以下図示の好適な実施の形態に従って本発明を詳述する。本発明は後述する画像形成システムなどにおいて画像形成され部揃え集積されたシート束を綴じ処理するシート束綴じ処理機構に関する。
尚、本明細書中において「シート束のオフセット搬送」とは、排紙口から搬入されたシートを、シート搬送方向とは直交(又は交差)する方向にシート束を位置移動(幅寄せ移動)することを云い、「オフセット量とは」その移動量を云う。また、「シート束の整合」とは、排紙口から搬入されたシートを基準(センタ基準または片側基準)に従って異なるサイズシートを位置合わせすることを云う。従って「シートを整合した後、オフセットする」とは、異なるサイズのシートを基準に位置合わせしたのち、シートの搬送方向と直交する方向にシート全体を位置移動することを意味するものとする。
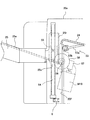
図1に示す画像形成システムは、画像形成ユニットAと、画像読取ユニットCと後処理ユニットBで構成される。そして原稿画像を画像読取ユニットCで読み取り、その画像データに基づいて画像形成ユニットAでシート上に画像を形成する。そして画像形成されたシートを、後処理ユニットB(シート束綴じ処理装置;以下同様)で部揃え集積して綴じ処理を施し、下流側のスタックトレイ25に収納する。
後述する後処理ユニットBは、画像形成ユニットAのハウジングに形成された排紙空間(スタックトレイ空間)15にユニットとして内蔵され、排紙口16に送られた画像形成シートを処理トレイ24上に部揃え集積して、綴じ処理した後に下流側に配置したスタックトレイに収納する後処理機構を備えたインナーフィニッシャ構造を示している。本発明はこれに限らず画像形成ユニットAと画像読取ユニットCと後処理ユニットBを独立したスタンドアロン構造で構成し、各装置間をネットワークケーブルで接続してシステム化することも可能である。
[シート束綴じ処理装置(後処理ユニット)]
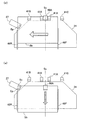
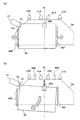
後処理ユニットBは図2にその斜視構成を、図3にその断面構成を示すように、装置ハウジング20と、このハウジングに配置されたシート搬入経路22と、その経路排紙口23の下流側に配置された処理トレイ24と、さらにその下流側に配置されたスタックトレイ25で構成されている。
処理トレイ24にはシートを搬入するシート搬入手段35と、搬入シートを束状に集積するシート規制手段40とサイド整合機構45が配置されている。これと共に処理トレイ24にはシート束をステープル綴じするステープル綴じ手段26(第1の綴じ手段)と、シート束を針なし綴じする針なし綴じ手段27(第2の綴じ手段)が配置されている。以下各構成について詳述する。
[装置ハウジング]
装置ハウジング20は、装置フレーム20aと、外装ケーシング20bで構成され、装置フレームは、後述する各機構部(経路機構、トレイ機構、搬送機構など)を支持するフレーム構造で構成される。図示のものは互いに対向する左右一対の側枠フレーム(不図示)に綴じ機構、搬送機構、トレイ機構及び駆動機構が配置され、外装ケーシング20bで一体化されたモノコック構造で構成されている。
外装ケーシング20bは左右側枠フレーム20c、20dと、両側枠フレームを連結するステーフレーム(後述の底枠フレーム20e)を樹脂などのモールド加工で一体化したモノコック構造で構成され、その一部(装置フロント側は)は外部から操作可能に露出している。
つまりフレーム枠組の外周を外装ケーシング20bでカバーし、後述する画像形成ユニットAの排紙空間15に内蔵される。その状態で装置フロント側の外装ケースは外部から操作可能な状態に露出している。この外装ケーシング20bのフロント側には後述するステープル針のカートリッジ装着開口28と、手差しセット部29と、マニュアル操作釦30(図示のものは表示ランプを内蔵したスイッチ)が装備される。
上記外装ケーシング20bは排紙方向の長さ寸法Lxと、排紙直交方向の長さ寸法Lyとは、最大サイズシートを基準に設定され、後述する画像形成ユニットAの排紙空間15より小さい寸法に設定されている。
[シート搬入経路(排紙経路)]
上述の装置ハウジング20には、図3に示すように搬入口21と排紙口23を有するシート搬入経路22(以下「排紙経路」という)が配置され、図示のものは水平方向からシートを受け取って略水平方向に搬送して排紙口23から搬出するように構成されている。この排紙経路22は適宜のペーパーガイド(板)22aで形成され、シートを搬送するフィーダ機構が内蔵されている。
このフィーダ機構は、経路長に応じて所定間隔の搬送ローラ対で構成され、図示のものは搬入口21の近傍に搬入ローラ対31が、排紙口23の近傍に排紙ローラ対32が配置されている。また排紙経路22にはシートの先端及び/又は後端を検出するシートセンサSe1が配置されている。
上記排紙経路22は、装置ハウジング20を横断するように略水平方向の直線経路で形成されている。これは湾曲した経路でシートにストレスを及ぼすのを避ける為であり、装置レイアウトから許容される直線性で経路形成する。上述の搬入ローラ対31と排紙ローラ対32とは、同一の駆動モータM1(以下搬送モータと云う)に連結され、同一周速度でシートを搬送する。
[処理トレイ]
図3に従って説明すると、排紙経路22の排紙口23には、その下流側に段差dを形成して処理トレイ24が配置されている。この処理トレイ24は排紙口23から送られたシートを上方に積み重ねて束状に集積するため、シートの少なくとも一部を支持する紙載面24aを備えている。図示のものは後述するスタックトレイ25でシート先端側を支持し、シート後端側を処理トレイ24で支持する構造(ブリッジ支持構造)を採用している。これによってトレイ寸法を小型化している。
上記処理トレイ24は排紙口23から送られたシートを束状に集積して、所定姿勢に整合したのちに綴じ処理を施し、処理後のシート束を下流側のスタックトレイ25に搬出するように構成されている。このため処理トレイ24には、「シート搬入機構35」と、「シート整合機構45」と、「綴じ処理機構26,27」と、「シート束搬出機構60」が組込まれている。
「シート搬入機構(シート搬入手段)」
上述の排紙口23には段差dを形成して処理トレイ24が配置されている。この処理トレイ上にシートを正しい姿勢で円滑に搬送するシート搬入手段35が必要となる。図示のシート搬入手段35(摩擦回転体)は、昇降するパドル回転体36で構成され、排紙口23からシート後端がトレイ上に搬出した段階でパドル回転体36がシートを排紙反対方向(図3右方向)に移送して後述するシート端規制手段40に突き当て整合(位置決め)する。
このため排紙口23には装置フレーム20aに支軸37xで揺動可能に軸支持された昇降アーム37が設けられ、この昇降アームの先端部にパドル回転体36が回転可能に軸支持されている。上記支軸37xには図示しないプーリが装備され、このプーリには前述の搬送モータM1が連結されている。
これと共に昇降アーム37には昇降モータM3(以下パドル昇降モータという)がバネクラッチ(トルクリミッタ)を介して連結され、モータの回転で昇降アーム37を上方の待機位置Wpと下方の作動位置(シート係合位置)Apとの間で昇降するように構成されている。
つまりバネクラッチは、パドル昇降モータM3の一方向回転で昇降アーム37を作動位置Apから待機位置Wpに上昇させ、図示しない係止ストッパに突き当たった後はその待機位置で待機する。またパドル昇降モータM3の反対方向回転でバネクラッチは弛緩して昇降アーム37はその自重で待機位置Wpから下方の作動位置Apに下降して処理トレイ上の最上シートと係合する。
図示の装置はパドル回転体36が図5に示すようにシートセンタ(センタ基準Sx)を基準に所定距離離れて左右対称に一対配置されている。この外、シートセンタとその両サイドに計3個のパドル回転体を配置しても、或いはシートセンタに1つのパドル回転体を配置してもよい。
また、上記パドル回転体36はゴム質の板状部材、プラスチックの羽根部材などフレキシブルな回転体で構成されている。このパドル回転体以外にシート搬入手段35としてはローラ体、ベルト体などの摩擦回転部材で構成することが可能である。また図示の装置はシート後端が排紙口23から搬出したのちにパドル回転体36を上方の待機位置Wpから下方の作動位置Apに降下する機構を示したが次の昇降機構を採用することも可能である。
図示と異なる昇降機構は、例えばシート先端が排紙口23から搬出した段階で、摩擦回転体を待機位置から作動位置に降下させ、同時に排紙方向に回転させて、シート後端が排紙口23から搬出するタイミングでこの回転体を排紙反対方向に逆回転する。これによって排紙口23から搬出されるシートを高速で、かつスキューすることなく処理トレイ24の所定位置に移送することが可能である。
「掻き込み回転体(掻き込み搬送手段)」
上述の排紙口23に配置されたシート搬入機構35(パドル回転体)でシートを処理トレイ24の所定位置に搬送する場合に、カールしたシート、スキューしたシートなどの影響でシート先端を下流側の規制ストッパ40に案内する掻き込み搬送手段33が必要となる。
図示の装置は、排紙ローラ対32の下方で後述するシート端規制ストッパ40の上流側に積載されたシートの最上シートを規制部材側に搬送力を付与する掻き込み回転体(掻き込み搬送手段)33が配置されている。図示のものはリング形状のベルト部材34(以下「掻き込みベルト」という)を処理トレイ24の先端部上方に配置し、この掻き込みベルト34は紙載面上の最上シートと係合するとともに規制部材側にシートを搬送する方向に回転する。
このため掻き込みベルト34はゴム質などの柔軟な材料で、摩擦力の高いベルト材(ローレットベルトなど)で構成し、駆動モータ(図示のものは搬送モータM1と共通)に連結された回転軸34xとアイドル軸34yとの間にニップ支持されている。そして図3反時計方向の回転力が回転軸34xから付与されている。これと共に、掻き込みベルト34は処理トレイ上に積載されている最上シートに沿って搬入してくるシート先端を押圧しながら下流側の規制ストッパ40に突き当てる。
上記掻き込みベルト34は、ベルトシフトモータM5(以下ローレット昇降モータという)でトレイ上の最上シートの上方に上下動するように構成されている(その昇降機構は省略する)。そしてシート先端がベルト表面と最上シートとの間に進入したタイミングで、掻き込みベルト34が下降して搬入シートと係合する。また掻き込みベルト34は後述するシート束搬出手段60で処理トレイ24から下流側のスタックトレイ25に移送するときには最上シートから離間して上方に待機するようにローレット昇降モータM5を制御する。
「シート整合機構」
処理トレイ24には、搬入されたシートを所定の位置(処理位置)に位置決めするシート整合機構45が配置されている。図示のシート整合機構45は、排紙口23から送られたシートの排紙方向端面(先端面か後端面のいずれか)を位置規制する「シート端規制手段40」と排紙直交方向(シートサイド方向)を幅寄せ整合する「サイド整合機構45」で構成されている。以下この順に説明する。
「シート端規制手段」
