JP6240488B2 - 工作物測定装置および工作機械 - Google Patents
工作物測定装置および工作機械 Download PDFInfo
- Publication number
- JP6240488B2 JP6240488B2 JP2013244976A JP2013244976A JP6240488B2 JP 6240488 B2 JP6240488 B2 JP 6240488B2 JP 2013244976 A JP2013244976 A JP 2013244976A JP 2013244976 A JP2013244976 A JP 2013244976A JP 6240488 B2 JP6240488 B2 JP 6240488B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- data
- contour shape
- processing unit
- frequency component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Landscapes
- Machine Tool Sensing Apparatuses (AREA)
Description
Vc=Δθ/(2×sin(Δθ/2)) …(A1)
で与えられる。好ましくは、上記の所定の角度幅はπである。
[工作機械の概略構成]
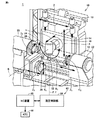
図1は、第1の実施の形態による工作物測定装置60が設けられた工作機械1の構成を模式的に示す斜視図である。図1の工作機械1には、加工装置10および工作物測定装置60に加えて、NC(Numerical Control)装置40およびATC(自動工具交換装置:Automatic Tool Changer)44が設けられている。
工作物測定装置60の基本的な機能は、NC装置40のPLC42と連携することによって工作物2の表面形状を測定するものである。本実施の形態では、この機能を応用することによって、工作物測定装置60は、回転駆動機構32の回転軸90に垂直な断面での工作物2の輪郭形状を測定する。工作物測定装置60は、さらに、得られた輪郭形状データに基づいて工作物2の振れ量および振れ角を算出する。以下、図1、図2を参照して具体的に説明する。
図3は、工作物2の振れについて説明するための図である。図3では、工作物2(2A,2B)の形状が厳密に円柱形状である場合を例として、図2の回転駆動機構32の回転軸90に対して工作物2の中心軸92(92A,92B)が偏心している様子が示されている(回転軸90と中心軸92との偏差をδとする)。工作物2が測定ヘッド62に最も近づいている場合を実線2Aで表わし、工作物2が測定ヘッド62から最も離れている場合を破線2Bで表わしている。実線2Aの位置に工作物2が位置する場合の回転角θを0とする。
図5は、工作物2の真円度について説明するための図である。図5では、略円柱形状の工作物2の中心軸92と図2の回転駆動機構32の回転軸90とが同心であり偏心していない場合を示している。
図8は、データ処理部72によるデータ処理の手順を示すフローチャートである。図9は、図8のステップS110の具体的手順を示すフローチャートである。以下、図2、図8および図9を主として参照して、工作物2の触れ量、振れ角、および真円度を検出する手順について説明する。
Va=(2/Δθ)×sin(Δθ/2) …(1)
で与えられる。したがって、上記の移動平均値Vaを、θ=π/2における元の正弦波sin(θ)の振幅である1に戻すためには、
Vc=Δθ/(2×sin(Δθ/2)) …(2)
で表わされる振幅補正値Vcを乗算しなければならない。他の回転角おける移動平均値についても同じであり、振幅補正値として上式(2)のVcを乗算する必要がある。なお、上記の振幅補正値Vcを乗算する場合には、輪郭形状データの1周期での平均値が0になるように予め輪郭形状データから直流成分を取り除いておく必要がある。
W(θ)=A1×sin(θ+α1)+A2×sin(2×θ+α2)+A3×sin(3×θ+α3)+・・・ …(3)
と表わされる。上記の波形W(θ)に対して角度幅πで移動平均処理(すなわち、積分区間πで積分し、積分値を積分区間πで除算する)を行なうと、偶数次の高調波は除去されるが、奇数次の高調波は除去されない。したがって、この奇数次の高調波成分を取り除くために上記のフィッティング処理(ステップS210)が必要になる。
以下、具体的な波形に対してデータ処理を施した例について説明する。
上記のとおり、第1の実施の形態の工作物測定装置60によれば、工作物2を回転軸90の回りに1回転させる間に変位センサによって取得された輪郭形状データ80を用いて、振れ量および振れ角が算出される。このとき、輪郭形状データ80から高周波成分を除去することによって周期2πの基本周波数成分データを抽出し、この基本周波数成分データを用いて振れ量および振れ角を算出するので、真円度誤差の影響を受けることなく従来よりも簡単に触れ量および振れ角を検出することができる。
[概要]
第2の実施の形態では、図2の回転駆動機構32の回転軸自体に振れがある場合(軸ぶれが生じている場合)について説明する。この場合、図1、図2の測定ヘッド62によって検出される輪郭形状データには、回転軸90に対する工作物2の中心軸の振れに起因した変位に加えて、回転軸自体の振れに起因した変位も含まれる。したがって、回転軸90に対する工作物2の振れを正確に求めるためには、回転軸自体の振れの影響を取り除く必要がある。
図16は、第2の実施の形態による工作物測定装置60Aの機能的構成を示すブロック図である。図16の工作物測定装置60Aにおいて、データ処理部72Aはデータ補正部82をさらに含む点で図2のデータ処理部72と異なる。図16の工作物測定装置60Aはまた、メモリ68に上記の軸振れ補正データ84がさらに格納されている点で図2の工作物測定装置60と異なる。図16のその他の点は図2と同じであるので、同一または相当する部分には同一の参照符号を付して説明を繰り返さない。
図18は、測定ヘッド62によって検出された輪郭形状データの一例を示す図である(回転軸自体に振れがある場合)。図18の輪郭形状データは、回転軸に対する工作物の振れに起因した正弦波曲線に真円度誤差が重畳され、さらに回転軸自体の振れに起因する変位が重畳されたものである。なお、輪郭形状データに含まれる直流成分は取り除かれている。
