径、開口率、ハニカムセグメントの形状、セル形状、各セルの周期、に対応した形状の口金を用いることが好ましい。口金の材質としては、摩耗し難い超硬合金が好ましい。なお、ハニカム成形体における各セルの水力直径、開口率、等の値については、後述の乾燥処理および焼成の処理で生じる収縮をも考慮して決定することが好ましい。
ここで、大きな熱音響効果を発揮するための、上述したような、各セルの水力直径がきわめて小さく開口率が高い(セル密度が高い)ハニカムセグメントを作製する際には、以下の2つの問題により、こうした制約がない従来の排気浄化触媒担持用のハニカム構造体で用いられている押出成形法をそのまま単純に流用する(口金を、高密度の細孔形成用の口金に取り換えただけで同様の製造方法をそのまま実行する)ことはできない。
第1の問題は、押出成形の際に、高温で押し出された坏土が成形用口金の孔内に密着して目詰まりが起こりやすいことである。なお、この問題については、たとえば、特許文献3の段落[0021]でも言及されている。
第2の問題は、上述のハニカムセグメントのような各セルの水力直径がきわめて小さく開口率が高い(セル密度が高い)ハニカム構造体に対応する口金には、必然的にきわめて細い微細部分(典型的には0.3mm程度の太さの部分)が存在することとなり、この微細部分が、坏土押出しの際の粘性摩擦により損傷(たとえば引きちぎれる等)を受けやすいことである。
そこで、上述のハニカムセグメントの製造方法においては、これら2つの問題を解消するために、以下の工夫が凝らされている。
第1の問題に関しては、各セルの水力直径が0.4mm以下であって開口率が60%以上93%以下の、水力直径がきわめて小さく開口率が高い(セル密度が高い)上述のハニカムセグメントに対応した口金(以下、正規口金と呼ぶ)による押出成形の実行前に、リブの厚さが0.04mm以上0.09mm以下というリブの厚さがきわめて小さい口金(以下、ダミー口金と呼ぶ)での坏土の押出処理が行われる。なお、ここでいう「リブの厚さ」とは、成形体ハニカムの隔壁厚さのことで、口金におけるスリット幅を指しており、各スリットは、坏土の排出孔であって作製対象のハニカム構造体の各隔壁部分の形状を決定するものである。以下、「リブの厚さ」を、スリット幅を意味するものとして用いる。このダミー口金を用いた押出処理により、目詰まりの原因となりやすい坏土成分をあらかじめ取り除くことができる。この押出処理後の坏土を用いて正規口金による押出成形を実行することにより、上記の目詰まりの発生を抑えることが可能となる。
第2の問題に関しては、押出成形によるハニカムセグメントの成形体の保形性を維持できる(つまり、成形体の形が崩れない)範囲内で、押出成形に用いる坏土の粘性を、従来の排気浄化触媒担持用のハニカム構造体の製造で用いられる坏土の粘性に比べ大幅に低減して粘性摩擦を小さくすることで対処している。ここで、このように保形性維持の条件を満たしつつ坏土の粘性を低減するにあたっては、坏土中の水の比率を、従来の排気浄化触媒担持用のハニカム構造体の製造時に比べ、より厳格に制御する(すなわち、水の比率の制御目標値と実際の水の比率の値との間の誤差をきわめて狭い範囲内に抑える)ことも必要となる。より具体的には、従来の排気浄化触媒担持用のハニカム構造体の製造で用いられる坏土中の水の比率が、坏土固形成分100質量部に対し25〜35質量部であるのに対し、上述のハニカムセグメントの製造で用いられる坏土中の水の比率は、坏土固形成分100質量部に対し40〜42質量部となっている。なお、坏土中の水の比率を増加した場合には、坏土の粘性が低減して上述のハニカムセグメントの成形体の形状に適度なばらつきが生じるようになり、音波の自励振動が起こりやすくなるという効果も生じる。
以下、押出成形によって得られたハニカム成形体のその後の処理について説明を続ける。
得られたハニカム成形体について、焼成前に乾燥を行う。乾燥の方法は特に限定されず、例えば、マイクロ波加熱乾燥および高周波誘電加熱乾燥等の電磁波加熱方式と、熱風乾燥および過熱水蒸気乾燥等の外部加熱方式とを挙げることができる。また、電磁波加熱方式で一定量の水分を乾燥させた後、残りの水分を外部加熱方式により乾燥させることも可能である。この場合、電磁波加熱方式にて、乾燥前の水分量に対して、30〜90質量%の水分を除いた後、外部加熱方式にて、3質量%以下の水分にすることが好ましい。電磁波加熱方式としては誘電加熱乾燥が好ましく、外部加熱方式としては熱風乾燥が好ましい。
各セルの貫通方向に沿ったハニカム成形体の長さが所望の長さではない場合は、両端面(両端部)を切断して所望の長さとすることが好ましい。切断方法は特に限定されないが、丸鋸切断機等を用いる方法を挙げることができる。
次に、このハニカム成形体を焼成する。ここで、焼成の前には、バインダ等を除去するため、仮焼成を行うことが好ましい。また、仮焼成は大気雰囲気において、400〜500℃で0.5〜20時間行うことが好ましい。仮焼成及び焼成の方法は特に限定されず、電気炉およびガス炉等を用いて焼成することができる。焼成条件は、たとえば、珪素−炭化珪素系複合材料を用いた場合には、窒素およびアルゴン等の不活性雰囲気において、1300〜1500℃で、1〜20時間加熱することが好ましい。一方、酸化物系材料を用いた場合には、酸素雰囲気において、1300〜1500℃で1〜20時間加熱することが好ましい。
最後に、所望のハニカムセグメントの断面形状(たとえば、図11のような円形)を実現するのに必要であれば、焼成後のハニカム成形体の外周部分を、適宜、切削加工して形状を整える。さらに、切削加工後のハニカム成形体の外周面に外周コート材を塗布して乾燥させ外周壁13を形成する。ここで、外周コート材としては、無機粒子とコロイド状酸化物を含む原料に、有機バインダ、発泡樹脂、分散剤等の添加材を加えたものに水を加えて混練したスラリー等を挙げることができる。ここで、無機粒子としては、たとえば、コージェライト、アルミナ、アルミニウムチタネート、炭化珪素、窒化珪素、ムライト、ジルコニア、燐酸ジルコニウム、および、チタニア、のうちの1つ、あるいは、2つ以上の組み合わせからなるセラミックス材料の粒子や、Fe−Cr−Al系金属、ニッケル系金属、珪素(金属珪素)−炭化珪素系複合材料の粒子を挙げることができる。一方、コロイド状酸化物としては、シリカゾル、アルミナゾル等が挙げられる。また、外周コート材を塗布する方法は特に限定されず、切削加工後のハニカム成形体をろくろ上で回転させながらゴムベラ等でコーティングする方法等を挙げることができる。
以上の工程を経て、1つのハニカムセグメントが作製される。
上記の1つのハニカムセグメントの製造方法で用いられていた成形原料とはセラミック原料の組成分の種類が異なる点を除き同じ成形原料を用いて、上述の製造方法と同様の製造方法により、別のハニカムセグメントを作製する。または、上記の1つのハニカムセグメントの製造方法で用いられていた成形原料とは、セラミック原料中の組成分の粒子径、あるいは、造孔材の量が異なる点を除き同じ成形原料を用いて、上述の製造方法と同様の製造方法により、別のハニカムセグメントを作製する。または、上記の1つのハニカムセグメントの製造方法で用いられていたハニカムセグメント用の口金とは円相当直径が異なるハニカムセグメント用の口金を用いて、上述の製造方法と同様の製造方法により、別のハニカムセグメントを作製する。
このように、セラミック原料や口金を変更しながら同様の製造方法でハニカムセグメントの作製を繰り返し、最終的に、各セルの貫通方向に沿った単位長さ当たりの熱容量が互いに異なる複数のハニカムセグメントが作製される。このとき、各セルの貫通方向に沿った単位長さ当たりの熱容量が最も大きいハニカムセグメント(第1のハニカムセグメント)、および、各セルの貫通方向に沿った単位長さ当たりの熱容量が最も小さいハニカムセグメント(第2のハニカムセグメント)が、複数のハニカムセグメントの全長の総和の1/10倍以上となるとともに、第1のハニカムセグメントの各セルの貫通方向に沿った単位長さ当たりの熱容量が、第2のハニカムセグメントの各セルの貫通方向に沿った単位長さ当たりの熱容量の1.1倍以上となるように、セラミック原料の内容やハニカムセグメントの円相当直径を適宜調整する。
これら複数のハニカムセグメントを、各ハニカムセグメントの一端面が別のハニカムセグメントの一端面に対向した状態で、各セルの貫通方向に沿った単位長さ当たりの熱容量の大きい順に直列的に配置する。このとき、互いに隣接する2つのハニカムセグメントの間で、互いに対向する端面における各セルの開口同士が重なり合って1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成されるように、複数のハニカムセグメントを直列的に配置する。なお、このように直列的に配置された状態を維持するため、必要に応じて、互いに対向するハニカムセグメントの端面間を接合材で接着する。接合材としては、たとえば、上述の外周コート材の材料として挙げたものを採用することができる。あるいは、接合材で接着する代わりに、各セルの開口同士が重なり合った密着状態で配置された複数のハニカムセグメントを、この密着状態のまま、筒状の収容部材の内部に嵌め込むことで、収容部材の内部において各ハニカムセグメントを位置決めして固定する方式を採用してもよい。さらには、このように密着状態で位置決めして固定する代わりに、音波の伝達に支障が生じない程度の微小な間隙を置いて複数のハニカムセグメントが、単位長さ当たりの熱容量の大きい順に筒状の収容部材の内部に嵌め込まれて位置決めおよび固定される方式を採用してもよい。
以上の工程を経て最終的に、熱・音波変換部品1が完成する。
次に、図3の高温側熱交換器2の製造方法について説明する。
図3の高温側熱交換器2における熱交換ハニカム構造体20については、上記の図11の一体型の熱・音波変換部品1の製造方法において、セラミック原料としてSiC粉末に炭素粉末(黒鉛粉末等)を加えたものを用い、押出成形の際の口金として相対的にセルの水力直径HDの大きいハニカム成形体の作製に適した口金を用いることを別にすれば、上記の図11の熱・音波変換部品1の製造方法と同様の製造方法で作製することができる。
この熱交換ハニカム構造体20の作製においては、たとえば、Si含浸SiC複合材料を主成分とする熱交換ハニカム構造体20を製造する場合には、SiC粉末および炭素粉末を混合・混練して調整された坏土を成形してハニカム成形体を作製した後、乾燥処理および焼結処理を行った後に、溶融した珪素(Si)をこのハニカム成形体に含浸させる処理を行うことが好ましい。この処理を行うことで、焼結処理後に、SiC粒子の表面を金属Si(金属珪素)の凝固物が取り囲むとともに、金属Siを介してSiC粒子同士が接合した構造が形成される。この構造により、気孔率が小さく緻密な構造であって高い熱耐久性および熱伝導性が実現する。
なお、溶融した珪素(Si)だけでなく、Al、Ni、Cu、Ag、Be、Mg、Ti等といったその他の金属に含浸させてもよい。この場合、焼結処理後に、SiC粒子の表面を金属Si(金属珪素)、および含浸に用いたその他の金属の凝固物が取り囲むとともに、金属Si、および含浸に用いたその他の金属を介してSiC粒子同士が結合した構造が形成される。この構造によっても、気孔率が小さく緻密な構造であって高い熱耐久性および熱伝導性が実現する。
なお、熱交換ハニカム構造体20の外周コート材においても、上記と同様の理由で、外周コート材の材料(熱・音波変換部品1の接合材の材料)となる無機粒子の候補として上述した材料の粒子のうち、珪素(金属珪素)−炭化珪素系複合材料の粒子を用いることが好ましい。
また、外周コート材の塗布により形成された外周壁に対して、セルの貫通方向に沿ってスリットを形成するスリット形成処理を行うことが好ましい。なお、スリット形成処理を行う場合には、以下に説明する高温側環状管21の作製において、耐熱性金属板21dやフィン21eを形成する。
図3の高温側熱交換器2における高温側環状管21については、耐熱性の高い材料を環状に成形する(ただし、熱交換ハニカム構造体20との結合時に熱交換ハニカム構造体20の外周壁の一部が高温側環状管内で露出するような、中央側の壁面の一部が欠落した環状に成形する)ことで作製できる。耐熱性の高い材料については特に限定されないが、具体的には、たとえば、高耐熱性ステンレスや銅等の金属、さらには、セラミックス材料(たとえば、図11の熱・音波変換部品1や熱交換ハニカム構造体20の材料として挙げたもの)を採用できる。
図3の高温側熱交換器2は、基本的には、高温側環状管21の環状における、穴となっている中央部に熱交換ハニカム構造体20を組み込むことによって完成する。
次に、図3の低温側熱交換器3の製造方法について説明する。従来から知られている熱交換器を低温側熱交換器3として用いる場合には、従来から知られている熱交換器の製造方法を流用することができる。また、上述の高温側熱交換器2と同じ構成のものを低温側熱交換器3として用いる場合には、上述の高温側熱交換器2の製造方法と同じ製造方法を用いることができる。
図3の熱・音波変換ユニット100を構成するその他の部材、たとえば、金属部材32やハウジング100aや干渉材1aについては、従来から知られているものを採用でき、その製造方法についても従来から知られているものを流用することができる。
以下、本発明を実施例によって更に具体的に説明するが、本発明はこれらの実施例によって何ら限定されるものではない。
(実施例1)
実施例1の熱・音波変換部品は、各セルの貫通方向に沿った単位長さ当たりの熱容量が異なる2つのハニカムセグメントで構成された熱・音波変換部品である。以下では、まず、1つのハニカムセグメントの作製について説明する。セラミック原料としてコージェライト化原料を用い、コージェライト化原料100質量部に対して、造孔材を1質量部、分散媒を35質量部、有機バインダを6質量部、分散剤を0.5質量部、それぞれ添加し、混合、混練して坏土を調製した。コージェライト化原料としては、平均粒子径が3μmのタルクを38.9質量部、平均粒子径が1μmのカオリンを40.7質量部、平均粒子径が0.3μmのアルミナを5.9質量部、及び平均粒子径が0.5μmのベーマイトを11.5質量部、用いた。ここで、平均粒子径とは、各原料の粒子の分布におけるメジアン径(d50)のことである。
分散媒としては、水を用いた。有機バインダとしては、ヒドロキシプロピルメチルセルロースを用いた。分散剤としては、エチレングリコールを用いた。
次に、得られた坏土を、口金を用いて押出成形し、セル形状が三角形で、全体形状が円形のハニカム成形体を作製した。なお、このときの押出成形においては、上述したように、実施例1の熱・音波変換部品に対応した正規口金による押出成形の実行前に、リブの厚さが0.07mm程度のダミー口金での坏土の押出処理が行われた。そして、このダミー口金を用いた押出処理後の坏土を用いて正規口金による押出成形が実行された。さらに、このとき、正規口金による押出成形に用いる坏土における水の比率が、坏土固形成分100質量部に対し41質量部(誤差は±1質量部の範囲内)となるように坏土成分を厳格に制御した。
そして、このハニカム成形体をマイクロ波乾燥機で乾燥し、更に熱風乾燥機で完全に乾燥させた後、ハニカム成形体の両端面を切断し、セルの貫通方向に沿ったハニカム成形体の長さを調整した。そのハニカム成形体を熱風乾燥機で乾燥し、更に、1445℃で、5時間、焼成した。
最後に、焼成後のハニカム成形体の外周部分を、適宜切削加工して円形状に整えた。さらに、切削加工後のハニカム成形体の外周面に外周コート材を塗布して乾燥させ外周壁13を形成した。ここで、外周コート材としては、コージェライトの粒子とシリカゾルを含む原料に、有機バインダ、発泡樹脂、分散剤を加えたものに水を加えて混練したスラリーを用いた。また、外周コート材を塗布する方法としては、切削加工後のハニカム成形体をろくろ上で回転させながらゴムベラ等でコーティングする方法を用いた。
以上の工程を経て、1つのハニカムセグメントが完成した。
上記の1つのハニカムセグメントのコージェライト化原料とは一部原料の粒子径が異なるコージェライト化原料を用いた以外は同様の方法で、各セルの貫通方向に沿った単位長さ当たりの熱容量が相対的に小さい別のハニカムセグメントを作製した。先の熱容量が相対的に大きい方のハニカムセグメントが第1のハニカムセグメントであり、熱容量が相対的に小さい上述の別のハニカムセグメントが第2のハニカムセグメントである。2つのハニカムセグメントは、構成材料が異なるため単位体積当たりの熱容量が異なる以外は、円相当直径を含め形状や大きさは同一であり、各端面における開口率やセルの水力直径も同一である。このため、第1のハニカムセグメントおよび第2のハニカムセグメントそれぞれの全長は、同一の長さであるため、当然ながら、2つのハニカムセグメントの全長の総和の1/10倍以上となっている。
これら2つのハニカムセグメントを、一方のハニカムセグメントの一端面が他方のハニカムセグメントの一端面に対向した状態で、直列的に配置した。このとき、互いに対向する端面における各セルの開口同士が重なり合って1つの貫通孔(言い換えれば、2つのセルがつながることで形成された1つのセル)が形成されるように、2つのハニカムセグメントを直列的に配置した。このように直列的に配置された状態を維持するため、互いに対向するハニカムセグメントの端面間を接合材で接着した。接合材としては、たとえば、上述の外周コート材の材料と同じものを採用した。
このようにして、最終的に実施例1の熱・音波変換部品が完成した。
完成した実施例1の熱・音波変換部品について、セルの貫通方向に垂直な面(垂直面)内におけるセルの水力直径HD、熱・音波変換部品の各端面における開口率、第1端部および第2端部の熱容量、第1のハニカムセグメントおよび第2のハニカムセグメントの単位体積当たりの熱容量、第1のハニカムセグメントおよび第2のハニカムセグメントの円相当直径をそれぞれ測定した。ここで、第1端部は、第1のハニカムセグメントに含まれる熱・音波変換部品の端部であって、その長さは熱・音波変換部品の全長の(1/10)倍である。一方、第2端部は、第2のハニカムセグメントに含まれる熱・音波変換部品の端部であって、その長さは熱・音波変換部品の全長の(1/10)倍である。
なお、セルの水力直径HDについては、上記垂直面内における熱・音波変換部品の断面の拡大写真を撮り、この断面の拡大写真中の10個のセルを無作為に選択してそれぞれについて水力直径を定義式(セルの断面の面積をS、該断面の周長をCとしたときにHD=4×S/C)に従って計算したときの、その平均値として算出した。
また、開口率は、上記垂直面における断面を顕微鏡で撮影し、このときの断面の撮影画像から、材料部分面積S1と空隙部分面積S2を求め、S1とS2を用いてS2/(S1+S2)として求めた。なお、断面全体における開口率は、端面における開口率と等価であるとして、断面全体における開口率を端面における開口率とみなしている。
また、第1端部や第2端部の熱容量については、以下のようにして求めた。まず、それぞれの部位を切り出し、それを粉砕して粉末状し、その粉末状のものをサンプルとして断熱型熱量計を用いて投入熱と温度上昇の関係を調べ、これにより、そのサンプルの単位質量当たりの熱容量を求めた。次に、その単位質量当たりの熱容量に、それぞれの部位の質量を乗じることで、それぞれの部位の熱容量を得た。
また、第1のハニカムセグメントおよび第2のハニカムセグメントの単位体積当たりの熱容量については、第1端部や第2端部の単位体積当たりの熱容量と同じである。そこで、上述の第1端部や第2端部の熱容量を第1端部や第2端部の体積で除算することで、第1のハニカムセグメントおよび第2のハニカムセグメントの単位体積当たりの熱容量を得た。
以上の測定によって得られた測定値から、以下の5種類のパラメータの値を得た。なお、以下の5種類のパラメータの中には、互いに独立ではなく連動して変化するものも含まれているが、都合上、それらも含めて記載している。
(1)セルの貫通方向に垂直な面(垂直面)内でのセルの水力直径HD
(2)熱・音波変換部品の断面全体における開口率(各端面における開口率と同じ)
(3)第2端部の熱容量に対する第1端部の熱容量の割合
(4)第2のハニカムセグメントの単位体積当たりの熱容量に対する第1のハニカムセグメントの単位体積当たりの熱容量の割合
(5)第2のハニカムセグメントの円相当直径に対する第1のハニカムセグメントの円相当直径の割合
この実施例1の熱・音波変換部品を用いて以下の実験を行った。
まず、図1の電力発生システム1000において、熱・音波変換部品1の代わりに実施例1の熱・音波変換部品を組み込んだ。そして、高温側熱交換器2に対し500℃程度の自動車の排気ガスを10分間流入させ、温度がいくらか下がって流出する排気ガスの温度を測定した。このときの温度変化からこの電力発生システムに流入した熱量を算出した。この排気ガスの流入により、熱・音波変換部品の高温側熱交換器2側の端部の温度はほぼ500℃に保たれていた。一方、低温側熱交換器3に対しては60℃の水を10分間流入させ、熱・音波変換部品の低温側熱交換器3側の端部の温度を60℃に保った。そして、図1の電力発生システム1000のエネルギー変換器としてマイクロフォン等を用い、上記の熱・音波変換部品両端部の温度差に伴う熱音響効果で発生した音波からどのくらいの電力量が生じたかを計測した。そして、あらかじめ把握されているマイクロフォンのエネルギー変換効率(音波エネルギーを電力に変換する効率)により、上記の電力量の計測値を除算することで音波のエネルギーの推定値を求めた。そして、この音波のエネルギーの推定値と、上述した、電力発生システムに流入した熱量とから、熱から音波エネルギーへのエネルギー変換効率を求めた。なお、この実験では、自励振動を起こす、ループ管4や共鳴管5やセル内の作動流体としては、10atmのヘリウムガスを用いた。
(実施例2および比較例1)
上述の実施例1の製造方法とは、押出成形の際に用いる口金が異なる点を除き同じ製造方法を用いて、上述の5種類のパラメータのうちセルの水力直径HDの値のみが実施例1とは異なる実施例2および比較例1の熱・音波変換部品を作製した。
そして、これらの実施例2および比較例1について、実施例1と同様の実験を行った。
(実施例3,4および比較例2,3)
上述の実施例1の製造方法とは、押出成形の際に用いる口金が異なる点を除き同じ製造方法を用いて、上述の5種類のパラメータのうち熱・音波変換部品の各端面の開口率(上記垂直面の開口率と同じ)の値が実施例1とは主に異なる実施例3,4および比較例2,3の熱・音波変換部品を作製した。
そして、これらの実施例3,4および比較例2,3について、実施例1と同様の実験を行った。
(比較例4,5および実施例5〜8)
上述の実施例1の製造方法とは、各セルの貫通方向に沿った単位長さ当たりの熱容量が相対的に大きい方のハニカムセグメント(第1のハニカムセグメント)の作製に用いたコージェライト化原料とは組成が異なるコージェライト化原料を用いた点を除き同じ製造方法を用いて、上述の5種類のパラメータのうち、第2端部の熱容量に対する第1端部の熱容量の割合、および、第2のハニカムセグメントの単位体積当たりの熱容量に対する第1のハニカムセグメントの単位体積当たりの熱容量の割合のみが実施例1とは異なる比較例4,5および実施例5〜8の熱・音波変換部品を作製した。
そして、これらの比較例4,5および実施例5〜8について、実施例1と同様の実験を行った。
(比較例6、実施例9、および実施例10)
上述の実施例1の製造方法とは、第2のハニカムセグメントの作製において、第1のハニカムセグメントの作製に用いられたのと同じ組成のコージェライト化原料を用いるが押出成形の際に用いる口金が異なる点を除き同じ製造方法を用いて、上述の5種類のパラメータのうち、第2端部の熱容量に対する第1端部の熱容量の割合、および、第2のハニカムセグメントの円相当直径に対する第1のハニカムセグメントの円相当直径の割合のみが実施例1とは異なる比較例6、実施例9、および実施例10の熱・音波変換部品を作製した。ここで、比較例6、実施例9、および実施例10における第1のハニカムセグメントおよび第2のハニカムセグメントは、円相当直径(太さ)が互いに異なる以外は、単位体積当たりの熱容量や各端面における開口率やセルの水力直径については同一のハニカムセグメントである。
そして、これら比較例6、実施例9、および実施例10について、実施例1と同様の実験を行った。
(比較例7、実施例11、および実施例12)
上述の実施例1の第1のハニカムセグメントの製造方法を用いて同一の第1のハニカムセグメントを作製するとともに、実施例1の第1のハニカムセグメントの製造方法とは、押出成形の際に用いる口金が異なる点を除き同じ製造方法を用いて、円相当直径が第1のハニカムセグメントよりも相対的に小さいハニカムセグメントを作製した。さらに、この円相当直径が相対的に小さいハニカムセグメントの製造方法とは押出成形の際に用いる口金がさらに異なる点を除き同じ製造方法を用いて、この円相当直径が相対的に小さいハニカムセグメントよりもさらに円相当直径が小さい3番目のハニカムセグメントを作製した。これら3つのハニカムセグメントを、円相当直径が大きい順(つまり単位長さ当たりの熱容量が大きい順)に配置し、実施例1と同様のやり方で端面同士を接合して熱・音波変換部品を作製した。この熱・音波変換部品は、図14の構成の熱・音波変換部品と同じタイプの熱・音波変換部品である。このような3個のハニカムセグメントからなる熱・音波変換部品を、円相当直径が一番小さいハニカムセグメント(第2のハニカムセグメント)の円相当直径に対する、円相当直径が一番大きいハニカムセグメント(第1のハニカムセグメント)の円相当直径の割合が互いに異なり、この結果、第2端部の熱容量に対する第1端部の熱容量の割合も互いに異なる3個用意し、それらを、比較例7、実施例11、および実施例12の熱・音波変換部品とした。
そして、これら比較例7、実施例11、および実施例12について、実施例1と同様の実験を行った。
以上説明した実施例1〜12および比較例1〜7の実験結果を、各パラメータの値とともに下記の表1に示す。
表1において、セルの水力直径HDが互いに異なる実施例1,2および比較例1を比較すればわかるように、実施例1,2は、比較例1に比べ高いエネルギー変換効率を発揮している。このことより、セルの水力直径HDが0.4mm以下であることが、大きな熱音響効果を発揮する上で必要であることがわかる。
また、表1において、各端面における開口率(上記垂直面における開口率)が互いに異なる実施例3,4および比較例2を比較すればわかるように、実施例3,4は、比較例2に比べ高いエネルギー変換効率を発揮している。ここで、比較例3の熱・音波変換部品は、実験の途中で破損してしまったために実験を中止したのでエネルギー変換効率の最終的な値が得られなかった。その理由は、開口率が高すぎて強度や耐久性に欠けているためだと思われる。以上の実施例3,4および比較例1,2の結果から考えると、熱・音波変換部品の端面における開口率が60%以上93%以下であることが、大きな熱音響効果を発揮と損傷回避の上で必要であることがわかる。
また、表1において、第2端部の熱容量に対する第1端部の熱容量の割合(および、第2のハニカムセグメントの単位体積当たりの熱容量に対する第1のハニカムセグメントの単位体積当たりの熱容量の割合)の値が互いに異なる比較例4,5および実施例5〜8を比較すればわかるように、実施例5〜8は、比較例4,5に比べ十分に高いエネルギー変換効率を発揮している。このことより、第1端部の熱容量が、第2端部の熱容量の1.1倍以上であることが、大きな熱音響効果を発揮する上で必要であることがわかる。
また、表1において、第2端部の熱容量に対する第1端部の熱容量の割合(および、第2のハニカムセグメントの円相当直径に対する第1のハニカムセグメントの円相当直径の割合)の値が互いに異なる比較例6、実施例9,および実施例10を比較すればわかるように、実施例9および実施例10は、比較例6に比べ十分に高いエネルギー変換効率を発揮している。このことからも、第1端部の熱容量が、第2端部の熱容量の1.1倍以上であることが、大きな熱音響効果を発揮する上で必要であることがわかる。
また、表1において、いずれも3個のハニカムセグメントから構成され、第2端部の熱容量に対する第1端部の熱容量の割合(および、第2のハニカムセグメントの円相当直径に対する第1のハニカムセグメントの円相当直径の割合)の値が互いに異なる比較例7および実施例11,実施例12を比較すればわかるように、実施例11および実施例12は、比較例7に比べ十分に高いエネルギー変換効率を発揮している。このことからも、第1端部の熱容量が、第2端部の熱容量の1.1倍以上であることが、大きな熱音響効果を発揮する上で必要であることがわかる。