図示のシート端規制手段40は、排紙方向後端縁を突き当て規制する後端規制部材41で構成されている。この後端規制部材41は、処理トレイ上の紙載面24aに沿って搬入されるシートの排紙方向後端縁を突き当て規制する規制面41aを備え、前述の掻き込み搬送手段33で送られるシートの後端縁を突き当てて停止させる。
この後端規制部材41は、後述するステープラ手段26でマルチ綴じするときステープラユニットがシート後端に沿って(排紙直交方向に)移動する。このユニット移動の妨げとならないように(1)後端規制部材を綴じユニットの移動路(運動軌跡)に対して進入および退避する機構を採用するか、(2)綴じユニットと一体的に位置移動する機構を採用するか、(3)後端規制部材を、綴じユニットのヘッドとアンビルで構成される綴じ空間の内部に例えばチャンネル形状の折曲げ片で構成する。
図示のものは、後端規制部材41をステープル綴じ手段26の綴じ空間内に配置する断面コ字状(チャンネル形状)の板状折曲げ部材で構成している。そして最小サイズシートを基準にシートセンタに第1の部材41Aを、これと距離を隔てて左右に第2第3の部材41B,41Cを配置している(図5参照)。これによってステープル綴じユニット26のシート幅方向への移動を可能にしている。
図5及び図7に示すように処理トレイ24にはチャンネル形状の折曲げ片からなる複数の後端規制部材41が固定(部材先端部をトレイ背面壁にネジで固定している)されている。上記各後端規制部材41には規制面41aが形成してあり、その折曲げ先端部にはシート端を規制面に案内する傾斜面41bが連設している。
「サイド整合機構」
処理トレイ24には上述の後端規制部材41に突き当たったシートを排紙直交方向(シート幅方向)に位置決めするサイド整合機構45(以下「サイド整合部材」という)が設けられている。
サイド整合部材45は、処理トレイ上に異なるサイズのシートをセンター基準で整合するか、片側基準で整合するか、によってその構成は異なる。図5に示す装置は、排紙口23からセンター基準で異なるサイズのシートが排出され、このシートを処理トレイ上にセンター基準で整合する。そしてセンター基準で束状に整合されたシート束を綴じ処理に応じて、マルチ綴じのときには整合姿勢で綴じ位置Ma1、Ma2に、左右コーナ綴じのときには左右方向に所定量シート束をオフセットさせて綴じ位置Cp1、Cp2に、ステープラユニット26で綴じ処理する。
このため、サイド整合機構45は、処理トレイの紙載面24aから上方に突出し、シートの側縁と係合する規制面46xを有するサイド整合部材46(46F,46R)を、左右一対互いに対向するように配置する。そしてこの一対の左右サイド整合部材46を所定ストロークで往復動可能に処理トレイ24に配置する。このストロークは、最大サイズシートと最小サイズシートのサイズ差および整合した後のシート束を左右いずれかの方向に位置移動(オフセット搬送)するオフセット量によって設定する。つまり、左右のサイド整合部材46F,46Rの移動ストロークは、異なるサイズシートを整合するための移動量と、整合後のシート束のオフセット量で設定されている。
このためサイド整合部材46は、図6に示すように、右サイド整合部材46F(装置フロント側)と左サイド整合部材46R(装置リア側)で構成され、両サイド整合部材46には、シート側端と係合する規制面46xが互いに接近方向又は離間方向に移動するようにトレイ部材に支持されている。処理トレイ24には表裏を貫通するスリット溝24xが設けられ、このスリットからトレイ上面にシート側縁と係合する規制面46xを有するサイド整合部材46が摺動可能に嵌合されている。
各サイド整合部材46F,46Rはトレイ背面側で複数のガイドコロ49(レール部材であっても良い)で摺動可能に支持され、ラック47が一体形成されている。左右のラック47にはピニオン48を介して整合モータM6、M7が連結されている。この左右の整合モータM6,M7はステッピングモータで構成され、図示しないポジションセンサで左右のサイド整合部材46F,46Rを位置検出し、その検出値を基準に各規制部材を左右いずれの方向にも、指定された移動量で位置移動できるように構成されている。
なお、図示のラック−ピニオン機構によることなく、各サイド整合部材46F,46Rをタイミングベルトに固定し、このベルトを左右往復動させるモータにプーリで連結する構成を採用することも可能である。
このような構成で後述の制御CPU75からなる制御手段75は、画像形成ユニットAなどから提供されるシートサイズ情報に基づいて左右のサイド整合部材46を所定の待機位置(シートの幅サイズ+α位置)に待機させる。この状態で処理トレイ24上にシートを搬入し、シート端がシート端規制部材41に突き当たったタイミングで整合動作を開始する。この整合動作は左右の整合モータM6、M7を同一量ずつ反対方向(接近方向)に回転する。すると処理トレイ24に搬入されたシートはシートセンタを基準に位置決めされ束状に積み重ねられる。このシートの搬入動作と整合動作の繰り返しでシートは処理トレイ上に束状に部揃え集積される。このとき異なるサイズのシートは、センター基準で位置決めされる。
このようにセンター基準で処理トレイ上に集積されたシートは、その姿勢でシート後端縁(または先端縁)を所定間隔で復数箇所綴じ処理する(マルチ綴じ処理)ことができる。またシートコーナを綴じ処理する場合には、左右のサイド整合部材46F,46Rの片側を指定された綴じ位置にシート側端が一致する位置に移動して静止させる。そして反対側のサイド整合部材を、接近方向に位置移動する。この接近方向の移動量はシートサイズに応じて算出する。これによって処理トレイ24上に搬入されたシートは、右コーナ綴じのときには右側縁が綴じ位置に一致するように整合され、左コーナ綴じ位置のときには左側縁が綴じ位置に一致するように整合される。
上述のように処理トレイ上の所定位置に整合されたシート束を後述する「エコ綴じ処理」のためにオフセット移動する場合には、
(1)移動方向前方側の整合部材をオフセット予定位置から離れた位置に退避させた状態で移動方向後方側の整合部材を予め設定された量搬送直交方向に移動するか、
(2)左右の整合部材を、同一量ずつ搬送直交方向に移動するかいずれかの駆動制御を採用する。
なお、左右のサイド整合部材46F、46Rとその整合モータM6,M7には、ポジションセンサ、エンコードセンサなどのポジションセンサ(不図示)が配置され、サイド整合部材46の位置を検出するようになっている。また整合モータM6、M7をステッピングモータで構成し、サイド整合部材46のホームポジションをポジションセンサ(不図示)で検出し、モータをPWM制御することによって比較的簡単な制御構成で左右のサイド整合部材46F,46Rをコントロールすることができる。
[シート束搬出機構]
図11に示すシート束搬出機構(シート束搬出手段60)について説明する。上述の処理トレイ24には第1、第2綴じ手段26,27で綴じ処理したシート束を下流側のスタックトレイ25に搬出するシート束搬出機構が配置されている。図5に従って説明した処理トレイ24には、シートセンタSxに第1のシート後端規制部材41Aが、その左右に距離を隔てて第2、第3のシート後端規制部材41B,41Cが配置されている。そしてこの規制部材41に係止したシート束を綴じ手段26(27)で綴じ処理した後に下流側のスタックトレイ26に搬出するように構成されている。
このため処理トレイ24には紙載面24aに沿ってシート束搬出手段60が配置されている。図示のシート束搬出手段60は第1搬送部材60Aと第2搬送部材60Bで構成され、処理トレイ上の第1の区間Tr1を第1搬送部材60Aで、第2の区間Tr2を第2搬送部材60Bでリレー搬送する。このように第1、第2搬送部材60A,60Bでシートを引継ぎ搬送することによって、各搬送部材の機構を異なる構造とすることができる。そしてシート後端規制手段40と、ほぼ同一の始点からシート束を搬送する部材は、揺るぎの少ない部材(長尺支持部材)で構成し、搬送終点でスタックトレイ25にシート束を落下させる部材は、小型(ループ軌跡を走行するため)である必要がある。
第1搬送部材60Aは、断面チャンネル形状の折曲げ片で形成された第1搬出部材61で構成され、この部材にはシート束の後端面を係止する係止面61aと、この面に係止したシートの上面を押圧する紙面押圧部材62(弾性フィルム部材;マイラー片)が設けられている。この第1搬送部材60Aは、図示のようにチャンネル形状の折曲げ片で構成されているため、後述するキャリア部材65a(ベルト)に固定したとき、揺るぐことが少なくベルトと一体的に走行してシート束の後端を搬送方向に移動(繰り出す)する。そしてこの第1搬送部材60Aは、後述するように湾曲したループ軌跡を走行することなく、ほぼ直線状の軌跡でストロークStr1を往復動する。
第2搬送部材60Bは、爪形状の第2搬出部材63で構成され、シート束の後端面を係止する係止面63aと、シート束の上面を押圧する紙面押圧部材64が設けられている。この紙面押圧部材64は、第2搬出部材63に揺動可能に軸支持されていると共に紙面押圧面64aが設けられ、この紙面押圧面はシート束の上面を押圧するように付勢スプリング64bで付勢されている。
また、紙面押圧面64aは、図示のように走行方向に傾斜した傾斜面で構成され、図11(b)矢視方向に移動すると挟み角γでシートの後端と係合する。このとき紙面押圧面64aは付勢スプリング64bに抗して矢印方向上向き(同図反時計方向)に変位する。すると図11(c)に示すように紙面押圧面64aは付勢スプリング64bの作用でシート束の上面を紙載面側に押圧する。
上述のように構成された第1搬出部材61は、第1キャリア部材65aで、第2搬出部材63は、第2キャリア部材65bで、紙載面24aの基端部から出口端部に往復動する。このため、紙載面24aには、搬送ストロークを隔てた位置に駆動プーリ66a、66bと従動プーリ66cが配置されている。図示66d,66eはアイドルプーリである。
そして駆動プーリ66aと従動プーリ66c間に第1キャリア部材65a(図示のものは歯付ベルト)が架け渡してあり、駆動プーリ66bと従動プーリ66cとの間に第2キャリア部材65b(歯付ベルト)がアイドルプーリ66d、66eを介して架け渡してある。駆動プーリ66a、66bには、駆動モータM4が連結してあり、モータの回転は第1キャリア部材65aには低速で、第2キャリア部材65bには高速で駆動が伝達されるように第1駆動プーリ65aは小径に、第2駆動プーリ65bは大径に形成されている。
つまり共通の駆動モータM4に、第1搬送部材60Aは低速で、第2搬送部材60Bは高速で走行するように減速機構(ベルト−プーリ、歯車連結など)を介して連結されている。これと共に第2駆動プーリ66bには、駆動伝達を遅延させるカム機構が内蔵されている。これは後述するように第1搬送部材60Aの移動ストロークStr1と第2搬送部材60Bの移動ストロークStr2が異なることと、各部材の待機位置を位置調整する為である。
以上の構成で、第1搬送部材60Aは、処理トレイ24の後端規制位置から第1ストロークStr1で直線軌跡で往復動し、このストローク内に第1区間Tr1が設定してあり、第2搬送部材60Bは、第1区間Tr1から処理トレイ24の出口端に第2ストロークStr2で半ループ状軌跡で往復動し、このストローク内に第2区間Tr2が設定してある。
そして駆動モータM4の一方向回転で第1搬送部材60Aはシート後端規制位置から速度V1で下流側(図11(a)から(b))に移動し、その係止面61aでシート束の後端を押して移送する。この第1搬送部材60Aから所定時間遅延して第2搬送部材60Bが、処理トレイ背面側の待機位置(図11(a))から紙載面上に突出し、第1搬送部材60Aに追随して同方向に速度V2で走行移動する。このとき速度V1<V2に設定してあるから処理トレイ上のシート束は第1搬送部材60Aから第2搬送部材60Bに引き継がれる。
図11(b)は引継搬送状態を示し、速度V1で走行するシート束は、速度V2で走行する第2搬送部材60Bに追いつかれる。つまり第1区間Tr1を過ぎると第1搬送部材60Aは第2搬送部材60Bに追いつかれて、第2搬送部材60Bがシート後端面と係合して、下流側に第2区間Tr2を搬送する。
そして、速度V1で走行するシート束を引継ポイントで第2搬送部材60Bが高速度で突き当たるときに紙面押圧部材64は、紙面押圧面64aがシート束の上面を押圧してキャリア部材(ベルト)65a(65b)との間でニップするようにシート束後端を保持しながらスタックトレイ25に向けて搬出する。
「綴じ処理方法(綴じ位置)」
上述したように排紙経路22の搬入口21に送られたシートは処理トレイ上に部揃え集積され、シート端規制部材40とサイド整合部材46で予め設定された位置と姿勢で位置決め(整合)される。そこでこのシート束に綴じ処理を施し、下流側のスタックトレイ25に搬出する。この場合の綴じ処理方法について説明する。
図示の装置は、綴じ処理方法として「シート束をステープル綴じする第1綴じ手段26」と、「シート束を針なし綴じする第2綴じ手段27」を処理トレイ24に備える。そして後述する制御手段75は、第1、第2の選択された綴じ手段26(27)でシート束を綴じ処理した後に下流側に搬出することを第1の特徴としている。これはシート束をステープル針で綴じ処理すると容易に離脱しない製本綴じが可能であるが、使用者の用途によっては綴じたシート束を簡単に引き離す利便性が必要となることがある。また使用後のシート束を、シュレッダなどで切断するとき、古紙再生するとき、などに金属針が問題となることから「針有り」、「針なし」綴じ手段を選択して使用できるようにするためである。
また、図示の装置は、シート搬入経路(排紙経路)22からシートを搬入して部揃え集積した後に綴じ処理する一連の後処理動作とは別に、装置外部(システム外)で作成したシートを綴じ処理する(以下「マニュアルステープル処理」という)ことを第2の特徴としている。
このため、外装ケーシング20bに外部からシート束をセットする手差セット部29が配置され、シート束をセットする手差セット面29aをケーシングに成形し、前述のステープル綴じ手段(ステープラユニット26)を、処理トレイ24のシート搬入エリアArから手差しエリアFrに位置移動するように構成している。
図8乃至図10に基づいて各綴じ処理方法を説明する。図示の装置は、ステープル針でシートの復数箇所を綴じ処理する「マルチ綴じ位置Ma1,Ma2」と、シートコーナを束綴じ処理する「コーナ綴じ位置Cp1,Cp2」と、マニュアルセットしたシートを綴じ処理する「マニュアル綴じ位置Mp」と、シートコーナを針なし綴じする「針なし綴じ位置Ep」が設定されている。各綴じ位置の位置関係を説明する。
「マルチ綴じ」
図5に示すように、 マルチ綴じ処理は、処理トレイ24上にシート端規制部材41とサイド整合部材46で位置決めされたシート束(以下「整合シート束」という)の端縁(図示のものは後端縁)を綴じ処理する。図9には間隔を隔てて2箇所を綴じ処理する綴じ位置Ma1、Ma2が設定されている。後述するステープラユニット26はホームポジションから綴じ位置Ma1、次いで綴じ位置Ma2の順に移動してそれぞれ綴じ処理する。なおこのマルチ綴じ位置Maは、2箇所に限らず、3箇所、或いはそれ以上に綴じ処理する場合がある。図12(a)はマルチ綴じした状態を示している。
「コーナ綴じ」
コーナ綴じ処理は、処理トレイ24に集積された整合シート束の右コーナを綴じ処理する右コーナ綴じ位置Cp1と、整合シート束の左コーナを綴じ処理する左コーナ綴じ位置Cp2との左右2箇所に綴じ位置が設定されている。この場合ステープル針を所定角度(約30度〜約60度)傾斜させて綴じ処理する。(後述するステープラユニット26はこの位置でユニット全体が所定角度傾斜するように装置フレームにマウントされている。)図12(b)(c)はコーナ綴じした状態を示している。
図示の装置仕様はシート束の左右いずれか一方を選択して綴じ処理する場合と、ステープル針を所定角度傾斜させて綴じ処理する場合を示した。これに限らず左右いずれか一方のみにコーナ綴じする構成も、ステープル針を傾斜させることなくシート端縁と平行に綴じる構成も採用可能である。
「マニュアル綴じ」
マニュアル綴じ位置Mpは、後述する外装ケーシング20b(装置ハウジングの一部)に形成された手差セット面29aに配置されている。この手差セット面29aは処理トレイの紙載面24aとほぼ同一平面を形成する高さ位置で、紙載面24aと側枠フレーム20cを介して隣接する位置に配置(並行配置)されている。図示のものは処理トレイの紙載面24aと手差セット面29aとは、いずれもシートを略水平姿勢で支持し、略同一高さ位置に配置されている。図12(d)は、マニュアル綴じした状態を示している。
つまり図5において側枠フレーム20cを挟んで、その右側に手差セット面29aが、左側に紙載面24aが配置されている。そしてこのマニュアル綴じ位置Mpは紙載面に配置された前述のマルチ綴じ位置Maと同一直線上に配列されている。これは両綴じ位置を共通のステープラユニット26で綴じ処理するためである。従って処理トレイ24にはシート搬入エリアArと、その装置フロント側に手差しエリアFrが、装置リア側に後述するエコ綴じエリアRrが配置されている。
「針なし綴じ位置」
針なし綴じ位置Ep (以下「エコ綴じ位置」という)は、図5に示すようにシートの側縁部(コーナ部)を綴じ処理するように配置されている。図示のエコ綴じ位置Epは、シート束の排紙方向側縁部1箇所を綴じ処理する位置に配置され、シートに対して所定角度傾斜した角度位置を綴じ処理する。そして、エコ綴じ位置Epは、処理トレイ24のシート搬入エリアArから装置リア側に離れたエコ綴じエリアRrに配置されている。
「各綴じ位置相互の関係」
マルチ綴じ位置Ma1,Ma2は、処理トレイ24に排紙口23から搬入されるシートの搬出エリアAr内(内側)に配置されている。また、コーナ綴じ位置Cp1,Cp2は、シート搬入エリアArの外側で、シートの排紙基準Sx(センタ基準)から右、左いずれか一方に所定距離離れた基準位置(サイド整合基準)に配置されている。図6に示すように、(綴じ処理する)最大サイズシートの側縁より外側であって、右コーナ綴じ位置Cp1は、シート側縁から所定量(δ1)右側に偏った位置に、左コーナ綴じ位置Cp2は、シート側縁から所定量(δ2)左側に偏った位置に配置されている。この両偏り量は同一距離(δ1=δ2)に設定されている。
マルチ綴じ位置Ma1,Ma2とマニュアル綴じ位置Mpは略直線上に配置されている。また、コーナ綴じ位置Cp1,Cp2は排紙基準Sxを介して左右対称となる傾斜角度(例えば45度角度位置)に設定されている。
マニュアル綴じ位置Mpは、シート搬入エリアArの外側であって装置フロント側Frの手差しエリアFrに配置され、エコ綴じ位置Epは、シート搬入エリアArの外側であって装置リア側Reのエコ綴じエリアRrに配置されている。
また、マニュアル綴じ位置Mpは、処理トレイの右コーナ綴じ位置から所定量(Of1)オフセットした位置に配置され、エコ綴じ位置Epは、処理トレイ24の左コーナ綴じ位置から所定量(Of2)オフセットした位置に配置されている。このように、シートを搬入する処理トレイの搬出基準(センタ基準)に基づいてマルチ綴じ位置Mpを設定し、最大サイズシートに基づいてコーナ綴じ位置Cpを設定し、更に左右のコーナ綴じ位置から装置フロント側に所定量オフセットOf1した位置にマニュアル綴じ位置Mpを設定し、同様に装置リア側に所定量オフセットOf2した位置にエコ綴じ位置Epを設定することによってシート移動が互いに干渉することがなく整然と配列することができる。
各綴じ処理におけるシート移動について説明すると、マルチ綴じ処理のときシートは処理トレイにセンター基準(片側基準であってもよい)で搬入され、その状態で整合されて綴じ処理される。綴じ処理後はその姿勢で下流側に搬出される。コーナ綴じ処理のときにはシートは指定されたサイドの整合位置に整合され、綴じ処理される。綴じ処理後はその姿勢で下流側に搬出する。またエコ綴じ処理のときには、処理トレイ上に搬入されたシートは束状に集積された後に装置リア側に所定量オフセットOf2され、そのオフセット移動後に綴じ処理される。綴じ処理後は、シートセンタ側に所定量(例えばオフセットOf2と同一又は小さいシフト量)オフセットされその後下流側に搬出する。
またマニュアル綴じでは、オペレータは処理トレイ24からフロント側に位置する整合基準から所定量オフセットOf1、離れた手差しセット面にシートをセットする。これによって複数の綴じ処理を、シートのセット位置を搬送直交方向に、振り分けられ、綴じ処理を実行するから処理スピードが迅速で、シートジャムの少ない処理が可能である
なお、エコ綴じ処理のとき後述する制御手段75は、シートを後端基準位置から排紙方向に所定量オフセットOf3させて綴じ位置Epを設定している。これはシートの左コーナ綴じのためにステープラユニット26と、エコ綴じユニット(後述するプレスバインドユニット27)が干渉するのを避けるためである。従って、エコ綴じユニット27をステープル綴じユニット26と同様に綴じ位置と、これから退避した退避位置との間で移動可能に装置フレーム20にマウントすると、シートを排紙方向にオフセットOf3させる必要はなくなる。
なお、ここで装置フロント側Frは、装置設計時に設定されオペレータが各種操作を実行する外装ケーシング20bの正面側を云う。通常この装置フロント側にはコントロールパネル、シートカセットの装着カバー(扉)、或いはステープラユニットの針を補充する開閉カバーが配置されている。また、装置リア側Reとは、例えば装置を設置する際に建造物の壁面に面する側(設計上は背面に壁がある設置条件)を云う。
このように図示の装置は、シート搬入エリアArを基準に、エリア外部であって装置フロント側Frにマニュアル綴じ位置Mpを、装置リア側Reにエコ綴じ位置Epを配置している。このときシート搬入エリアArの基準(シート搬入基準Sx)とマニュアル綴じ位置Mpとの間の距離Ofxは、搬入基準Sxとエコ綴じ位置Epとの距離Ofyより長く(離れた位置;Ofx>Ofy)に設定してある。
このようにマニュアル綴じ位置Mpを処理トレイ24のシート搬入基準(Sx)から遠く離れた位置に、エコ綴じ位置Epを搬入基準近くの接近した位置に設定したのは、マニュアル綴じ位置Mpに外部からシート束をセットするとき、処理トレイ24から離れているためその操作が容易であるという利便性のためである。これと同時にエコ綴じ位置Epを搬入基準Sxから接近した(近い)位置に設定したのは処理トレイ上に搬入したシート(整合シート束)を綴じ位置にオフセット移動する際の移動量を少なくしてスピーディ(プロダクタビリティの向上)に綴じ処理する為である。
「ステープラユニットの移動機構」
ステープラユニット26(第1の綴じ処理手段)は、その構造について後述するがユニットフレーム26a(第1ユニットフレームという)に針カートリッジ39と、ステープルヘッド26bと、アンビル部材26cを装備している。このユニット26は、処理トレイ24のシート端面に沿って所定ストロークで往復動するように装置フレーム20aに支持されている。以下その支持構造について説明する。
図7に、ステープラユニット26を装置フレーム20に装着した正面構成を、図8に、その平面構成を示す。また図9及び図10は、ステープラユニットを案内するガイドレール機構の部分説明図を示す。
図7に示すように、装置フレーム20aを構成する左右の側枠フレーム20c,20dには、シャーシフレーム20e(以下「底枠フレーム」という)が配置されている。この底枠フレーム20eに、ステープラユニット26が所定ストロークで移動可能にマウントされている。底枠フレーム20eには、走行ガイドレール42(以下単に「ガイドレール」という)とスライドカム43が配置されている。ガイドレールには走行レール面42xが、スライドカム43には走行カム面43xが形成され、この走行レール面42xと走行カム面43xが互いに協同してステープラユニット26(以下この項では「移動ユニット」という)を所定ストロークで往復動可能に支持し、同時にその角度姿勢を制御している。
上記走行ガイドレール42とスライドカム43は、移動ユニットの移動範囲(シート搬入エリアと手差しエリアとエコ綴じエリア)SLで往復動するようにレール面42xとカム面43xが形成されている(図8参照)。上記走行ガイドレール42は、処理トレイ24の後端規制部材41に沿ってストロークSLを有するレール部材で構成され、図示のものは底枠フレーム20eに形成された開口溝で構成されている。その開口縁に走行レール面42xが形成され、この走行レール面は処理トレイの後端規制部材41と同一直線で互いに平行な関係に配置されている。また走行レール面と間隔を隔ててスライドカム43が配置され、図示のものは底枠フレーム20eに形成した溝カムで構成されている。この溝カムには走行カム面43xが形成されている。
移動ユニット26(ステープラユニット)には、駆動モータ(走行モータ)M11に連結された走行ベルト44に固定されている。この走行ベルト44は装置フレーム20eに軸支した一対のプーリに巻回され、プーリの一方に駆動モータが連結されている。従って、走行モータM11の正逆転でステープラユニット26はストロークSLで往復動することとなる。
上記走行レール面と走行カム面は、互いに平行な平行間隔部(スパンG1)43a、43bと、狭い首振り間隔部(スパンG2)43c、43dと、更に狭い間隔の首振り間隔部(スパンG3)43eに間隔が形成されている。そしてスパンG1>スパンG2>スパンG3の関係に構成されている。スパンG1ではユニットはシート後端縁と平行な姿勢に、スパンG2ではユニットは左右何れかに傾斜した姿勢で、スパンG3ではユニットは更に傾斜した角度姿勢となるように首振り角度変更する。
なお走行ガイドレール42は、開口溝構造に限らず、ガイドロッド、突起状リブ、その他種々の構造が採用可能である。またスライドカム43は溝カムに限らず、突起条リブ部材、など、所定のストローク方向に移動ユニット26を案内するカム面を備えていればその形状は種々のものが採用可能である。
上記移動ユニット26は、上記走行ガイドレール42とスライドカム43に次のように係合している。図7に示すように、移動ユニット26には、走行レール面42xと係合する第1転動コロ50(レール嵌合部材)と、走行カム面43xと係合する第2転動コロ51(カムフォロア部材)が設けられている。これと共に移動ユニット26には底枠フレーム20eのサポート(支持)面と係合する滑動コロ52(図示のものは2箇所にボール形状の滑動コロ52a、52bが形成されている)。また、移動ユニットには底枠部フレームの底面と係合するガイドコロ53が形成してあり、底枠フレームから移動ユニット26が浮上するのを防止している。
以上の構成から移動ユニット26は底枠フレーム20eに滑動コロ52a、52bとガイドコロ53で移動可能に支持されている。これと共に第1転動コロ50は走行レール面42xに、第2転動コロ52は走行カム面43xに沿って回転しながらレール面42xと
カム面43xに倣って走行移動する。
そこでレール面42xとカム面43xとの間隔は、平行間隔部(スパンG1)が前述のマルチ綴じ位置Ma1Ma2に対向する図示位置43aと、マニュアル綴じ位置Mpに対向する図示位置43bに形成されている。このスパンG1では図9(a)、図10(c)に示すように移動ユニット26は首振りすることなくシート端縁と直交する姿勢で保持されている。従ってマルチ綴じ位置とマニュアル綴じ位置ではシート束はシート端縁と平行なステープル針で綴じ処理される。
また、レール面42xとカム面43xとの間隔は、首振り間隔(スパンG2)が、右コーナ綴じ位置に対向する図示位置43eと、左コーナ綴じ位置に対向する図示位置43dに形成されている。そして移動ユニットは図9(a)、図10(a)に示すように、右傾き角度姿勢(例えば右45度傾き)と、左傾き角度姿勢(例えば左45度傾き)に傾斜した姿勢で保持されている。
また、レール面42xとカム面43xとの間隔は、首振り間隔(スパンG3)が、針装填に位置に対向する図示位置43cに形成されている。このスパンG3はスパンG2より短い間隔に形成され、この状態で移動ユニット26は図10(b)に示すように右傾き角度姿勢(例えば60度傾き)に保持されている。なお針装填位置で移動ユニット26を角度変更したのは、ユニットに針カートリッジ39を装着する角度方向にユニット姿勢を一致させるためであり、外装ケーシングに配置する開閉カバーとの関係で角度設定する。
以上の走行レール面42xと走行カム面43xで移動ユニットの角度姿勢を偏向する際に、移動長さを短くするために、第2の走行カム面を設けるか、ストッパカム面を設けて走行カム面と協調して角度偏向することがレイアウトのコンパクト性から好ましい。
図示するストッパカム面について説明する。図8に示すように側枠フレーム20eには装置フロント側の右コーナ綴じ位置Cp1と、マニュアル綴じ位置Mpでユニット姿勢を変更するために移動ユニットの一部(図示のものは滑動コロ52a)と係合するストッパ面43y、43zが図示位置に配置してある。これによって針装填位置で傾斜しているユニットを、マニュアル綴じ位置Mpで傾斜を矯正する必要があるが、前述のカム面とレール面のみで角度変更することは移動ストロークが冗長となる。
そこでストッパ面43yで移動ユニットを係止した状態でマニュアル綴じ側に進めるとユニットは傾斜した状態から元の状態に戻る。またこのユニットをマニュアル綴じ位置から反対方向に復帰動させるときには、ストッパ面43zがユニットを(強制的に)傾斜させてコーナ綴じ位置に向ける。
[ステープラユニット]
ステープラユニット26はステープル針で綴じ処理する装置としてすでに広く知られている。その一例を図13(a)に従って説明する。ステープラユニット26はシート束綴じ処理装置B(後処理装置)とは別にユニット構成されている。ボックス形状のユニットフレーム26aと、このフレームに揺動可能に軸支持されたドライブカム26dと、このドライブカム26dを回動する駆動モータM8がフレームにマウントされている。
そしてドライブカム26dには、ステープルヘッド26bとアンビル部材26cが綴じ位置に対向配置され、ステープルヘッドはドライブカムに付勢スプリング(不図示)で上方の待機位置から下方のステープル位置(アンビル部材)に上下動する。そしてユニットフレームには針カートリッジ39が着脱可能に装着されている。
針カートリッジ39には直線状のブランク針が収納され、針送り機構でヘッド26bに針を供給する。ヘッド部26bには、内部に直線針をコ字状に折り曲げるフォーマ部材と、折り曲げられた針をシート束に圧入するドライバーが内蔵されている。このような構成で駆動モータM8でドライブカム26dを回転し、付勢スプリングに蓄勢する。そして、回転角度が所定角度に達するとヘッド部26bは勢いよくアンビル部材26c側に下降する。この動作でステープル針はコ字状に折り曲げられた後にドライバーでシート束に刺入する。そしてその先端はアンビル部材26cで折り曲げられステープル綴じされる。
また、針カートリッジ39とステープルヘッド26bとの間には針送り機構が内蔵されこの針送り部には針なしを検出するセンサ(エンプティセンサ)が配置されている。またはユニットフレーム26aには、針カートリッジ39が挿入されているか否かを検出するカートリッジセンサ(不図示)の配置されている。
図示の針カートリッジ39は、ボックス形状のカートリッジに帯状に連結したステープル針を積層状に積み重ねて収納する構造と、ロール状に収納する構造が採用されている。
またユニットフレーム26aには、上述の各センサを制御する回路と駆動モータM8を制御する回路基盤が設けられ、針カートリッジ39が収納されていないとき、ステープル針がエンプティのときには、警告信号を発するようになっている。またこのステープル制御回路は、ステープル針信号でステープル動作を実行するように駆動モータを制御し、ステープルヘッドが待機位置からアンビル位置に移動して、再び待機位置に復帰したときに「動作終了信号」を発信するように構成されている。
[プレスバインダユニット]
図13(b)に従ってプレスバインダユニット27の構成について説明する。プレスバインダ機構としては、数枚のシートの綴じ部に切り欠き開口を形成し、その一辺を折り合わせることによって結束する折曲げ結束機構(特開2011−256008号公報参照)と、凹凸面を有する圧着歯27b、27cを互いに圧接離間自在に形成し、その間でシート束を圧着変形させて結束するプレスバインド機構が知られている。
図13(b)にはプレスバインダユニットを示し、ベースフレーム部材27aに可動フレーム部材27dを揺動可能に軸支持し、支軸27xで両フレームは圧接離間可能に揺動する。可動フレーム部材27bにはフォロワーコロ27fが配置され、このフォロアコロはベースフレーム27aに配置されているドライブカム27eが係合している。
上記ドライブカム27eにはベースフレーム部材27aに配置した駆動モータM9が減速機構を介して連結され、モータの回転でドライブカム27eが回転し、そのカム面(図示のものは偏心カム)で可動フレーム部材27dを揺動させるように構成されている。
そしてベースフレーム部材27aには下部圧着歯27cが、可動フレーム部材27dには上部材圧着歯27bがそれぞれ対向する位置に配置されている。このベースフレーム部材27aと可動フレーム部材27dの間には図示しないが付勢スプリングが配置され、両圧着歯が離間する方向に付勢されている。
上記上部圧着歯27bと下部圧着歯27cは図13(b)に拡大図を示すように一方に突起条が、他方にはこれと適合する凹陥溝が形成されている。この突起条と凹陥溝は所定長さの畝(リブ)形状に形成されている。従って上部圧着歯27bと下部圧着歯27cで挟圧されたシート束は波板形状に変形して密着することとなる。上記ベースフレーム部材27a(ユニットフレーム)には図示しないポジションセンサが配置され、上下圧着歯27b、27cが加圧位置か離間位置にあるか否かを検出するように構成されている。
[スタックトレイ]
図14に従ってスタックトレイの構成について説明する。スタックトレイ25は処理トレイ24の下流側に配置され、処理トレイに集積されたシート束を積載収納する。このスタックトレイ25の積載量に応じて順次繰り下がるようにトレイ昇降機構を備えている。このトレイの積載面(最上シート高さ)は処理トレイの紙載面と略同一平面となる高さ位置に制御される。また積載されたシートは、その自重で排紙方向後端縁がトレイ整合面20f(立ち面)に突き当たった角度に傾斜している。
その具体的構成を移動すると、装置フレーム20aには積載方向上下に昇降レール54が固定され、昇降レールにトレイ基台25xが昇降可能にスライドコロ55などで摺動可能に嵌合されている。これと共にトレイ基体25xには昇降方向にラック25rが一体に形成してあり、このラックには装置フレームに軸支持した駆動ピニオン56が噛合してある。そして駆動ピニオン56にはウオームギア57とウオームホイール58を介して昇降モータM10が連結してある。
従って、昇降モータM10を正逆転すると、駆動ピニオン56に連結されたラック25rが装置フレームの上方と下方に上下動する。この構成でトレイ基体25xは片持状態で昇降動作することとなる。トレイ昇降機構としては、ラックピニオン機構、以外にプーリ懸架ベルト機構などが採用可能である。
トレイ基体25xにはスタックトレイ25が一体に取り付けられ、その積載面25a上にシートを積載収納するように構成されている。また装置フレームには、シートの積載方向上下にシートの後端縁を支持するトレイ整合面20fが形成され、図示のものは外装ケーシングでトレイ整合面を形成している。
また、トレイ基体25xに一体に取り付けられているスタックトレイ25は図示角度方向に傾斜して形成され、シートの自重でその後端がトレイ整合面20fに突き当たるように角度設定(例えば20度〜60度)されている。
[シート押え機構]
上記スタックトレイ25には、集積された最上シートを押圧する紙押え機構53が設けられている。図示の紙押え機構は、最上シートを押圧する弾性押圧部材53aと、この弾性押圧部材を装置フレーム20aに回動可能に軸支する軸支部材53bと、この軸支部材を所定角度方向に回転する駆動モータM2と、その伝動機構で構成されている。図示の駆動モータM2は、シート束搬出機構の駆動モータを駆動源として駆動連結し、シート束をスタックトレイ25に搬入(搬出)する際には弾性押圧部材53aは、トレイ外方に退避し、シート束の後端がスタックトレイの最上シートの上に収納された後に、待機位置から図示反時計方向に回転して最上シートの上に係合してこれを押圧する。
また、上記弾性押圧部材53aは、処理トレイ上のシート束をスタックトレイ向けて搬出する駆動モータM2の初期回転動作で、スタックトレイ上の最上シートの紙面から退避位置に退避する。
[レベルセンサ]
上記スタックトレイ25には最上シートの紙面高さを検出するレベルセンサが配置され、このレベルセンサの検知信号によって前述の巻き上げモータを回転させてトレイ積載面25aを繰り上げ上昇させる。このレベルセンサ機構は種々のものが知られているが、図示のものは装置フレームのトレイ整合面20fからトレイ上方に検出光を照射し、その反射光を検出してその高さ位置にシートが存在するか否かを検出する検出方法を採用している。
[積載シート量センサ]
上記スタックトレイ25には、レベルセンサと同様にトレイ上からシートが取り出されたことを検出するセンサが配置されている。その構造は詳述しないが、例えば前述の紙押さえ弾性押圧部材53と一体的に回転するセンサレバーを設け、このセンサレバーをセンサ素子で提出することによって積載面上にシートが存在するか否かを検知することができる。そして後述する制御手段75はシート束の搬出の前後でこのセンサレバーの高さ位置が異なった(変化した)ときには、例えば排紙動作を停止するかトレイを所定位置に上昇させる。なお、このような操作は異常操作であって、装置の稼働中に使用者が不用意にスタックトレイからシートを取り出したときなどに生ずる不具合である。また、スタックトレイ25にはトレイが、異常下降しないように下限位置が配定してあり、この下限位置にはトレイを検出するリミットセンサSe3が配置さている。
[画像形成システム]
画像形成ユニットAは、図1に示すように給紙部1と画像形成部2と排紙部3と信号処理部(不図示)で構成され装置ハウジング4に内蔵されている。給紙部1はシートを収納するカセット5で構成され図示のものは複数のカセット5a,5b,5cで構成され、異なるサイズのシートを収納可能に構成されている。各カセット5a〜5cにはシートを繰出す給紙ローラ6と、シートを1枚ずつ分離する分離手段(分離爪、分離ローラなど;不図示)が内蔵されている。
また、給紙部1には給紙経路7が設けられ各カセット5からシートを画像形成部2に給送する。この給紙経路7の経路端にはレジストローラ対8が設けられ各カセット5から送られたシートを先端揃えすると共に画像形成部2の画像形成タイミングに応じて給紙するまで待機させる。
このように給紙部1は装置仕様に応じて複数のカセットで構成され制御部で選択されたサイズのシートを下流側の画像形成部2に給送するように構成されている。この各カセット5はシートを補給可能なように装置ハウジング4に着脱可能に装着されている。
画像形成部2はシート上に画像形成する種々の画像形成機構が採用可能である。図示のものは静電式画像形成機構を示している。図1に示すように装置ハウジング4に感光体(ホトコンダクタ)で構成されるドラム9a〜9dが色成分に応じて複数配置されている。各ドラム9a,9b,9c,9dには発光器(レーザヘッドなど)10と現像器11が配置されている。そして各ドラム9a〜9dに発光器10で潜画像(静電画像)を形成し、現像器11でトナーインクを付着する。この各ドラム上に付着されたたインク画像は、色成分毎に転写ベルト12に転写され画像合成される。
このベルト上に形成された転写画像は給紙部1から送られたシートにチャージャ13で画像転写され、定着器(加熱ローラ)14で定着された後に排紙部3に送られる。
排紙部3は、装置ハウジング4に形成された排紙空間15にシートを搬出する排紙口16と、この排紙口に画像形成部2からシートを案内する排紙経路17で構成されている。なお排紙部3には後述するデュープレックス経路18が連設され、表面に画像形成したシートを表裏反転して再び画像形成部2に給送するようになっている。
デュープレックス経路18は画像形成部2で表面側に画像形成したシートを表裏反転して画像形成部2に再送する。そして画像形成部2で裏面側に画像形成した後に排紙口16から搬出する。このためデュープレックス経路18は画像形成部2から送られたシートを、搬送方向を反転して装置内に返送するスイッチバックパスと、装置内に返送されたシートを表裏反転するUターンパス18aで構成されている。図示の装置はこのスイッチバックパスを後述する後処理ユニットCの排紙経路22に形成している。
[画像読取ユニット]
画像読取ユニットCはプラテン19aと、このプラテンに沿って往復動する読取キャリッジ19bで構成されている。プラテン19aは透明ガラスで形成され、静止画像を読取キャリッジ19bの移動で走査する静止画像読取面と、所定速度で走行する原稿画像を読み取る走行画像読取面で構成されている。
読取キャリッジ19bは光源ランプと、原稿からの反射光を変更する反射ミラーと、光電変換素子(不図示)で構成されている。光電変換素子はプラテン上の原稿幅方向(主走査方向)に配列されたラインセンサで構成され、これと直交する副走査方向に読取キャリッジ19bが往復移動することによって線順位で原稿画像を読取ようになっている。また、プラテン19aの走行画像読取面の上方には原稿を所定速度で走行させる原稿自動給送ユニットDが搭載されている。この原稿自動給送ユニットDは給紙トレイ上にセットした原稿シートを1枚ずつプラテン19aに給送し、画像を読み取った後に排紙トレイに収納するフィーダ機構で構成されている。
[制御構成の説明]
上述した画像形成システムの制御構成を図15のブロック図に従って説明する。図15に示す画像形成システムは、画像形成ユニットAの制御部70(以下「本体制御部」という)と後処理ユニットB(シート束綴じ処理装置;以下同様)の制御部75(以下「綴じ処理制御部」という)を備えている。本体制御部70は印字制御部71と給紙制御部72と入力部73(コントロールパネル)を備えている。
そして入力部73(コントロールパネル)から「画像形成モード」と「後処理モード」の設定を行う。画像形成モードはカラー・モノクロ印刷、両面・片面印刷などのモード設定と、シートサイズ、シート紙質、プリントアウト部数、拡大・縮小印刷、などの画像形成条件を設定する。また「後処理モード」は、例えば「プリントアウトモード」「ステープル綴じ処理モード」「エコ綴じ処理モード」「ジョグ仕分けモード」などに設定する。なお図示の装置には「マニュアル綴じモード」が設けられ、このモードは画像形成ユニットAの本体制御部70とは別にオフラインでシート束の綴じ処理動作を実行する。
また、本体制御部70は綴じ処理制御部75に後処理モードとシート枚数、部数情報及び画像形成するシートの紙厚さ情報などをデータ転送する。これと同時に本体制御部70は画像形成を終了する都度、ジョブ終了信号を綴じ処理制御部75に転送する。
上述の後処理モードについて説明すると、上記「プリントアウトモード」は、排紙口23からのシートを、綴じ処理することなく処理トレイ24を介してスタックトレイ25に収容する。この場合にはシートを処理トレイ24に重ね合わせて集積し、本体制御部70からのジョグ終了信号で集積後のシート束をスタックトレイ25に搬出する。
上記「ステープル綴じ処理モード(第2排紙モード)」は、排紙口23からのシートを処理トレイ上に集積して部揃えし、このシート束を綴じ処理した後にスタックトレイ25に収容する。この場合には画像形成されるシートは原則として同一紙厚さで同一サイズのシートにオペレータによって指定される。このステープル綴じ処理モードは、「マルチ綴じ」「右コーナ綴じ」「左コーナ綴じ」のいずれかが選択され指定される。各綴じ位置については前述した通りである。
上記「ジョグ仕分けモード」は、画像形成ユニットAで画像形成されたシートを処理トレイ上にオフセットさせて集積するグループと、オフセットさせることなく集積するグループとに区分けられ、スタックトレイ25には交互にオフセットされたシート束とオフセットされないシート束が積み上げられる。特に図示の装置は、装置フロント側にオフセットエリア(図5参照)を設け、処理トレイ上に排紙口23からセンター基準Sxで搬出されたシートをその姿勢で集積するグループと、同様にセンター基準Sxで搬出されたシートを装置フロント側Frに所定量オフセットさせて集積するグループに区分けている。
このように装置フロント側Frにオフセットエリアを配置したのは、装置フロント側でマニュアル綴じ処理、針カートリッジの交換処理などの作業エリアを確保する為である。またこのオフセットエリアは、シート束を区分けする寸法(数センチ程度)に設定されている。
「マニュアル綴じモード」
外装ケーシング20bには装置フロント側に、オペレータが綴じ処理するシート束をセットする手差しセット部29が設けられている。この手差しセット部29のセット面29aには、セットされたシート束を検出するセンサが配置され、このセンサからの信号で後述する綴じ処理制御部75は、ステープラユニット26をマニュアル綴じ位置に位置移動する。そしてオペレータが作動スイッチ30を押下すると、綴じ処理を実行するように構成されている。
従ってこのマニュアル綴じモードは綴じ処理制御部75と本体制御部70とはオフラインで制御される。ただし、マニュアル綴じモードとステープル綴じモードが同時に実行するときには、いずれか一方が優先するようにモード設定されている。
[綴じ処理制御部]
綴じ処理制御部75は、画像形成制御部70で設定された後処理モードに応じて後処理ユニットCを動作させる。図示の綴じ処理制御部75は制御CPU(以下単に制御手段という)で構成されている。制御CPU75には、ROM76とRAM77が連結され、ROM76に記憶された制御プログラムとRAM77に記憶された制御データで後述する排紙動作を実行する。このため、制御CPU75には前述したすべての駆動モータの駆動回路に連結され、各モータを起動、停止および正逆転制御する。
[後処理動作説明]
制御CPU75からなる制御部75は図16,図17,図21〜図24のフローチャートの動作を実行する。以下、各フローチャートに従って各綴じ処理の動作状態を説明する。なお説明の都合上、「パドル」とはシート搬入手段(パドル回転体36など)を、「ローレット」とは掻き込み回転体33を、「整合板」とは、サイド整合部材45を、「アシスト」とは、第1、第2搬送部材60A,60Bを、「ボタン」とはステープル装置の操作スイッチを、「LED」とはステープル動作が実行中である表示ランプを意味する。
「ステイプルモード」
図16において、画像形成の最終紙が画像形成され、上部画像形成ユニット本体から搬出される(St01)。このとき画像形成ユニットからジョブエンド信号が発せられ、綴じ動作制御部75は、パドル36を所定位置に位置決め待機させる(パドル羽根の待機)(St02)。これと共に左右の整合板46R,46Fを待機位置に移動する(St03)。そして画像形成ユニットAの排紙口16から繰り出されたシートはシート搬入経路(排紙経路)22の搬入口21から搬入しシートセンサSe1でシート後端が排紙ローラ32から搬出されるのを検出する(St04)。
制御手段75はシート後端が排紙ローラ32を離脱した段階で処理トレイ上に待機しているパドル36を下降させる(St05)。この動作はパドル昇降モータM3を起動して実行する。またパドル下降動作と同時に制御手段75はローレット33を上昇させて処理トレイ上の最上紙から上方に退避させる(St08)。
以上の動作で画像形成ユニットAから送られたシートはシート搬入経路22に送られそのシート後端が排紙ローラ32を通過した後に、ローレット33をトレイ上方に退避させた状態でパドル36を排紙反対方向に回転させてシートをバック搬送する。これによってシート搬入経路22に送られたシートは排紙口23で搬送方向を反転して、排紙口下段の処理トレイ24に収納される。
次に制御手段75は排紙口23からシートを排紙反対方向にバック搬送したのち、所定時間後にパドルを上昇させてシートから退避させる(St06)。これと同時に排紙反対方向に回転しているローレット33を待機位置から下降させて処理トレイ上に搬入されたシートと係合させる(St09)。
以上の動作で、シートは排紙ローラ32で排紙口23から送り出され、パドル36によって排紙口23から排紙反対方向に反転搬送され処理トレイ上に搬入される。そしてローレット33で処理トレイの所定位置(後端規制部材41)に向けて送られることとなる。以上の排紙動作は排紙口23からセンター基準Sxで異なるサイズのシートが搬出される。排紙口23から片側基準で搬出することも可能であるが説明の都合上、センター基準Sxで搬出される場合について説明する。
次に制御手段75は、排紙センサSe1の検出信号を基準に処理トレイ上に搬入されたシートが、その後端が所定の後端規制ストッパ(後端規制部材)41に突き当たる見込み時間でパドル36をホームポジション(HP)に移動する(St07)。またローレット33も同様にホームポジションHPに移動する(St10)。
次に制御手段75は、サイド整合機構45で、後端が後端規制部材41に突き当たった状態のシートを幅寄せ整合する。この整合動作は、「マルチ綴じモード(2カ所綴じモード)」が指定されているときと、「コーナ綴じモード(1カ所綴じモード)」が指定されているときでは、シートの整合位置を異ならせる。制御手段75は「マルチ綴じモード」が指定されているときには、処理トレイ上に搬入したシートを排紙基準(図示のものはセンタ基準Sx)でサイズ幅に適合した整合位置と、これから外側に離れた待機位置との間で左右のサイド整合部材46F,46Rを往復動する(センター整合)。つまり制御手段75は、画像形成ユニットAから送られたサイズ情報に基づいてサイド整合部材46F,46Rをサイズ幅より広い待機位置からサイズ幅に適合する整合位置に移動することにシートを幅寄せ整合する(St11〜13)。
また、制御手段75は「コーナ綴じモード」が指定されているときには、サイズ情報から左右のサイド整合部材46F,46Rのうち、綴じ位置側のサイド整合部材を綴じ位置に移動して静止させ、反対側のサイド整合部材を処理トレイ24に搬入にしたシートのサイズ幅を基準に、これから退避した待機位置から整合位置に位置移動する。この(可動側整合部材の)整合位置は、静止した(綴じ位置側整合部材の)整合位置との間にサイズ幅に適合する距離関係に設定されている(コーナ綴じ位置整合)。従ってコーナ綴じ処理のときには左右いずれか指定された綴じ位置に一方のサイド整合部材を位置移動して静止させ、シートが処理トレイ24に進入した後に反対側のサイド整合部材をサイズ幅に適合する量、位置移動させて整合(片側基準)している。(St14〜St16)
なお制御手段75は、処理トレイ上に搬入されるシート枚数に応じて、サイド整合部材46F,46Rによる整合動作の回数を異ならせている(図19参照)。これは、所定枚数を超えるシートの整合性を高めることを目的としている。この制御を詳述すると、排紙センサSe1で検出した処理トレイ上に搬入済みのシートが所定枚数を超える時には、通常の整合動作の後、再びサイド整合部材46F,46Rを整合基準位置に移動させて整合している。
また、上述所定枚数の閾値は、シートサイズによって異ならせており、比較的動きにくい(整合しにくい)所定サイズを超えるシートは、少ない枚数でも上述の整合動作を異ならせる制御を行う。たとえば、所定サイズ以下のシートは処理トレイ上に搬入された枚数が21枚目から上述再度の整合動作を行ない、所定サイズを超えるシートは処理トレイ上に搬入された枚数が11枚目から上述の再度の整合動作を行なう。この排出枚数のカウントは、排紙センサSe1を用いるほか、画像形成装置本体から送られる枚数情報によって判断する構成としてもよい。
次に制御手段75は、綴じ動作を実行する(St17)。マルチ綴じのときには予め綴じ位置に静止しているステープラユニット26を作動してその位置に綴じ処理し、次いでユニットをシート後端縁に沿って所定距離移動して第2綴じ位置に綴じ処理する(St18〜St20)。コーナ綴じのときには予めその綴じ位置に静止しているステープラユニット26を作動して綴じ処理する。
次に制御手段75はステープラユニット26から動作終了の信号を受信すると、シート束搬出手段60を作動して処理トレイ24から下流側のスタックトレイ25に向けてシート束を搬出する(St21)。このシート束搬出動作が完了すると制御手段75はシート束搬出手段60を初期位置に復帰移動する(St22)。これと同時にサイド整合部材46を初期位置(処理トレイ24にシートを搬入にする待機位置)に復帰移動する(St23)。
また、制御手段75は、スタックトレイ上に配置されている束押さえ手段(弾性押圧部材)53を駆動モータ(図示のものはパドル回転体36と同一の駆動モータM2)で回転させて(St24)、スタックトレイ25に搬入されたシート束の最上紙を押圧して保持する(St25)。
「エコ綴じモード」
エコ綴じ動作のときには、制御手段75は前述の動作と同様に処理トレイ24上に搬入されたシートを後端規制部材41に突き当て位置決めするステップSt01からステップSt10までの動作は前述のものと同様であるので同一符号を付して説明を省略する。
制御手段75は、針なし綴じ処理が指定されたときには、処理トレイ上にシートを搬入にする前に、綴じユニット側に位置する左サイド整合部材46Rをエコ綴じ位置Epに近接した整合位置(エコ整合ポジションAp2)に位置移動して静止した状態で待機させる(St26)。この動作と同時に制御手段75は、シート束案内ガイドを、トレイ上方の退避位置からトレイ上の作動位置に位置移動する(St27)。このガイド高さのシフトは、図示のものはステープラユニット26の位置移動に連動してガイド面の高さ位置が、高い退避位置から低い作動位置に位置移動するように構成している。このため制御手段75はステープラユニット26を、所定のポジション(ホームポジション)からシート束案内ガイドと係合する位置に移動する。本願のものは図5のMa2(図示左のマルチ綴じ位置)とCP2(図示左のコーナ綴じ位置)の間位置Gpにあるときにシート束案内ガイドと係合するように設定している。
その後、制御手段75は、対向する反対側の右サイド整合部材46Fをトレイ上に搬入されるシート側縁から離れた待機位置に移動する(St28)。そしてその整合モータを駆動して、右サイド整合部材46Fを整合位置に位置移動する(St29)。この整合位置はエコ整合ポジションに静止する左サイド整合部材46Rとの距離がシートの幅サイズと一致する位置に設定してある。
このように本発明は、エコ綴じのとき処理トレイ上に搬入シートをその綴じ位置に整合することなく、綴じ位置から離れたエコ整合ポジションAp2に整合することを特徴としている。このエコ整合ポジションAp2を、排紙口23からのシートを搬出基準(例えばセンタ基準)に設定すると、マルチ綴じ処理の整合ポジションと同じになる。これをエコ綴じ位置Epと近接した位置に設定すると、整合するときエコ綴じユニット27にシートが干渉してシートジャムを引き起こすことがなく、整合したのちにはエコ綴じ位置にシート束を移動する距離が短くすることができる。従ってエコ整合ポジションAp2は、シートが綴じユニットに干渉しない範囲で、できるだけ近接した位置に設定することが好ましい。
次に制御手段75はエコ整合ポジションAp2に整合したシート束を、サイド整合部材46でエコ綴じ位置Epにオフセット移動する(St30)。そして装置フロント側に位置するサイド整合部材46Fを所定量シートから離れた状態に退避させる(St31)。そこでサイド整合機構45はシート束搬送手段60を駆動してシート束を所定量排紙方向下流側に移動させる(St32)。これと共にステープラ26を初期位置に位置移動してシート束案内ガイド(不図示)をトレイ上方の退避位置に待機させる(St33)。
次に、制御手段75は右サイド整合部材46Fをホームポジションに移動させる(St34)。そこで、制御手段75は針なし綴じ手段(プレスバインダユニット)27にコマンド信号を発信して綴じ処理動作を実行させる(St35)。この後、制御手段75は、バインダユニット27から処理エンド信号を受信すると、左サイド整合部材46Rをホームポジションに移動させ(St36)、針なし綴じ手段27で挟圧されて凹凸形状の圧着歯27b,27cに密着した状態のシート束を、該圧着歯から引き剥がす引き剥がし処理を行う(St37)。
図18−1(a)〜(c)、図18−2(d)、(e)は、処理トレイ24にシート束を集積して綴じ処理するまでの過程を示している。図18−1(a)に示すように、装置ハウジング20の排紙口23から処理トレイ24上に搬出された各シートShは、シート搬入手段35のパドル回転体36によって排紙方向とは反対方向に移送され、図18−1(b)に示すように、シート後端がシート端規制手段40の規制ストッパ即ち後端規制部材41の規制面41aに当接して停止するまで、掻き込み搬送手段33によって搬送される。
次に、図18−1(b)の待避位置にある左右サイド整合部材46F,46Rが、シートShを両側から挟むように内側に移動して、それぞれ内側の規制面46xをシート両側縁に係合させ、図18−1(c)に示すように、シートShをその左右方向中心が処理トレイ24のシートセンタSxと整合するように移動させる。この後、左右サイド整合部材46F,46Rは前記待避位置に復帰する。
1つのシート束として綴じられる所定枚数のシートが処理トレイ24上に、上述したように位置を整合させて集積されるまで、図18−1(a)〜(c)の上記過程を繰り返す。前記所定枚数のシートShが処理トレイ24上に集積されると、左右サイド整合部材46F,46Rは前記待避位置に復帰せず、図18−2(d)に示すように、前記シートを1つのシート束Sbとして両側から挟んだまま、排紙方向とは直交する方向に針なし綴じ位置Ep側に向けて搬送する。
図18−2(d)の位置で、シート束Sbの一方の側端縁は、離間された針なし綴じ手段27の上下圧着歯27b,27cの間に、該圧着歯から十分に離隔して配置されている。この状態で、シート束搬出手段60の第1搬送部材60Aを駆動し、シート束Sbをその後端から排紙方向に押し出して、或る距離だけ移動させる。これにより、図18−2(e)に示すように、綴じようとするシート束Sbのコーナ部Scを針なし綴じ位置Epに位置決めする。そして、針なし綴じ手段27を駆動して綴じ処理を行い、咬合する圧着歯27b,27cの間でシート束Sbのコーナ部Scを圧着変形させて結束させる。
綴じ処理後、離間させた圧着歯27b,27cの一方に密着しているシート束Sbのコーナ部Scを引き剥がすための引き剥がし処理を行う。図19−1(a)、(b)、図19−2(c)、(d)は、本発明の第1実施形態によってシート束を引き剥がし処理し、処理トレイ24上を搬送してスタックトレイ25へ排出するまでの過程を示している。
先ず、図19−1(a)に示すように、針なし綴じ手段27の上下圧着歯27b,27cが離間すると同時に、左右サイド整合部材46R,46Fをそれぞれ外側へ、シート束Sbの各側端縁から少しの距離だけ離れるように移動させる。次に、図19−1(b)に示すように、再びシート束搬出手段60の第1搬送部材60Aを駆動して、シート束Sbをその後端から排紙方向に少し押し出し、シート束Sbにコーナ部Sc即ち針なし綴じ部を中心にした、図中時計回りの回転動作を付与する。即ち、シート束Sbは、その左右両側縁の左右サイド整合部材46F,46Rが離れることで左右方向に解放され、第1搬送部材60Aが当接しているシート束Sbの後端縁側にのみ押出し力が作用することによって、前記回転動作を生じる。但し、シート束Sbが回転する範囲は、そのコーナ部Sc側の側端縁がそれと同じ側のサイド整合部材46Rに当接することによって制限される。
この回転動作は、シート束Sbのコーナ部Scを、密着していた前記一方の圧着歯に対してひねるように作用する。それにより、コーナ部Scの前記上下圧着歯間に挟圧されて波板形状に変形したシート束部分は、その全体を一気に強い力で引き剥がすのではなく、シート束の面方向に回転させながら少しずつ徐々に剥がすことが可能になる。その結果、シート束Sbのコーナ部Scを前記圧着歯から比較的簡単に引き剥がすことができる。前記回転動作は、シート束Sbを処理トレイ24上からスタックトレイ25へ排出するための第1搬送部材60Aの比較的小さい力で十分である。従って、上述した従来技術のように、綴じ具を移動させるための大きな力や追加の構造を用いる必要が無く、装置全体の大型化、重量化やコストの増加を回避することができる。
このとき、引き剥がし処理したシート束Sbは、図19−1(b)に示すように、その姿勢が前記回転動作によって、処理トレイ24上で排紙方向に関して斜めに傾いたままである。スタックトレイ25に全部のシート束Sbを揃えて収納するために、各シート束は姿勢を排紙方向に関して真っ直ぐに矯正して排出することが好ましい。
そのために、本実施形態では、左右サイド整合部材46R,46Fをそれぞれ図18−1(a)の退避位置と図18−2(e)の整合位置との適当な中間位置に停止した状態で、シート束Sbの排紙処理を行う。シート束Sbの排紙処理は、上述したように、1つの第1搬送部材60Aとその左右両側に配置した1対の第2搬送部材60Bとからなるシート搬出手段60によって行う。
最初に、第1搬送部材60Aが、図11(a)の第1区間Tr1を過ぎるまでシート束Sbの後端を押して走行移動する。第2区間Tr2に入ると、第2搬送部材60Bが追いついてシート束Sbの後端に係合し、第1搬送部材60Aに代わって、シート束Sbを更に排紙方向に搬送する。
第1搬送部材60Aは、図19−1(b)に示すように、シート束Sbの後端とその左右方向の中心から前記針なし綴じ部即ちコーナ部Scとは反対側にオフセットした位置で係合している。シート束Sbの左右両側への変位は、前記中間位置にある左右サイド整合部材46R,46Fによって制限されている。従って、シート束Sbが、第1搬送部材60Aに押されている間、その姿勢の変化は左右サイド整合部材46R,46Fに規制される範囲でしか起こらない。従って、シート束Sbを針なし綴じ手段27から引き剥がす際に必要なだけ回転させ、不必要に回転を起こさぬよう、左右サイド整合部材46R,46Fによって調整することができる。
第2搬送部材60Bは、その一方、即ちシート束Sbのコーナ部Scに近い側が他方よりも先に、第1搬送部材60Aに追いつく前にシート束Sbの後端に係合する。この係合位置は、シート束Sbの左右方向の中心からコーナ部Sc側にオフセットしているから、前記一方の第2搬送部材60Bは、シート束Sbをその姿勢を真っ直ぐに戻す向きに作用する。
前記一方の第2搬送部材60Bが第1搬送部材60Aを追い越して、シート束Sbの姿勢が真っ直ぐになったとき、図19−2(c)に示すように、他方の第2搬送部材60Bがシート束Sbの後端に追い付いて係合する。シート束Sbは、図19−2(d)に示すように、このまま真っ直ぐな姿勢で搬送され、処理トレイ24上からスタックトレイ25に排出される。
図20(a)〜(d)は、本発明の第2実施形態によってシート束Sbを前記圧着歯から引き剥がし処理し、処理トレイ24上を搬送してスタックトレイ25へ排出するまでの過程を示している。本実施形態では、綴じ処理後、針なし綴じ手段27の圧着歯27b,27cが離間すると同時に、図20(a)に示すように、左右サイド整合部材46R,46Fをそれぞれ外側へ、シート束Sbの各側端縁から少しの距離だけ離れるように移動させ、かつ第1搬送部材60Aを排紙方向とは反対側に後退させる。
次に、図20(b)に示すように、コーナ部Scと同じ側のサイド整合部材46Rを内側に移動させて、シート束Sbの隣接する側端縁に係合させ、更に排紙方向と直交する向きに少し押し出して、シート束Sbにコーナ部Sc即ち前記針なし綴じ部を中心にした、図中反時計回りの回転動作を付与する。シート束Sbが回転する範囲は、その後端が第1搬送部材60A若しくは後端規制部材41に当接すること、又はシート束Sbのコーナ部Scとは反対側の側端縁が他方のサイド整合部材46Fに当接することによって制限される。
この回転動作は、シート束Sbのコーナ部Scを、密着していた前記一方の圧着歯に対してひねるように作用する。それにより、コーナ部Scの前記上下圧着歯間に挟圧されて波板形状に変形したシート束部分は、その全体を一気に強い力で引き剥がすのではなく、シート束の面方向に回転させながら少しずつ徐々に剥がすことが可能になる。その結果、シート束Sbのコーナ部Scを前記圧着歯から比較的簡単に引き剥がすことができる。前記回転動作は、シート束Sbを処理トレイ24上で排紙方向と直交する向きに移動させるためのサイド整合部材46Rの比較的小さい力で十分である。従って、上記第1実施形態と同様に、綴じ具を移動させるための大きな力や追加の構造を用いる必要が無く、装置全体の大型化、重量化やコストの増加を回避することができる。
このとき、引き剥がし処理したシート束Sbは、図20(b)に示すように、その姿勢が前記回転動作によって、処理トレイ24上で排紙方向に関して斜めに傾いている。従って同様に、スタックトレイ25に全部のシート束Sbを揃えて収納するために、各シート束は姿勢を排紙方向に関して真っ直ぐに矯正して排出することが好ましい。
このシート束Sbの矯正及びスタックトレイ25への排紙処理は、上記第1実施形態と同様に、1つの第1搬送部材60Aとその左右両側に配置した1対の第2搬送部材60Bとからなるシート搬出手段60によって行う。最初に、図11(a)の第1区間Tr1を、第1搬送部材60Aがシート束Sbの後端を押して走行移動する。第2区間Tr2に入ると、第2搬送部材60Bが追いついてシート束Sbの後端に係合し、第1搬送部材60Aに代わって、シート束Sbを更に排紙方向に搬送する。
上述したように、第1搬送部材60Aは、シート束Sbの後端とその左右方向の中心からコーナ部Scとは反対側にオフセットした位置で係合し、シート束Sbの左右両側への変位は、左右サイド整合部材46R,46Fによって制限されている。本実施形態において、シート束Sbは、引き剥がし処理により図中反時計回りに回転したが、第1搬送部材60Aに押されることによって幾分戻され、傾いた姿勢が多少矯正されることが期待される。
1対の第2搬送部材60Bは、シート束Sbの左右方向の中心に関して両側に配置されているから、シート束Sbがいずれの向きに傾いていたとしても、そのいずれか一方が他方よりも先に、第1搬送部材60Aに追い付く前にシート束Sbの後端に係合する。そして、前記一方の第2搬送部材60Bによりシート束Sbの姿勢が真っ直ぐになったとき、図20(c)に示すように、他方の第2搬送部材60Bがシート束Sbの後端に追い付いて係合する。シート束Sbは同様に、図20(d)に示すように、このまま真っ直ぐな姿勢で搬送され、処理トレイ24上からスタックトレイ25に排出される。
このとき、左右サイド整合部材46R,46Fは、前記引き剥がし処理の際にシート束Sbの左右側端縁から離した位置にそのまま保持されている。別の実施形態では、第2搬送部材60Bがシート束Sbの後端に係合するのと略同時に又はそれより少し遅れて、両方又は一方のサイド整合部材46R,46Fを移動させて、シート束Sbの側端縁に近付けることができる。このようにサイド整合部材46R,46Fによりシート束Sbを左右方向から矯正することによって、シート束Sbをより良い姿勢でスタックトレイ25に排出させることも可能である。
また別の実施形態では、シート束Sbの引き剥がし処理を行う第1搬送部材60Aの移動速度を、シート束Sbの表面状態、即ち表面荒さやすべり具合等によって異なるように設定することができる。例えば、シートを形成している紙繊維の粗さや硬さによって、シートの圧着歯への食いつき、噛み込みの程度が異なってくる。そこで、比較的強く食い付き易い表面の粗いシートの場合は、シート束を比較的ゆっくりと回転動作させるように、第1搬送部材60Aを比較的低速度で移動させることにより、該第1搬送部材を駆動するモーターの負荷が過大にならないようにすることが好ましい。逆に、所謂コート紙のように表面を平滑加工したシートの場合、圧着歯への食いつきを起こし難く、従って圧着歯からの引き剥がしも容易である。そのため、モーターに過度の負荷を掛けることなく、第1搬送部材60Aを比較的高速度で移動させることができ、シート束Sbを効率良く排出することができ、生産性を高くすることができる。
「プリントアウト排紙」
図21に基づいて説明する。画像形成ユニットAからシート搬出(St40)するとシートセンサの先端を検出し、パドル回転体36を待機位置移動する(St41)。これと同時にサイド整合部材46を待機位置に移動する(St42)。次いでシート後端が排紙ローラ32を通過(St43)すると、制御手段75はパドル回転体36を作動位置に下降する(St44)。これと共にローレット回転体33を上昇させて退避する(St45)。
制御手段75はシート後端が排紙ローラ32を経過した後、所定時間経過したときパドル回転体36を上昇させて退避位置に移動する(St46)。これと共にローレット回転体33を作動位置に下降させシートを後端規制部材41に向けて移送する(St47)。シート後端が規制部材41に到達した見込み時間で制御手段75は、パドル回転体36をホームポジションに移動する(St48)。またはローレット回転体33をホームポジションに移動する(St49)。
そこで制御手段75はサイド整合部材45を整合位置に移動させて整合動作を実行する。この整合動作は、シートセンタを基準に異なるサイズのシートを集積し、後続する搬出動作でスタックトレイ25に送る。このプリントアウト排紙動作において大サイズシートがトレイ上に搬入されたときには後述する仕様外サイズ排紙動作を実行する。
制御手段75は処理トレイ上にシートを整合して集積し、そのシート束を下流側のスタックトレイ25に排出する。その動作はシート束搬出機構60の第1搬送部材60Aを排紙方向に移動(St50)する。次いでトレイシート押え部材53を待機位置に移動(St51)する。そして、シート束がスタックトレイ上に搬入したタイミングでトレイシート押え部材53を所定角度回転させて最上シートを押圧する(St52) 。その後制御手段75はサイド整合部材45をシート搬入位置に復帰移動(St53)させる。
「ソート(ジョグ)モード」
ジョグモードは上述したプリントアウトモードと略同一のステップで実行されるので同一のステップには同一番号を付して説明を省略し、異なるステップについて図22に従って説明する。処理トレイ上にシートを搬入されると、制御手段75はセンター基準Sxでシートを整合するグループと、右サイド基準でシートを整合するグループで異なる位置に集積し(St54)、その姿勢で下流側のスタックトレイ25に移動する。なお右サイド基準でシートを整合したのは、装置フロント側に偏る位置に処理トレイ24が配置され、紙載面上にはセンター基準のシートと、オペレータ寄りの右サイド基準でシートが集積されるからスタックトレイ25からのシート束の取り出しが容易となる。
「各モード共通動作」
なお、上述の各後処理モードを実行する際に、処理トレイ上にシートを搬入する共通の動作について図23に従って説明する。制御手段75は、画像形成ユニットAからシートが排紙(St60)されるとシートセンサSe1からの先端検出信号でパドル回転体36を待機位置に位置決め(St61)し、所定の整合部材45の待機位置に移動する(St62)。この動作は画像形成ユニットAから送られたシートサイズ信号で整合部材45をその幅サイズが若干広い待機位置に位置させる。
次に制御手段75は排紙ローラ32をシート後端が通過した(St63)タイミングでパドル回転体36を上方の待機位置から下を作動位置に下降させる(St64)。これと共にローレット回転体34を紙載面上方の待機位置から紙載面上の作動位置に下降させる(St65)。このときパドル回転体36とローレット回転体34のいずれも排紙反対方向に回転している。
そこで制御手段75は所定時間(シート後端がローレット回転体位置に到達した見込み時間)経過したときパドル回転体36を作動位置から待機位置に上昇がさせる(St65)。制御手段75は、ローレット回転体36を、所定時間(シート先端は後端規制部材に到達した見込み時間)経過した後に、少量上昇させる(St69)。このパドル回転体の上昇量は予め設定され、シートに対する押圧力が軽減される実験値から設定されている。
次に制御手段75はサイド整合部材45を整合位置に位置移動する(St70)。この整合位置は綴じ処理モードにおいて異なる位置に設定され、各モードについて前述した基準位置にシートを集積する。
つまり、(1)ステープル綴じ処理モードでマルチ綴じのときには、処理トレイ上に搬入したシートをセンター基準で整合する。また右コーナ綴じのときには、処理トレイ上に搬入したシートを右サイド基準Ap1で整合し、左コーナ綴じのときには、処理トレイ上に搬入したシートを左サイド基準Ap2で整合する。このいずれの場合にもステープラユニット26は、綴じ位置で待機しその後の綴じ処理動作に備える。
(2)針なし綴じ処理モードのときには、制御手段75は針なし綴じ位置からシートセンタよりに定められた針なし整合位置Ap3か、若しくはセンター基準の何れかに整合する。
(3)プリントアウト処理モードのときには、制御手段75はセンター基準で整合する。
(4)ジョグ処理モードのときには、制御手段75はセンター基準で整合するグループと、右サイド基準で整合するグループを、交互に繰り返して整合し、その姿勢でスタックトレイ25に搬出する。
次に、上述の整合動作を終了した後に制御手段75は、サイド整合部材45を初期位置に移動し(St71)、次いでローレット回転体34をシートを押圧する方向に下降させる(St72)。これと共に制御手段75はパドル回転体36をホームポジションの待機位置に上昇させてその位置に保持する(St73)する。
「マニュアルステープル動作」
フローチャート図24に従ってマニュアル綴じ動作について説明する。手差セット部には、シート有無センサが設けられ、このシート有無センサSm(以下センサ「Sm」という)がシートを検出したときには制御手段75は、ステープル綴じ動作を実行する。
制御手段75は、センサSmのON信号(St80)で、ステープラユニットが綴じ処理動作を実行中であるか否かを判断する。その綴じ処理動作を中断することが可能であると判断したときには、ステープラ26をマニュアル綴じ位置Mpに移動(ステープラがこの綴じ位置に位置するときには静止)する(St81)。そしてマニュアル動作実行中がであることを示すLEDランプを点灯する(St82)。
次に制御手段75はセンサSmがONである(St83)ことを確認したうえで操作ボタン30が操作されたか否かを判断する(St84)。センサONのとき、及びセンサOFFであってもLEDランプ点灯から所定時間(図示のものは2秒に設定)したとき(St85)には、LEDランプを再点灯させ(St86)センサSmがONであることを確認(St87)したうえで、更にLEDランプ点灯後所定時間経過したか否かを判断する。そしてステープル動作を実行する(St88)。
次に制御手段75は、ステープル動作実行後にセンサSmがON状態のときには所定のステップに戻って再度ステープル動作を実行する。これはシート束の復数箇所に綴じ処理を実行する為である。また、センサSmが紙なし状態を検出して所定時間経過しても紙無し状態が続くときにはセット面からシートが除去されたものとしてステープラユニット26をホームポジションに戻す。またステップラユニット26が手差し綴じ位置をホームポジションに設定されているときにはその位置に維持する(St93)。
なお、本発明にあって、マニュアルステープル動作の実行は、処理トレイ上でプリントアウト処理、ジョグ仕分け処理、針なし綴じ処理を実行中又はその準備中には前述のセンサSmのON/OFF信号で処理動作を実行する。また処理トレイ上でマルチ綴じ動作の実行中、及びコーナ綴じ動作の実行中には、シートを集積する動作の実行中でジョグ終了信号が画像形成ユニットAから発信されていないときにはマニュアル動作を実行することが可能である。またジョグ終了信号が発信されても割込処理が指示されたときにはマニュアルステープル動作を実行する。
このようにマニュアルステープル動作と、処理トレイのステープル動作とは、装置設計時に何れを優先するか、或いは優先実行キィを配置してオペレータに選択させるかいずれかの手段を採用することが好ましい。
以上説明したように、プレスバインダ手段27を処理トレイ24の装置リア側Reに配置し、その綴じ位置(エコ綴じ位置)Epにシート束を次のように案内することが好ましい。即ち、処理トレイ24に排紙経路22から異なるサイズのシートをセンター基準で排出し、このシートをサイド整合機構(サイド整合部材46)でエコ綴じ位置Epに近接するシート側縁を基準(片側基準)に整合する。そしてこの整合位置Ap2に集積したシート束をエコ綴じ位置Epに移動してセットし、綴じ処理後にシート束をシートセンタ方向に移送(バック移送)して搬出する。
このような構成において、処理トレイ上のシート整合位置をステープラ手段26のコーナ綴じ位置Cp2に(シート側縁が一致する)設定する。これによって処理トレイ上に整合したシート束をステープル綴じするか、シート束を所定量オフセットさせてエコ綴じするか、選択可能に構成される。また、エコ綴じ位置Epにシート束をセットする際には、整合位置Ap2に集積したシート束を排紙直交方向に所定量移動(オフセット移動)するのと同時に排紙方向に所定量移動させてエコ綴じ位置Epにセットする。
さらに、エコ綴じ位置Epで綴じ処理したシート束は、シートセンタ方向に所定量移動(オフセットバック)させて排紙方向に搬出する。これによってプレスバインダ手段27の圧着歯27b、27cに搬出するシート束が擦れ合うことがない。
以上、本発明を好適な実施形態に関連して説明したが、本発明は上記実施形態に限定されるものでなく、その技術的範囲において、様々な変更又は変形を加えて実施し得ることは言うまでもない。例えば、シート束搬出機構は、第1及び第2搬送部材が引き継ぎ搬送する上記実施形態のものに代えて、各搬送部材が同じ構造のものにすることもでき、サイド整合部材と協働させることによって、同様にシート束の姿勢を良好に矯正して搬出することが可能である。