上記のとおり、第2の実施の形態による工作物測定装置によれば、回転駆動機構32の回転軸自体に振れがある場合(軸ぶれが生じている場合)においてもその影響を取り除いて、回転軸に対する工作物の振れ量および振れ角を正確に検出することができる。
Claims (10)
- 工作機械によって加工される工作物を測定する工作物測定装置であって、
前記工作機械は、前記工作物を回転させる回転機構を有し、
前記工作物測定装置は、
前記工作物の外部の基準点から前記工作物までの距離を計測することによって、前記回転機構の回転軸に垂直な方向の前記工作物の表面の変位を検出する変位センサと、
前記回転軸に垂直な断面での前記工作物の輪郭形状データに対してデータ処理を行うデータ処理部とを備え、
前記輪郭形状データは、前記回転機構が前記工作物を回転させたときに検出される、前記工作物の回転角度に対応付けられた前記工作物の表面の変位の情報であり、
前記データ処理部は、
前記輪郭形状データから周期2πよりも短い周期の高周波成分を取り除くことによって基本周波数成分データを抽出するフィルタ処理部と、
前記基本周波数成分データに基づいて前記回転軸に対する前記工作物の振れ量および振れ角を算出する振れ算出部とを含む、工作物測定装置。 - 前記データ処理部は、さらに、前記輪郭形状データから前記基本周波数成分データを減算することによって得られる高周波成分データに基づいて前記工作物の輪郭形状の真円度を算出する真円度算出部を含む、請求項1に記載の工作物測定装置。
- 前記振れ算出部は、前記基本周波数成分データの最大値および最小値ならびに前記最大値および前記最小値を与える回転角度を特定し、特定された前記最大値、前記最小値、および前記回転角度から前記工作物の振れ量および振れ角を決定する、請求項1または2に記載の工作物測定装置。
- 前記フィルタ処理部は、前記輪郭形状データに対して所定の角度幅での移動平均を行うとともに前記所定の角度幅に応じた補正値を乗算することによって、前記基本周波数成分データを抽出する、請求項1〜3のいずれか1項に記載の工作物測定装置。
- 前記フィルタ処理部は、周期2πを有する正弦波曲線を前記輪郭形状データにフィッティングすることによって前記基本周波数成分データを抽出する、請求項1〜3のいずれか1項に記載の工作物測定装置。
- 前記フィルタ処理部は、前記輪郭形状データに対して所定の角度幅での移動平均を行うとともに前記所定の角度幅に応じた補正値を乗算することによって平均化データを求め、さらに前記平均化データに対して周期2πを有する正弦波曲線をフィッティングすることによって前記基本周波数成分データを抽出する、請求項1〜3のいずれか1項に記載の工作物測定装置。
- 前記所定の角度幅をΔθとしたとき前記補正値Vcは、
Vc=Δθ/(2×sin(Δθ/2)) …(A1)
で与えられる、請求項4または6に記載の工作物測定装置。 - 前記所定の角度幅はπである、請求項4、6および7のいずれか1項に記載の工作物測定装置。
- 前記工作物測定装置は、さらに、前記回転機構の回転角度に対応付けられた前記回転軸自体の振れ量を補正データとして記憶する記憶部を備え、
前記データ処理部は、さらに、前記補正データに基づいて、前記輪郭形状データから前記回転軸自体の振れ量を減算することによって前記輪郭形状データを補正するデータ補正部を含み、
前記フィルタ処理部は、前記補正後の輪郭形状データを用いて前記基本周波数成分データを抽出する、請求項1〜8のいずれか1項に記載の工作物測定装置。 - 工作物を回転させる回転機構と、
前記工作物を加工する加工装置と、
前記工作物を測定する工作物測定装置とを備え、
前記工作物測定装置は、
前記工作物の外部の基準点から前記工作物までの距離を計測することによって、前記回転機構の回転軸に垂直な方向の前記工作物の表面の変位を検出する変位センサと、
前記回転軸に垂直な断面での前記工作物の輪郭形状データに対してデータ処理を行うデータ処理部とを含み、
前記輪郭形状データは、前記回転機構が前記工作物を回転させたときに検出される、前記工作物の回転角度に対応付けられた前記工作物の表面の変位の情報であり、
前記データ処理部は、
前記輪郭形状データから周期2πよりも短い周期の高周波成分を取り除くことによって基本周波数成分データを抽出するフィルタ処理部と、
前記基本周波数成分データに基づいて前記回転軸に対する前記工作物の振れ量および振れ角を算出する振れ算出部とを含む、工作機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013244976A JP6240488B2 (ja) | 2013-11-27 | 2013-11-27 | 工作物測定装置および工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013244976A JP6240488B2 (ja) | 2013-11-27 | 2013-11-27 | 工作物測定装置および工作機械 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015100903A JP2015100903A (ja) | 2015-06-04 |
| JP2015100903A5 JP2015100903A5 (ja) | 2016-07-07 |
| JP6240488B2 true JP6240488B2 (ja) | 2017-11-29 |
Family
ID=53377063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013244976A Expired - Fee Related JP6240488B2 (ja) | 2013-11-27 | 2013-11-27 | 工作物測定装置および工作機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6240488B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6169498B2 (ja) * | 2014-01-14 | 2017-07-26 | 株式会社神戸製鋼所 | 回転機器から得られた周期信号の位相及び振幅の推定装置 |
| CN110064971A (zh) * | 2016-04-28 | 2019-07-30 | 株式会社捷太格特 | 机床系统以及表面粗糙度检测方法 |
| JP2018024079A (ja) * | 2016-08-09 | 2018-02-15 | 株式会社ジェイテクト | 測定機能を有する工作機械システム |
| DE102020130270A1 (de) * | 2019-11-18 | 2021-05-20 | Jtekt Corporation | Oberflächeneigenschaftsschätzsystem |
| WO2022153706A1 (ja) * | 2021-01-13 | 2022-07-21 | 三菱電機株式会社 | 偏心量補正方法及び直径測定装置 |
| CN116802455A (zh) * | 2021-01-22 | 2023-09-22 | Dmg森精机株式会社 | 工件直径的测量方法及机床 |
| JP7676788B2 (ja) * | 2021-01-27 | 2025-05-15 | 株式会社ジェイテクト | 機上測定システム |
| CN115031609A (zh) * | 2022-04-18 | 2022-09-09 | 华能澜沧江水电股份有限公司 | 一种转轴圆度检测方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2986951B2 (ja) * | 1991-04-19 | 1999-12-06 | エヌティエヌ株式会社 | 円形加工物の形状精度測定装置 |
| JP3846542B2 (ja) * | 1999-04-06 | 2006-11-15 | 株式会社東京精密 | 真円度測定機能を有する自動寸法計測装置 |
| GB0322362D0 (en) * | 2003-09-24 | 2003-10-22 | Renishaw Plc | Measuring methods for use on machine tools |
-
2013
- 2013-11-27 JP JP2013244976A patent/JP6240488B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015100903A (ja) | 2015-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6240488B2 (ja) | 工作物測定装置および工作機械 | |
| US10073435B2 (en) | Reducing errors of a rotatory device, in particular for the determination of coordinates of a workpiece or the machining of a workpiece | |
| ES2285505T3 (es) | Maquina de afilar con sistema de correccion de concentricidad. | |
| JP5766755B2 (ja) | ワイヤ放電加工機において、回転軸に取り付けた回転工具の回転触れを補正する方法及び、補正する機能を有するワイヤ放電加工機 | |
| JP5255680B2 (ja) | 切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法 | |
| JP5720876B2 (ja) | 加工ロボット及びその重力補償方法 | |
| JP2001066132A (ja) | 真円度測定装置、円筒軸測位装置、及び円筒研削盤 | |
| JP6101115B2 (ja) | 工作機械及び、工作機械によるワークの加工方法 | |
| JP2019532281A (ja) | 複数のセンサを利用した歯付き物品の測定 | |
| JP7561849B2 (ja) | 2つの歯部を有するワークを加工する方法、ワークの基準回転角度位置を求める位置決め装置、及びそのような位置決め装置を備える動力工具 | |
| JP2008168424A (ja) | 円筒周面をもつ被加工品を回転面上で自動芯出しする方法および該方法のための装置 | |
| CN104972395A (zh) | 具备加工变质层检测传感器的机床 | |
| GB2481476A (en) | Centring method for optical elements | |
| US11933638B2 (en) | Method for detecting phase on gear, method for producing gear, method for detecting position on edge of workpiece, and machine tool for detecting phase on gear | |
| JP2007257606A (ja) | ツールの加工位置決め誤差補正方法 | |
| CN106989706B (zh) | 一种用于高精度圆形套装的圆心测算方法及装置 | |
| JP2020059088A (ja) | 工作機械 | |
| JP4998078B2 (ja) | 研削盤および非真円形状または偏心形状のワークの研削方法 | |
| JP2019063962A (ja) | 工作機械 | |
| JP2007000945A (ja) | 研削方法及び装置 | |
| JP4940904B2 (ja) | かつぎ量計測装置 | |
| JP2006349388A (ja) | 回転中心の測定方法および測定装置 | |
| KR20170092534A (ko) | 튜브 부품의 배향 방법 | |
| JP7085074B1 (ja) | ワーク径の測定方法および工作機械 | |
| CN118076452A (zh) | 具有用于校准对心传感器的校准设备的机床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160518 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6240488 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |