JP6239151B2 - 摩擦材料及びその形成方法と摩擦材料を含むシステム - Google Patents
摩擦材料及びその形成方法と摩擦材料を含むシステム Download PDFInfo
- Publication number
- JP6239151B2 JP6239151B2 JP2016565372A JP2016565372A JP6239151B2 JP 6239151 B2 JP6239151 B2 JP 6239151B2 JP 2016565372 A JP2016565372 A JP 2016565372A JP 2016565372 A JP2016565372 A JP 2016565372A JP 6239151 B2 JP6239151 B2 JP 6239151B2
- Authority
- JP
- Japan
- Prior art keywords
- friction material
- density
- particles
- surface finish
- portions
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002783 friction material Substances 0.000 title claims description 48
- 238000000034 method Methods 0.000 title claims description 13
- 239000002245 particle Substances 0.000 claims description 26
- 239000000758 substrate Substances 0.000 claims description 10
- 239000011347 resin Substances 0.000 claims description 6
- 229920005989 resin Polymers 0.000 claims description 6
- 239000000853 adhesive Substances 0.000 claims description 4
- 230000001070 adhesive effect Effects 0.000 claims description 4
- 238000000151 deposition Methods 0.000 claims description 3
- 238000003754 machining Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 10
- 239000000463 material Substances 0.000 description 5
- 239000012790 adhesive layer Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000012809 cooling fluid Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000010455 vermiculite Substances 0.000 description 1
- 229910052902 vermiculite Inorganic materials 0.000 description 1
- 235000019354 vermiculite Nutrition 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/12—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by mechanical means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D23/00—Details of mechanically-actuated clutches not specific for one distinct type
- F16D23/02—Arrangements for synchronisation, also for power-operated clutches
- F16D23/025—Synchro rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/14—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position
- F16D65/16—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake
- F16D65/18—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake adapted for drawing members together, e.g. for disc brakes
- F16D65/186—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake adapted for drawing members together, e.g. for disc brakes with full-face force-applying member, e.g. annular
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D2069/004—Profiled friction surfaces, e.g. grooves, dimples
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2121/00—Type of actuator operation force
- F16D2121/02—Fluid pressure
- F16D2121/04—Fluid pressure acting on a piston-type actuator, e.g. for liquid pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2123/00—Multiple operation forces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0038—Surface treatment
- F16D2250/0046—Coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2300/00—Special features for couplings or clutches
- F16D2300/10—Surface characteristics; Details related to material surfaces
Description
本出願は2014年4月29日に出願された米国仮出願第61/985646号の利益を主張するものであり、上記米国仮出願の全体が参照により本明細書に組み込まれているものとする。
Claims (19)
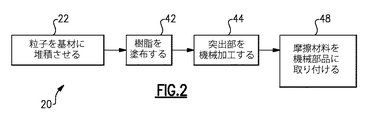
- 摩擦材料を形成する方法であって、
粒子が複数の突出部と隣接する突出部の間の溝とを提供するように複数の粒子を基材に堆積させることと、
堆積させた粒子に樹脂を塗布することと
を含む方法。 - 堆積させた粒子に樹脂を塗布するステップは前記粒子を前記基材に堆積させた後に行われる、請求項1に記載の方法。
- 前記溝に隣接する堆積させた粒子によってよりも前記突出部に隣接する堆積させた粒子によってより多くの樹脂が吸収される、請求項1に記載の方法。
- 前記突出部が平らな輪郭を示すように前記突出部を機械加工すること
を更に含む、請求項1に記載の方法。 - 前記複数の粒子を圧縮すること
を更に含む、請求項4に記載の方法。 - 前記摩擦材料は前記溝が設けられた場所でよりも前記突出部が設けられた場所でより高い密度を示し、前記摩擦材料は前記溝が設けられた場所でよりも前記突出部が設けられた場所でより滑らかな表面仕上げを示す、請求項5に記載の方法。
- 摩擦材料であって、複数の粒子によって設けられる加工層を含み、前記加工層は第1の表面仕上げと第1の密度とを有する第1部分を含み、前記加工層は前記第1の表面仕上げとは異なる第2の表面仕上げと前記第1の密度とは異なる第2の密度とを有する第2部分を更に含む、摩擦材料。
- 前記複数の粒子が取り付けられた基材を更に含む、請求項7に記載の摩擦材料。
- 前記第1の表面仕上げは前記第2の表面仕上げよりも滑らかであり、前記第1の密度は前記第2の密度よりも大きい、請求項7に記載の摩擦材料。
- 前記加工層は複数の第1部分と複数の第2部分とを含む、請求項7に記載の摩擦材料。
- 前記第1及び第2部分は交互の配置で設けられている、請求項10に記載の摩擦材料。
- 前記摩擦材料は、シンクロナイザーリング、クラッチ板、及びトルクコンバーターのうちの1つに設けられている、請求項7に記載の摩擦材料。
- システムであって
機械部品と、
前記機械部品に接続された摩擦材料と
を含み、
前記摩擦材料は、複数の粒子によって設けられた加工層を含み、前記加工層は第1の表面仕上げと第1の密度とを有する第1部分を含み、前記加工層は前記第1の表面仕上げとは異なる第2の表面仕上げと前記第1の密度とは異なる第2の密度とを有する第2部分を更に含む、システム。 - 前記複数の粒子が取り付けられた基材を更に含む、請求項13に記載のシステム。
- 前記第1の表面仕上げは前記第2の表面仕上げよりも滑らかであり、前記第1の密度は前記第2の密度よりも大きい、請求項13に記載のシステム。
- 前記加工層は複数の第1部分と複数の第2部分とを含む、請求項13に記載のシステム。
- 前記第1及び第2部分は交互の配置で設けられている、請求項16に記載のシステム。
- 前記機械部品は、シンクロナイザーリング、クラッチ板、及びトルクコンバーターのうちの1つである、請求項13に記載のシステム。
- 前記摩擦材料は接着剤によって前記機械部品の半径方向内側面に接続されている、請求項13に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461985646P | 2014-04-29 | 2014-04-29 | |
| US61/985,646 | 2014-04-29 | ||
| PCT/US2015/018736 WO2015167663A1 (en) | 2014-04-29 | 2015-03-04 | Friction material and method of forming the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017515071A JP2017515071A (ja) | 2017-06-08 |
| JP6239151B2 true JP6239151B2 (ja) | 2017-11-29 |
Family
ID=54334355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016565372A Active JP6239151B2 (ja) | 2014-04-29 | 2015-03-04 | 摩擦材料及びその形成方法と摩擦材料を含むシステム |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US9683613B2 (ja) |
| EP (1) | EP3137782B1 (ja) |
| JP (1) | JP6239151B2 (ja) |
| KR (1) | KR101944171B1 (ja) |
| CN (1) | CN106255837B (ja) |
| WO (1) | WO2015167663A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112015006803T5 (de) * | 2015-08-13 | 2018-05-09 | Schaeffler Technologies AG & Co. KG | Chemisch aktiviertes Reibungsmaterial |
| DE102016224223A1 (de) * | 2016-12-06 | 2018-07-05 | Bayerische Motoren Werke Aktiengesellschaft | Bremsbelag für eine Scheibenbremse |
| GB2564436A (en) * | 2017-07-10 | 2019-01-16 | Victrex Mfg Ltd | Polymeric transmission system components |
| KR102039788B1 (ko) * | 2017-09-25 | 2019-11-26 | 주식회사 영진정공 | 싱크로나이저 링 마찰재 |
| CN112119236B (zh) | 2018-05-16 | 2023-03-31 | 天纳克公司 | 制动垫块背衬板 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2242877A (en) * | 1939-03-15 | 1941-05-20 | Albertson & Co Inc | Abrasive disk and method of making the same |
| JPS6035930U (ja) * | 1983-08-20 | 1985-03-12 | トキコ株式会社 | デイスクブレ−キ用摩擦パツド |
| EP0486693A4 (en) * | 1990-03-19 | 1992-10-07 | Zaporozh Avtomobil | Friction element for friction pair |
| CA2249621A1 (en) * | 1996-04-08 | 1997-10-16 | Karl T. Mckeague | Patterned surface friction materials, clutch plate members and methods of making and using same |
| US6524681B1 (en) * | 1997-04-08 | 2003-02-25 | 3M Innovative Properties Company | Patterned surface friction materials, clutch plate members and methods of making and using same |
| JPH11193842A (ja) | 1997-11-07 | 1999-07-21 | Aisin Seiki Co Ltd | 摩擦材 |
| US6352758B1 (en) * | 1998-05-04 | 2002-03-05 | 3M Innovative Properties Company | Patterned article having alternating hydrophilic and hydrophobic surface regions |
| DE19823928A1 (de) * | 1998-05-28 | 1999-12-09 | Kempten Elektroschmelz Gmbh | Verbindungselement zur kraftschlüssigen Verbindung von Bauteilen |
| US7595095B2 (en) * | 2000-09-12 | 2009-09-29 | Koyo Seiko Co. | Coated article, manufacturing method therefor and coating apparatus |
| US6630416B1 (en) * | 2000-11-06 | 2003-10-07 | Borgwarner Inc. | Friction material formed by deposition of friction modifiers on high, wet energy carbonaceous friction materials |
| EP1207015A3 (en) * | 2000-11-17 | 2003-07-30 | Keltech Engineering, Inc. | Raised island abrasive, method of use and lapping apparatus |
| US8545583B2 (en) * | 2000-11-17 | 2013-10-01 | Wayne O. Duescher | Method of forming a flexible abrasive sheet article |
| JP2003322185A (ja) * | 2002-04-26 | 2003-11-14 | Dainatsukusu:Kk | 摩擦板の製造方法 |
| US20040115477A1 (en) * | 2002-12-12 | 2004-06-17 | Bruce Nesbitt | Coating reinforcing underlayment and method of manufacturing same |
| JP4449902B2 (ja) * | 2003-06-10 | 2010-04-14 | オイレス工業株式会社 | シンクロナイザリング |
| US7393371B2 (en) * | 2004-04-13 | 2008-07-01 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods |
| US8689671B2 (en) * | 2006-09-29 | 2014-04-08 | Federal-Mogul World Wide, Inc. | Lightweight armor and methods of making |
| US8172061B2 (en) * | 2008-09-26 | 2012-05-08 | GM Global Technology Operations LLC | Clutch friction material and method of forming same |
| CN102933867B (zh) * | 2010-07-05 | 2016-03-02 | 三菱电机株式会社 | 一种制动器衬片 |
| KR101736085B1 (ko) * | 2012-10-15 | 2017-05-16 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 특정한 형태들을 가진 연마 입자들 및 이러한 입자들을 형성하는 방법들 |
-
2015
- 2015-03-04 CN CN201580022958.3A patent/CN106255837B/zh active Active
- 2015-03-04 WO PCT/US2015/018736 patent/WO2015167663A1/en active Application Filing
- 2015-03-04 JP JP2016565372A patent/JP6239151B2/ja active Active
- 2015-03-04 US US14/638,508 patent/US9683613B2/en active Active
- 2015-03-04 KR KR1020167033404A patent/KR101944171B1/ko active IP Right Grant
- 2015-03-04 EP EP15785780.6A patent/EP3137782B1/en active Active
- 2015-04-28 US US14/698,325 patent/US9458894B2/en active Active
-
2017
- 2017-04-27 US US15/499,489 patent/US10427186B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106255837A (zh) | 2016-12-21 |
| KR20170009884A (ko) | 2017-01-25 |
| US9683613B2 (en) | 2017-06-20 |
| EP3137782A4 (en) | 2017-11-01 |
| US20150308513A1 (en) | 2015-10-29 |
| CN106255837B (zh) | 2019-09-13 |
| EP3137782A1 (en) | 2017-03-08 |
| US20150308531A1 (en) | 2015-10-29 |
| KR101944171B1 (ko) | 2019-01-30 |
| EP3137782B1 (en) | 2022-01-19 |
| JP2017515071A (ja) | 2017-06-08 |
| US9458894B2 (en) | 2016-10-04 |
| US10427186B2 (en) | 2019-10-01 |
| US20170225194A1 (en) | 2017-08-10 |
| WO2015167663A1 (en) | 2015-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6239151B2 (ja) | 摩擦材料及びその形成方法と摩擦材料を含むシステム | |
| RU2614403C1 (ru) | Фрикционный элемент зацепления, сухая муфта и способ изготовления фрикционного элемента зацепления | |
| KR101834030B1 (ko) | 마찰 링 및 그의 제조 방법 | |
| US20070270069A1 (en) | Friction material and system and method for making the friction material | |
| JP6085579B2 (ja) | 湿式摩擦材 | |
| US9291211B2 (en) | Wet friction material | |
| EP0747610A1 (en) | A brake disk with built-in acoustic wear-warning device | |
| KR102539010B1 (ko) | 디스크 클러치, 이러한 디스크 클러치용 디스크, 이러한 디스크 클러치 또는 디스크의 제조 방법 | |
| JP2012017808A (ja) | 湿式多板クラッチ | |
| JPH08233004A (ja) | 湿式摩擦板の製造方法 | |
| JP6961813B2 (ja) | 摩擦部材 | |
| US20160053823A1 (en) | Friction assembly | |
| US20130118858A1 (en) | Friction plate for a friction clutch pack | |
| JP2004176915A (ja) | 多セグメント化摩擦板の形成方法 | |
| US9624983B2 (en) | Friction assembly | |
| US20140144746A1 (en) | Friction plate with compressed overlapping sections | |
| US9068604B2 (en) | Friction clutch and plate with partially raised segment joints | |
| KR20200054079A (ko) | 디스크 클러치 또는 브레이크용 디스크, 이러한 디스크를 구비한 디스크 클러치 또는 브레이크, 및 이러한 디스크의 제조방법 | |
| JP2006118647A (ja) | 湿式摩擦板 | |
| JP6151420B2 (ja) | 湿式摩擦材 | |
| US20200025262A1 (en) | Method for producing an automotive friction material with optimized multi dimensional construction | |
| JP2019505735A (ja) | 湿式摩擦フェーシング | |
| JP2005069411A (ja) | セグメントタイプ摩擦材 | |
| JP2005330989A (ja) | 湿式摩擦板 | |
| JP6261297B2 (ja) | 湿式摩擦材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170718 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6239151 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |