JP6274768B2 - シート束綴じ処理装置及びこれを備えた画像形成システム - Google Patents
シート束綴じ処理装置及びこれを備えた画像形成システム Download PDFInfo
- Publication number
- JP6274768B2 JP6274768B2 JP2013149859A JP2013149859A JP6274768B2 JP 6274768 B2 JP6274768 B2 JP 6274768B2 JP 2013149859 A JP2013149859 A JP 2013149859A JP 2013149859 A JP2013149859 A JP 2013149859A JP 6274768 B2 JP6274768 B2 JP 6274768B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- sheet bundle
- binding
- unit
- tray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012545 processing Methods 0.000 title claims description 184
- 230000001105 regulatory effect Effects 0.000 claims description 46
- 238000003825 pressing Methods 0.000 claims description 33
- 238000001514 detection method Methods 0.000 claims description 5
- 230000007246 mechanism Effects 0.000 description 61
- 238000000034 method Methods 0.000 description 44
- 230000008569 process Effects 0.000 description 41
- 238000012805 post-processing Methods 0.000 description 24
- 230000032258 transport Effects 0.000 description 15
- 238000007790 scraping Methods 0.000 description 13
- 239000011230 binding agent Substances 0.000 description 11
- 230000003028 elevating effect Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 238000003672 processing method Methods 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 230000003252 repetitive effect Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000008275 binding mechanism Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 238000013459 approach Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000007723 transport mechanism Effects 0.000 description 2
- 229920002799 BoPET Polymers 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000009191 jumping Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F5/00—Attaching together sheets, strips or webs; Reinforcing edges
- B31F5/001—Attaching together sheets, strips or webs; Reinforcing edges by stapling or riveting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F5/00—Attaching together sheets, strips or webs; Reinforcing edges
- B31F5/02—Attaching together sheets, strips or webs; Reinforcing edges by crimping or slotting or perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42B—PERMANENTLY ATTACHING TOGETHER SHEETS, QUIRES OR SIGNATURES OR PERMANENTLY ATTACHING OBJECTS THERETO
- B42B4/00—Permanently attaching together sheets, quires or signatures by discontinuous stitching with filamentary material, e.g. wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42B—PERMANENTLY ATTACHING TOGETHER SHEETS, QUIRES OR SIGNATURES OR PERMANENTLY ATTACHING OBJECTS THERETO
- B42B5/00—Permanently attaching together sheets, quires or signatures otherwise than by stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
- B42C1/12—Machines for both collating or gathering and permanently attaching together the sheets or signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/20—Pile receivers adjustable for different article sizes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/26—Auxiliary devices for retaining articles in the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3081—Arrangements for removing completed piles by acting on edge of the pile for moving it along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/34—Apparatus for squaring-up piled articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/34—Apparatus for squaring-up piled articles
- B65H31/38—Apparatus for vibrating or knocking the pile during piling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H43/00—Use of control, checking, or safety devices, e.g. automatic devices comprising an element for sensing a variable
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/65—Apparatus which relate to the handling of copy material
- G03G15/6538—Devices for collating sheet copy material, e.g. sorters, control, copies in staples form
- G03G15/6541—Binding sets of sheets, e.g. by stapling, glueing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4212—Forming a pile of articles substantially horizontal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4213—Forming a pile of a limited number of articles, e.g. buffering, forming bundles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/11—Details of cross-section or profile
- B65H2404/111—Details of cross-section or profile shape
- B65H2404/1114—Paddle wheel
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00789—Adding properties or qualities to the copy medium
- G03G2215/00822—Binder, e.g. glueing device
- G03G2215/00827—Stapler
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00789—Adding properties or qualities to the copy medium
- G03G2215/00822—Binder, e.g. glueing device
- G03G2215/00852—Temporary binding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Pile Receivers (AREA)
Description
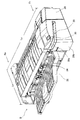
後処理ユニットBは図2にその斜視構成を、図3にその断面構成を示すように、装置ハウジング20と、このハウジングに配置されたシート搬入経路22と、その経路排紙口23の下流側に配置された処理トレイ24と、さらにその下流側に配置されたスタックトレイ25で構成されている。
装置ハウジング20は、装置フレーム20aと、外装ケーシング20bで構成され、装置フレームは、後述する各機構部(経路機構、トレイ機構、搬送機構など)を支持するフレーム構造で構成される。図示のものは互いに対向する左右一対の側枠フレーム(不図示)に綴じ機構、搬送機構、トレイ機構及び駆動機構が配置され、外装ケーシング20bで一体化されたモノコック構造で構成されている。
上述の装置ハウジング20には、図3に示すように搬入口21と排紙口23を有するシート搬入経路22(以下「排紙経路」という)が配置され、図示のものは水平方向からシートを受け取って略水平方向に搬送して排紙口23から搬出するように構成されている。この排紙経路22は適宜のペーパーガイド(板)22aで形成され、シートを搬送するフィーダ機構が内蔵されている。
図3に従って説明すると、排紙経路22の排紙口23には、その下流側に段差dを形成して処理トレイ24が配置されている。この処理トレイ24は排紙口23から送られたシートを上方に積み重ねて束状に集積するため、シートの少なくとも一部を支持する紙載面24aを備えている。図示のものは後述するスタックトレイ25でシート先端側を支持し、シート後端側を処理トレイ24で支持する構造(ブリッジ支持構造)を採用している。これによってトレイ寸法を小型化している。
上述の排紙口23には段差dを形成して処理トレイ24が配置されている。この処理トレイ上にシートを正しい姿勢で円滑に搬送するシート搬入手段35が必要となる。図示のシート搬入手段35(摩擦回転体)は、昇降するパドル回転体36で構成され、排紙口23からシート後端がトレイ上に搬出した段階でパドル回転体36がシートを排紙反対方向(図3右方向)に移送して後述するシート端規制手段40に突き当て整合(位置決め)する。
上述の排紙口23に配置されたシート搬入機構35(パドル回転体)でシートを処理トレイ24の所定位置に搬送する場合に、カールしたシート、スキューしたシートなどの影響でシート先端を下流側の規制ストッパ40に案内する掻き込み搬送手段33が必要となる。
処理トレイ24には、搬入されたシートを所定の位置(処理位置)に位置決めするシート整合機構45が配置されている。図示のシート整合機構45は、排紙口23から送られたシートの排紙方向端面(先端面か後端面のいずれか)を位置規制する「シート端規制手段40」と排紙直交方向(シートサイド方向)を幅寄せ整合する「サイド整合手段45」で構成されている。以下この順に説明する。
図示のシート端規制手段40は、排紙方向後端縁を突き当て規制する後端規制部材41で構成されている。この後端規制部材41は、処理トレイ上の紙載面24aに沿って搬入されるシートの排紙方向後端縁を突き当て規制する規制面41aを備え、前述の掻き込み搬送手段33で送られるシートの後端縁を突き当てて停止させる。
処理トレイ24には上述の後端規制部材41に突き当たったシートを排紙直交方向(シート幅方向)に位置決めする整合手段45(以下「サイド整合部材」という)が設けられている。
(1)移動方向前方側の整合部材をオフセット予定位置から離れた位置に退避させた状態で移動方向後方側の整合部材を予め設定された量搬送直交方向に移動するか、
(2)左右の整合部材を、同一量ずつ搬送直交方向に移動するかいずれかの駆動制御を採用する。
図11に示すシート束搬出機構(シート束搬出手段60)について説明する。上述の処理トレイ24には第1、第2綴じ手段26,27で綴じ処理したシート束を下流側のスタックトレイ25に搬出するシート束搬出機構が配置されている。図5に従って説明した処理トレイ24には、シートセンタSxに第1のシート後端規制部材41Aが、その左右に距離を隔てて第2、第3のシート後端規制部材41B,41Cが配置されている。そしてこの規制部材41に係止したシート束を綴じ手段26(27)で綴じ処理した後に下流側のスタックトレイ26に搬出するように構成されている。
上述したように排紙経路22の搬入口21に送られたシートは処理トレイ上に部揃え集積され、シート端規制部材40とサイド整合部材46で予め設定された位置と姿勢で位置決め(整合)される。そこでこのシート束に綴じ処理を施し、下流側のスタックトレイ25に搬出する。この場合の綴じ処理方法について説明する。
図5に示すように、 マルチ綴じ処理は、処理トレイ24上にシート端規制部材41とサイド整合部材46で位置決めされたシート束(以下「整合シート束」という)の端縁(図示のものは後端縁)を綴じ処理する。図9には間隔を隔てて2箇所を綴じ処理する綴位置Ma1、Ma2が設定されている。後述するステープラユニット26はホームポジションから綴位置Ma1、次いで綴位置Ma2の順に移動してそれぞれ綴じ処理する。なおこのマルチ綴位置Maは、2箇所に限らず、3箇所、或いはそれ以上に綴じ処理する場合がある。図12(a)はマルチ綴じした状態を示している。
コーナ綴じ処理は、処理トレイ24に集積された整合シート束の右コーナを綴じ処理する右コーナ綴位置Cp1と、整合シート束の左コーナを綴じ処理する左コーナ綴位置Cp2との左右2箇所に綴位置が設定されている。この場合ステープル針を所定角度(約30度〜約60度)傾斜させて綴じ処理する。(後述するステープラユニット26はこの位置でユニット全体が所定角度傾斜するように装置フレームにマウントされている。)図12(b)(c)はコーナ綴じした状態を示している。
マニュアル綴位置Mpは、後述する外装ケーシング20b(装置ハウジングの一部)に形成された手差セット面29aに配置されている。この手差セット面29aは処理トレイの紙載面24aとほぼ同一平面を形成する高さ位置で、紙載面24aと側枠フレーム20cを介して隣接する位置に配置(並行配置)されている。図示のものは処理トレイの紙載面24aと手差セット面29aとは、いずれもシートを略水平姿勢で支持し、略同一高さ位置に配置されている。図12(d)は、マニュアル綴じした状態を示している。
針なし綴位置Ep (以下「エコ綴位置」という)は、図5に示すようにシートの側縁部(コーナ部)を綴じ処理するように配置されている。図示のエコ綴位置Epは、シート束の排紙方向側縁部1箇所を綴じ処理する位置に配置され、シートに対して所定角度傾斜した角度位置を綴じ処理する。そして、エコ綴位置Epは、処理トレイ24のシート搬入エリアArから装置リア側に離れたエコ綴じエリアRrに配置されている。
マルチ綴位置Ma1,Ma2は、処理トレイ24に排紙口23から搬入されるシートの搬出エリアAr内(内側)に配置されている。また、コーナ綴位置Cp1,Cp2は、シート搬入エリアArの外側で、シートの排紙基準Sx(センタ基準)から右、左いずれか一方に所定距離離れた基準位置(サイド整合基準)に配置されている。図6に示すように、(綴じ処理する)最大サイズシートの側縁より外側であって、右コーナ綴位置Cp1は、シート側縁から所定量(δ1)右側に偏った位置に、左コーナ綴位置Cp2は、シート側縁から所定量(δ2)左側に偏った位置に配置されている。この両偏り量は同一距離(δ1=δ2)に設定されている。
ステープラユニット26(第1の綴じ処理手段)は、その構造について後述するがユニットフレーム26a(第1ユニットフレームという)に針カートリッジ39と、ステープルヘッド26bと、アンビル部材26cを装備している。このユニット26は、処理トレイ24のシート端面に沿って所定ストロークで往復動するように装置フレーム20aに支持されている。以下その支持構造について説明する。
カム面43xに倣って走行移動する。
ステープラユニット26はステープル針で綴じ処理する装置としてすでに広く知られている。その一例を図13(a)に従って説明する。ステープラユニット26はシート束綴じ処理装置B(後処理装置)とは別にユニット構成されている。ボックス形状のユニットフレーム26aと、このフレームに揺動可能に軸支持されたドライブカム26dと、このドライブカム26dを回動する駆動モータM8がフレームにマウントされている。
図13(b)に従ってプレスバインダユニット27の構成について説明する。プレスバインダ機構としては数枚のシートを綴じ部に切り欠き開口を形成してその一辺を折り合わせることによって結束する折曲げ結束機構(特開2011−256008号公報参照)と、互いに圧接離間自在の加圧面27b、27cに凹凸面を形成してシート束を圧着変形させて結束するプレスバインド機構が知られている。
図14に従ってスタックトレイの構成について説明する。スタックトレイ25は処理トレイ24の下流側に配置され、処理トレイに集積されたシート束を積載収納する。このスタックトレイ25の積載量に応じて順次繰り下がるようにトレイ昇降機構備えている。このトレイの積載面(最上シート高さ)は処理トレイの紙載面と略同一平面となる高さ位置に制御される。また積載されたシートは、その自重で排紙方向後端縁がトレイ整合面53(立ち面)に突き当たった角度に傾斜している。
上記積載トレイ25には、集積された最上シートを押圧する紙押え機構53が設けられている。図示の紙押え機構は、最上シートを押圧する弾性押圧部材53aと、この弾性押圧部材を装置フレーム20aに回動可能に軸支する軸支部材53bと、この軸支部材を所定角度方向に回転する駆動モータM2と、その伝動機構で構成されている。図示の駆動モータM2は、シート束搬出機構の駆動モータを駆動源として駆動連結し、シート束をスタックトレイ25に搬入(搬出)する際には弾性押圧部材53aは、トレイ外方に退避し、シート束の後端が積載トレイの最上シートの上に収納された後に、待機位置から図示反時計方向に回転して最上シートの上に係合してこれを押圧する。
上記積載トレイ25には最上シートの紙面高さを検出するレベルセンサが配置され、このレベルセンサの検知信号によって前述の巻き上げモータを回転させてトレイ紙載面25aを繰り上げ上昇させる。このレベルセンサ機構は種々のものが知られているが、図示のものは装置フレームのトレイ整合面20fからトレイ上方に検出光を照射し、その反射光を検出してその高さ位置にシートが存在するか否かを検出する検出方法を採用している。
上記積載トレイ25には、レベルセンサと同様にトレイ上からシートが取り外されたのを検出するセンサが配置されている。その構造は詳述しないが、例えば前述の紙押さえ弾性押圧部材53と一体的に回転するセンサレバーを設け、このセンサレバーをセンサ素子で提出することによって積載面上にシートが存在するか否かを検知することができる。そして後述する制御手段75はシート束の搬出の前後でこのセンサレバーの高さ位置が異なった(変化した)ときには、例えば排紙動作を停止するかトレイを所定位置に上昇させる。なお、このような操作は異常操作であって、装置の稼働中に使用者が不用意に積載トレイからシートを取り出したときなどに生ずる不具合である。また、スタックトレイ25にはトレイが、異常下降しないように下限位置が配定してあり、この下限位置にはトレイを検出するリミットセンサSe3が配置さている。
画像形成ユニットAは、図1に示すように給紙部1と画像形成部2と排紙部3と信号処理部(不図示)で構成され装置ハウジング4に内蔵されている。給紙部1はシートを収納するカセット5で構成され図示のものは複数のカセット5a,5b,5cで構成され、異なるサイズのシートを収納可能に構成されている。各カセット5a〜5cにはシートを繰出す給紙ローラ6と、シートを1枚ずつ分離する分離手段(分離爪、分離ローラなど;不図示)が内蔵されている。
画像読取ユニットCはプラテン19aと、このプラテンに沿って往復動する読取キャリッジ19bで構成されている。プラテン19aは透明ガラスで形成され、静止画像を読取キャリッジ19bの移動で走査する静止画像読取面と、所定速度で走行する原稿画像を読み取る走行画像読取面で構成されている。
上述した画像形成システムの制御構成を図16のブロック図に従って説明する。図16に示す画像形成システムは、画像形成ユニットAの制御部70(以下「本体制御部」という)と後処理ユニットB(シート束綴じ処理装置;以下同様)の制御部75(以下「綴じ処理制御部」という)を備えている。本体制御部70は印字制御部71と給紙制御部72と入力部73(コントロールパネル)を備えている。
外装ケーシング20bには装置フロント側に、オペレータが綴じ処理するシート束をセットする手差しセット部29が設けられている。この手差しセット部29のセット面29aには、セットされたシート束を検出するセンサが配置され、このセンサからの信号で後述する綴じ処理制御部75は、ステープラユニット26をマニュアル綴じ位置に位置移動する。そしてオペレータが作動スイッチ30を押下すると、綴じ処理を実行するように構成されている。
綴じ処理制御部75は、画像形成制御部70で設定された後処理モードに応じて後処理ユニットCを動作させる。図示の綴じ処理制御部75は制御CPU(以下単に制御手段という)で構成されている。制御CPU75には、ROM76とRAM77が連結され、ROM76に記憶された制御プログラムとRAM77に記憶された制御データで後述する排紙動作を実行する。このため、制御CPU75には前述したすべての駆動モータの駆動回路に連結され、各モータを起動、停止および正逆転制御する。
以下図フローチャート図17〜図20に従って各綴じ処理の動作状態を説明する。なお説明の都合上、「パドル」とはシート搬入手段(パドル回転体36など)を、「ローレット」とは掻き込み回転体33を、「整合板」とは、サイド整合部材45を、「アシスト」とは、第1、第2搬送部材60A,60Bを、「ボタン」とはステープル装置の操作スイッチを、「LED」とはステープル動作が実行中である表示ランプを意味する。
図17において、画像形成の最終紙が画像形成され、上部画像形成ユニット本体から搬出される(St01)。このとき画像形成ユニットからジョブエンド信号が発せられ、綴じ動作制御部75は、パドル36を所定位置に位置決め待機させる(パドル羽根の待機)(St02)。これと共に左右の整合板46R,46Fを待機位置に移動する(St03)。そして画像形成ユニットAの排紙口16から繰り出されたシートはシート搬入経路(排紙経路)22の搬入口21から搬入しシートセンサSe1でシート後端が排紙ローラ32から搬出されるのを検出する(St04)。
エコ綴じ動作のときには、制御手段75は前述の動作と同様に処理トレイ上に搬入されたシートを後端規制部材41に突き当て位置決めするステップSt01からステップSt10までの動作は前述のものと同様であるので同一符号を付して説明を省略する。
(3)引き剥がし手段として、綴じ合わせたシート束を引き離す方向(排紙方向と交差する方向)にキック力を付与するのと同時に、バインダ機構の加圧面からシート束下面を浮上させるフローティング機構を採用することも可能である。その構造は、図示しないが、例えば、シート束下面と係合する折曲底片を設け、この折曲底片を綴じ位置では紙載面の上方に突出させる傾斜カム面を(処理トレイの背面などに)設ける。これと共にサイド整合部材には紙載面上のシート束端面と係合する規制面が備えられている。
図19に基づいて説明する。画像形成ユニットAからシート搬出(St40)するとシートセンサの先端を検出し、パドル回転体36を待機位置移動する(St41)。これと同時にサイド整合部材46を待機位置に移動する(St42)。次いでシート後端が排紙ローラ32を通過(St43)すると、制御手段75はパドル回転体36を作動位置に下降する(St44)。これと共にローレット回転体33を上昇させて退避する(St45)。
ジョグモードは上述したプリントアウトモードと略同一のステップで実行されるので同一のステップには同一番号を付して説明を省略し、異なるステップについて説明する。処理トレイ上にシートを搬入されると、制御手段75はセンター基準Sxでシートを整合するグループと、右サイド基準でシートを整合するグループで異なる位置に集積し(St54)、その姿勢で下流側のスタックトレイ25に移動する。なお右サイド基準でシートを整合したのは、装置フロント側に偏る位置に処理トレイ24が配置され、紙載面上にはセンター基準のシートと、オペレータ寄りの右サイド基準でシートが集積されるからスタックトレイ25からのシート束の取り出しが容易となる。
なお、上述の各後処理モードを実行する際に、処理トレイ上にシートを搬入する共通の動作について図21に従って説明する。制御手段75は、画像形成ユニットAからシートが排紙(St60)されるとシートセンサSe1からの先端検出信号でパドル回転体36を待機位置に位置決め(St61)し、所定の整合部材45の待機位置に移動する(St62)。この動作は画像形成ユニットAから送られたシートサイズ信号で整合部材45をその幅サイズが若干広い待機位置に位置させる。
つまり、(1)ステープル綴じ処理モードでマルチ綴じのときには、処理トレイ上に搬入したシートをセンター基準で整合する。また右コーナ綴じのときには、処理トレイ上に搬入したシートを右サイド基準Ap1で整合し、左コーナ綴じのときには、処理トレイ上に搬入したシートを左サイド基準Ap2で整合する。このいずれの場合にもステープラユニット26は、綴じ位置で待機しその後の綴じ処理動作に備える。
(2)針なし綴じ処理モードのときには、制御手段75は針なし綴じ位置からシートセンタよりに定められた針なし整合位置Ap3か、若しくはセンター基準の何れかに整合する。
(3)プリントアウト処理モードのときには、制御手段75はセンター基準で整合する。
(4)ジョグ処理モードのときには、制御手段75はセンター基準で整合するグループと、右サイド基準で整合するグループを、交互に繰り返して整合し、その姿勢でスタックトレイ25に搬出する。
フローチャート図22に従ってマニュアル綴じ動作について説明する。手差セット部には、シート有無センサが設けられ、このシート有無センサSm(以下センサ「Sm」という)がシートを検出したときには制御手段75は、ステープル綴じ動作を実行する。
Ma2 マルチ綴位置
Cp1 右コーナ綴位置
Cp2 左コーナ綴位置
Mp マニュアル綴位置
Ep 針なし綴位置(エコ綴位置)
Sx 排紙基準(センタ基準)
20 装置ハウジング
20a 装置フレーム
20b 外装ケーシング
20c 右側枠フレーム
20d 左側枠フレーム
20e 底枠フレーム
22 シート搬入経路(排紙経路)
24 処理トレイ
25 スタックトレイ
26 ステープル綴じ手段(第1の綴じ手段)
27 無針綴じ手段(第2の綴じ手段)(プレスバインドユニット)
27b 上部加圧面
27c 下部加圧面
29a 手差セット面
33 掻き込み搬送手段
36 パドル回転体
40 シート端規制手段(規制ストッパ)
41 後端規制部材
42 走行ガイドレール
42x 走行レール面
43 スライドカム
43x 走行カム面
45 整合手段(サイド整合部材)
46 サイド整合部材
46F 右サイド整合部材
46R 左サイド整合部材(引き剥がし手段)
60 シート束搬出手段
Claims (13)
- シートを積載する積載手段と、
加圧面を有し、前記積載手段に積載されたシート束を前記加圧面により変形させることにより、該シート束を結束する結束手段と、
前記結束手段により結束されたシート束を前記加圧面から上方に押し上げることにより、該シート束を前記結束手段の前記加圧面から引き剥がす力を該シート束に付与する第一引き剥がし手段と、
前記結束手段により結束されたシート束の端縁を前記積載手段の積載面に沿った方向に押すことにより、該シート束を前記結束手段の前記加圧面から引き剥がす力を該シート束に付与する第二引き剥がし手段と、
を有するシート束綴じ処理装置。 - 前記積載手段上の所定位置にシートを位置決めするシート規制手段を有し、
前記シート規制手段によりシート束が位置決めされた後に、前記結束手段が該シート束を結束することを特徴とする請求項1に記載のシート束綴じ処理装置。 - 前記第二引き剥がし手段により前記結束手段から引き剥がされたシート束を搬出方向に搬出するシート束搬出手段を有し、
前記シート束搬出手段によるシート束の搬出動作の前に、
前記結束手段により結束されたシート束を、搬出方向と交差する方向に所定量オフセットさせることを特徴とする請求項1または2に記載のシート束綴じ処理装置。 - 前記積載手段上のシートを整合するための一対の整合部材を有し、
前記第二引き剥がし手段は、前記整合部材で構成されることを特徴とする請求項1から3のいずれか1項に記載のシート束綴じ処理装置。 - 前記結束手段でシート束を結束する際には、前記結束手段に近接する前記整合部材は該シート束の端縁と係合する位置に静止し、
前記結束手段で該シート束を結束した後には、前記結束手段に近接する前記整合部材は、前記積載手段の外方に向かって所定距離離れた退避位置に後退動させた後に前記係合する位置に移動し、
前記結束手段に近接する前記整合部材により該シート束を前記結束手段の加圧面から引き剥がした後には、前記結束手段に近接する前記整合部材は、前記積載手段の外方に向かって離れたポジション検出位置に移動することを特徴とする請求項4に記載のシート束綴じ処理装置。 - 前記結束手段には、
シート束のコーナ部に所定角度で傾斜した複数の線条痕を形成して結束するように加圧面が形成され、
前記第二引き剥がし手段は、
前記線条痕の長さ方向に倣う方向を基準に0±30度の方向にシート束を押すことを特徴とする請求項1から5のいずれか1項に記載のシート束綴じ処理装置。 - 第二引き剥がし手段は、前記積載手段に積載されたシート束から所定距離離れた第一の位置から、該シート束に接する第二の位置に移動して、該シート束を移動することを特徴とする請求項1から6のいずれか1項に記載のシート束綴じ処理装置。
- 前記第一の位置は、
前記第一の位置から前記第二の位置に移動する際の駆動モータの立ち上がり時間に基づいて距離設定することを特徴とする請求項7に記載のシート束綴じ処理装置。 - 前記積載手段に積載されたシート束をステープル針で綴じ処理するステープラ手段を有し、
前記積載手段に積載されたシート束を、前記結束手段と前記ステープラ手段とのいずれか一方が、該シート束に対して処理を施すことを特徴とする請求項1から8のいずれか1項に記載のシート束綴じ処理装置。 - 前記結束手段は、前記ステープラ手段よりもシート搬送方向下流側に配置されることを特徴とする請求項9に記載のシート束綴じ処理装置。
- 異なるサイズのシートをセンター基準で搬出する搬出経路を有し、
前記整合手段は、前記搬出経路から前記積載手段上にセンター基準で搬出されたシートを整合し、
次いで、
前記整合手段は整合したシート束を移動させ、前記結束手段は該シート束を結束した後、
前記整合手段は該シート束を所定量シートセンタ方向にオフセット移動させることを特徴とする請求項4に記載のシート束綴じ処理装置。 - 前記結束手段でシート束を結束する際の、該シート束の位置は、前記ステープラ手段がシート束を綴じる際の、該シート束の位置と同一であることを特徴とする請求項9に記載のシート束綴じ処理装置。
- シート上に画像形成する画像形成ユニットと、
前記画像形成ユニットから送られたシートを部揃え集積にして綴じ処理するシート束綴じ処理ユニットと、
から構成され、
前記シート束綴じ処理ユニットは請求項1から12のいずれか1項に記載のシート束綴じ処理装置であることを特徴とする画像形成システム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013149859A JP6274768B2 (ja) | 2013-07-18 | 2013-07-18 | シート束綴じ処理装置及びこれを備えた画像形成システム |
| US14/330,630 US9409740B2 (en) | 2013-07-18 | 2014-07-14 | Sheet bundle binding processing apparatus and image forming system having the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013149859A JP6274768B2 (ja) | 2013-07-18 | 2013-07-18 | シート束綴じ処理装置及びこれを備えた画像形成システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015020339A JP2015020339A (ja) | 2015-02-02 |
| JP2015020339A5 JP2015020339A5 (ja) | 2016-07-14 |
| JP6274768B2 true JP6274768B2 (ja) | 2018-02-07 |
Family
ID=52342954
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013149859A Active JP6274768B2 (ja) | 2013-07-18 | 2013-07-18 | シート束綴じ処理装置及びこれを備えた画像形成システム |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9409740B2 (ja) |
| JP (1) | JP6274768B2 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6066670B2 (ja) * | 2012-11-02 | 2017-01-25 | キヤノン株式会社 | シート処理装置及び画像形成装置 |
| JP6141128B2 (ja) * | 2013-07-11 | 2017-06-07 | キヤノンファインテック株式会社 | シート束綴じ処理装置及びこれを用いた画像形成システム |
| JP2015030592A (ja) * | 2013-08-05 | 2015-02-16 | キヤノンファインテック株式会社 | シート綴じ処理装置及びこれを備えた画像形成システム |
| JP6548390B2 (ja) * | 2014-12-25 | 2019-07-24 | キヤノン株式会社 | シート処理装置、シート処理装置の制御方法、及びプログラム |
| JP2016122142A (ja) * | 2014-12-25 | 2016-07-07 | キヤノン株式会社 | シート処理装置、シート処理装置の制御方法、及びプログラム |
| US10654305B2 (en) | 2015-04-14 | 2020-05-19 | Canon Finetech Nisca Inc. | Sheet bundle binding apparatus and image forming system including sheet bundle binding apparatus |
| US10046938B2 (en) * | 2015-06-25 | 2018-08-14 | Canon Finetech Nisca Inc. | Apparatus for processing sheet bunches and system for forming images provided with the apparatus |
| JP6553422B2 (ja) * | 2015-06-25 | 2019-07-31 | キヤノンファインテックニスカ株式会社 | シート束処理装置、画像形成システム及びシート束引き剥がし方法 |
| JP6751553B2 (ja) * | 2015-07-15 | 2020-09-09 | キヤノンファインテックニスカ株式会社 | シート束綴じ処理装置及びこれを備えた画像形成システム |
| JP7001337B2 (ja) * | 2016-09-14 | 2022-01-19 | キヤノンファインテックニスカ株式会社 | シート後処理装置 |
| US10539914B2 (en) * | 2017-04-07 | 2020-01-21 | Fuji Xerox Co., Ltd. | Binding processing device |
| US11006011B2 (en) * | 2017-05-01 | 2021-05-11 | Hewlett-Packard Development Company, L.P. | Conditioner modules with calender rollers |
| JP7201333B2 (ja) * | 2018-04-10 | 2023-01-10 | キヤノンファインテックニスカ株式会社 | シート処理装置及びこれを備えた画像形成システム |
| US10822191B2 (en) | 2018-10-31 | 2020-11-03 | Hewlett-Packard Development Company, L.P. | Media registration system with media sensing |
| CN110385894B (zh) * | 2019-08-22 | 2024-01-12 | 广西职业技术学院 | 一种便于收集整理的纸张压纹机 |
| JP2022014030A (ja) | 2020-07-06 | 2022-01-19 | キヤノンファインテックニスカ株式会社 | シート綴じ処理装置及びこれを備えた画像形成システム |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001301356A (ja) * | 2000-04-24 | 2001-10-31 | Fujitsu Autom Ltd | 冊子状書類作成装置 |
| JP2011190021A (ja) | 2010-03-12 | 2011-09-29 | Fuji Xerox Co Ltd | 用紙処理装置及び画像形成システム |
| JP5310627B2 (ja) * | 2010-03-29 | 2013-10-09 | 富士ゼロックス株式会社 | 画像形成システム |
| JP5365566B2 (ja) * | 2010-03-29 | 2013-12-11 | 富士ゼロックス株式会社 | 画像形成システム |
| JP5218478B2 (ja) * | 2010-06-09 | 2013-06-26 | 富士ゼロックス株式会社 | 用紙処理装置および画像形成システム |
| JP5348077B2 (ja) * | 2010-06-09 | 2013-11-20 | 富士ゼロックス株式会社 | 用紙処理装置および画像形成システム |
| JP6020960B2 (ja) * | 2012-09-18 | 2016-11-02 | 株式会社リコー | 用紙綴じ装置、用紙処理装置及び画像形成システム |
| GB2516731B (en) | 2013-05-31 | 2015-12-23 | Canon Kk | Staple-free sheet binding with detachment means |
-
2013
- 2013-07-18 JP JP2013149859A patent/JP6274768B2/ja active Active
-
2014
- 2014-07-14 US US14/330,630 patent/US9409740B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US9409740B2 (en) | 2016-08-09 |
| JP2015020339A (ja) | 2015-02-02 |
| US20150021844A1 (en) | 2015-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6274768B2 (ja) | シート束綴じ処理装置及びこれを備えた画像形成システム | |
| JP6360285B2 (ja) | シート処理装置及びこれを備えた画像形成システム | |
| JP6141128B2 (ja) | シート束綴じ処理装置及びこれを用いた画像形成システム | |
| JP6130751B2 (ja) | シート搬送装置及びこれを備えた画像形成システム | |
| JP6360284B2 (ja) | シート処理装置及びこれを備えた画像形成システム | |
| JP2015016973A5 (ja) | ||
| JP2015020339A5 (ja) | ||
| JP2015016970A5 (ja) | ||
| JP6655863B2 (ja) | シート束綴じ処理装置及びこれを備えた画像形成システム | |
| JP6334860B2 (ja) | シート束綴じ処理装置及びこれを備えた画像形成システム | |
| JP2015016972A5 (ja) | ||
| JP2015016974A5 (ja) | ||
| JP2015016971A5 (ja) | ||
| JP6282416B2 (ja) | シート処理装置 | |
| JP2015020823A5 (ja) | ||
| JP6502152B2 (ja) | シート束綴じ処理装置及びこれを備えた画像形成システム | |
| JP2018199576A (ja) | シート処理装置及びこれを備えた画像形成システム | |
| JP6891315B2 (ja) | シート綴じ処理装置及びこれを用いた画像形成システム | |
| JP6623276B2 (ja) | シート束綴じ処理装置及びこれを備えた画像形成システム | |
| JP6335355B2 (ja) | シート綴じ処理装置及びこれを用いた画像形成システム | |
| JP6689321B2 (ja) | シート処理装置及びこれを備えた画像形成システム | |
| JP6491301B2 (ja) | シート処理装置及び画像形成システム | |
| JP6537875B2 (ja) | シート処理装置及び画像形成装置 | |
| JP7000530B2 (ja) | シート処理装置及び画像形成システム | |
| JP7200295B2 (ja) | シート処理装置及びこれを用いた画像形成システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160527 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160527 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20170720 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20170720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6274768 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |