JP6287531B2 - 電極巻回装置 - Google Patents
電極巻回装置 Download PDFInfo
- Publication number
- JP6287531B2 JP6287531B2 JP2014087173A JP2014087173A JP6287531B2 JP 6287531 B2 JP6287531 B2 JP 6287531B2 JP 2014087173 A JP2014087173 A JP 2014087173A JP 2014087173 A JP2014087173 A JP 2014087173A JP 6287531 B2 JP6287531 B2 JP 6287531B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- roller
- electrode sheet
- negative electrode
- positive electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
Description
本発明の一形態は、セパレータシートを挟んで負極シートと正極シートとが交互に巻回されている電極巻回体を製造するための電極巻回装置であって;前記正極シートを2枚の前記セパレータシートで挟み込んでシート積層体を形成し、予め定められた搬送方向に搬送する第1のローラーと;内側に前記負極シートが位置し、かつ、外側に前記シート積層体が位置するように、前記負極シートと前記シート積層体とを重ねて巻き取る第2のローラーと;前記第2のローラーに巻き取られる前の状態の前記負極シートと、前記シート積層体に形成される前の状態の前記正極シートおよび2枚の前記セパレータシートと、の間に配置されている隔壁部と;を備え;前記搬送方向は、前記第2のローラーへと向かう、水平面と略平行な方向であり;前記負極シートは、前記シート積層体の鉛直上方から前記第2のローラーに供給され;前記第1のローラーは;前記隔壁部における前記搬送方向の下流側端部よりも前記搬送方向の上流側に位置し、2枚の前記セパレータシートのうちの一方を前記正極シートの一方の面に重ねる第3のローラーと;前記隔壁部における前記搬送方向の下流側端部よりも前記搬送方向の上流側に位置し、2枚の前記セパレータシートのうちの他方を前記正極シートの他方の面に重ねる第4のローラーと;の少なくとも2つのローラーを含む。
このような形態であれば、隔壁部における搬送方向の下流側端部よりも搬送方向の上流側に位置する第3および第4のローラーによって、正極シートを2枚のセパレータシートで挟み込んでシート積層体を形成できる。このため、隔壁部の搬送方向の下流側において、鉛直上方から供給される負極シート由来の異物がシート積層体の各シート間に入り込むことを抑制でき、負極シート由来の異物が正極シートの表面に付着することを抑制できる。その他、本発明は、以下のような形態として実現することも可能である。
A1.装置構成:
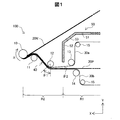
図1は、本発明の一実施形態としての、電極巻回装置100の構成を模式的に示す断面図である。図中でX軸は水平面と平行であり、Y軸は鉛直方向と平行である。+Y方向は鉛直上方向を示し、−Y方向は鉛直下方向を示す。本実施形態の電極巻回装置100は、正極シート20P、負極シート20N、2つのセパレータシート30aおよび30bを略+X方向に搬送して巻回し、電極巻回体を製造する。このようにして製造される電極巻回体は、2つのセパレータシート30aおよび30bを挟んで、負極シート20Nと正極シート20Pとが交互に巻回された構造を有する。本実施形態では、電極巻回体はリチウムイオン電池に用いられる。なお、リチウムイオン電池に代えて、他の任意の二次電池や一次電池に用いてもよい。本明細書中において、シートとは、図示しない巻き出しローラーから連続して供給される連続シートを意味する。
電極巻回装置100による各シートの搬送および巻回の動作について、以下に説明する。図1に示すように、領域R1においてローラー15よりも搬送方向上流側では、図示しない巻き出しローラーから供給された各シートは、互いに鉛直方向の間隔が比較的大きい状態(例えば、数十センチメートル離れた状態)で搬送される。ここで、領域R1では、負極シート20Nと、他の3つのシート20P、30aおよび30bとの間には、隔壁部50が配置されている。このため、負極シート20N由来の異物が落下して、他の3つのシート20P、30aおよび30bに付着することが抑制される。負極シート20N由来の異物としては、例えば、負極集電体の銅が該当する。
B1.変形例1:
上記実施形態では、隔壁部50の搬送方向下流側の端部は、ローラー13とローラー12の間に位置していたが、本発明はこれに限定されるものではない。隔壁部50の搬送方向下流側の端部を、+X方向に沿ったローラー13の回転軸の位置よりも下流側の任意の位置に配置してもよい。例えば、隔壁部50の搬送方向下流側の端部を、ローラー12とローラー11の間に配置する構成を採用していてもよい。隔壁部50の搬送方向下流側の端部を、+X方向に沿ったローラー13の回転軸の位置よりも下流側に配置することにより、鉛直上方に位置する負極シート20N由来の異物が、シート積層体40を形成する前の3つのシート20P、30aおよび30bに付着することを抑制できる。
上記実施形態における隔壁部50の形状は、図1に示す形状に限定されるものではなく、例えば、以下のような形状であってもよい。第1壁部51の断面形状は水平方向と略平行でない板状の外観形状であってもよい。同様に、第2壁部52の断面形状は鉛直方向と略平行でない板状の外観形状であってもよい。また、第3壁部53を断面形状が略円弧状となるように形成してもよい。さらに、上記実施形態では、隔壁部50の断面は全体として屈曲した形状であったが、直線状の形状としてもよい。この場合も、隔壁部50の搬送方向下流側の端部は、+X方向に沿ったローラー13の回転軸の位置よりも下流側に配置することが好ましい。すなわち一般には、巻き取りローラー10に巻き取られる前の状態の負極シート20Nと、シート積層体40に形成される前の状態の正極シート20Pおよび2枚のセパレータシート30aおよび30bとの間に配置されている隔壁部を、本発明の電極巻回装置における隔壁部として用いてもよい。
上記実施形態では、ローラー13は、ローラー14よりも搬送方向下流側に配置されていたが、本発明はこれに限定されるものではない。ローラー13を、ローラー14と搬送方向において同じ位置に配置してもよく、また、ローラー14よりも搬送方向上流側に配置してもよい。
上記実施形態では、ローラー12は、対向するローラーを持たない片側支持のローラーであったが、本発明はこれに限定されるものではない。ローラー12として、対向するローラーを有する両側支持のローラーを用いてもよい。この構成において、対向するローラーを巻き取り開始時のみ対向させ、他の期間には対向させない構成としてもよい。これによって、シート積層体40にシワが発生することは抑制しつつ、シート積層体40を構成する各シートがずれることを防止できる。
上記実施形態において、ローラー11および12のうち、少なくとも1つを省略してもよい。かかる構成においては、ローラー13およびローラー14が請求項における第1のローラーに相当し、巻き取りローラー10が請求項における第2のローラーに相当する。この構成においても、1回の巻回で、正極シート20Pと負極シート20Nのうち、負極シート20Nが最内周となるように各シートを重ねて巻回した電極巻回体を製造することができる。さらに、2つのローラー15を省略してもよい。
11…ローラー
12…ローラー
13…ローラー
14…ローラー
15…ローラー
20P…正極シート
20N…負極シート
30a…セパレータシート
30b…セパレータシート
40…シート積層体
50…隔壁部
51…第1壁部
52…第2壁部
53…第3壁部
100…電極巻回装置
R…巻き取り方向
R1…搬送方向上流側の領域
R2…搬送方向下流側の領域
θ1…ローラー12の抱き角の角度
θ2…角度
Claims (1)
- セパレータシートを挟んで負極シートと正極シートとが交互に巻回されている電極巻回体を製造するための電極巻回装置であって、
前記正極シートを2枚の前記セパレータシートで挟み込んでシート積層体を形成し、予め定められた搬送方向に搬送する第1のローラーと、
内側に前記負極シートが位置し、かつ、外側に前記シート積層体が位置するように、前記負極シートと前記シート積層体とを重ねて巻き取る第2のローラーと、
前記第2のローラーに巻き取られる前の状態の前記負極シートと、前記シート積層体に形成される前の状態の前記正極シートおよび2枚の前記セパレータシートと、の間に配置されている隔壁部と、
を備え、
前記搬送方向は、前記第2のローラーへと向かう、水平面と略平行な方向であり、
前記負極シートは、前記シート積層体の鉛直上方から前記第2のローラーに供給され、
前記第1のローラーは、
前記隔壁部における前記搬送方向の下流側端部よりも前記搬送方向の上流側に位置し、2枚の前記セパレータシートのうちの一方を前記正極シートの一方の面に重ねる第3のローラーと、
前記隔壁部における前記搬送方向の下流側端部よりも前記搬送方向の上流側に位置し、2枚の前記セパレータシートのうちの他方を前記正極シートの他方の面に重ねる第4のローラーと、
の少なくとも2つのローラーを含む、電極巻回装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014087173A JP6287531B2 (ja) | 2014-04-21 | 2014-04-21 | 電極巻回装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014087173A JP6287531B2 (ja) | 2014-04-21 | 2014-04-21 | 電極巻回装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015207444A JP2015207444A (ja) | 2015-11-19 |
| JP2015207444A5 JP2015207444A5 (ja) | 2016-08-12 |
| JP6287531B2 true JP6287531B2 (ja) | 2018-03-07 |
Family
ID=54604102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014087173A Active JP6287531B2 (ja) | 2014-04-21 | 2014-04-21 | 電極巻回装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6287531B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6260608B2 (ja) | 2015-12-02 | 2018-01-17 | トヨタ自動車株式会社 | 渦状電極、渦状電極の製造方法 |
| CN112151879B (zh) * | 2020-10-13 | 2022-04-01 | 厦门美力新能源科技有限公司 | 一种锂电池极片叠片设备及其叠片方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4964818B2 (ja) * | 2008-04-04 | 2012-07-04 | シーケーディ株式会社 | 巻回素子の製造装置 |
| JP6232849B2 (ja) * | 2012-09-26 | 2017-11-22 | 株式会社Gsユアサ | 蓄電素子 |
-
2014
- 2014-04-21 JP JP2014087173A patent/JP6287531B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015207444A (ja) | 2015-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6260608B2 (ja) | 渦状電極、渦状電極の製造方法 | |
| JP6210352B2 (ja) | 電極ガイドを含むラミネーション装置 | |
| CN113785425B (zh) | 制造电极组件的方法、通过该方法制造的电极组件、和二次电池 | |
| WO2018036489A1 (zh) | 一种卷绕式电芯 | |
| JP6292678B2 (ja) | 二次電池と電極の製造方法 | |
| JP4402134B2 (ja) | 積層型二次電池およびその製造方法 | |
| JP2019003948A (ja) | 正極集電体に間歇的無地部が形成されたゼリーロール型電極組立体を備える二次電池 | |
| CN108199092A (zh) | 一种锂电池卷绕装置及卷绕工艺 | |
| KR20140035646A (ko) | 2차 전지 내부 셀 스택 방법 및 이를 이용하여 제조되는 셀 스택 | |
| KR101291063B1 (ko) | 2차 전지 내부 셀 스택 적층 장치 및 방법 | |
| JP2013235841A (ja) | 電極組立体及びこれを有する二次電池 | |
| JPWO2010087384A1 (ja) | 電池及び電池の製造方法と、電池における巻芯の製造方法及び巻芯製造装置並びに巻芯 | |
| KR20160085812A (ko) | 라미네이팅 방법 | |
| WO2016063612A1 (ja) | 二次電池用電極の製造方法および製造装置と、二次電池用電極および二次電池 | |
| WO2016186209A1 (ja) | 二次電池用の電極および二次電池の製造方法と製造装置 | |
| JP2015026562A (ja) | 帯状電極の製造方法及び帯状電極切断装置 | |
| JP6287531B2 (ja) | 電極巻回装置 | |
| KR20160016173A (ko) | 비정형 이차전지 및 제조방법 | |
| JP5935670B2 (ja) | 電極の製造装置および電極の製造方法 | |
| CN117239259A (zh) | 一种预锂电芯卷绕加工方法 | |
| JP2014110202A (ja) | 電極体の製造方法および電極捲回装置 | |
| JP2012238511A (ja) | 二次電池製造方法 | |
| JP2020119781A (ja) | 電池の製造方法 | |
| JP2012084315A (ja) | 電池用シートの製造方法および製造装置 | |
| JP5672925B2 (ja) | 電極板製造装置および電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160524 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170509 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170627 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170912 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171205 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20171212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180122 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6287531 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |