JP6213889B2 - 水栓金具 - Google Patents
水栓金具 Download PDFInfo
- Publication number
- JP6213889B2 JP6213889B2 JP2013081577A JP2013081577A JP6213889B2 JP 6213889 B2 JP6213889 B2 JP 6213889B2 JP 2013081577 A JP2013081577 A JP 2013081577A JP 2013081577 A JP2013081577 A JP 2013081577A JP 6213889 B2 JP6213889 B2 JP 6213889B2
- Authority
- JP
- Japan
- Prior art keywords
- amorphous carbon
- carbon layer
- layer
- film thickness
- intermediate layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Domestic Plumbing Installations (AREA)
Description
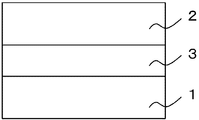
また、本発明に係る水栓金具は、クロムめっき、ニッケルめっきの少なくともいずれかを施した基材の表面にアモルファスカーボン層が形成された水栓金具であって、前記アモルファスカーボン層が前記基材の表面に直接設けられており、前記アモルファスカーボン層の膜厚が12nmより厚いく37nm以下であることを特徴とする。
本発明の基材は、水栓金具である。水栓金具は、本体を構成する材料として、銅および銅合金、ステンレス鋼、亜鉛ダイキャストなどの金属やABSなどの樹脂が挙げられる。水栓金具の表面には、意匠性と耐食性等の機能を付与する目的で、めっきが処理されていることが好ましい。めっきの一例として、ニッケルめっき、クロムめっき、スズめっき、亜鉛めっき、銅めっき、金めっきなどが挙げられ、これらの表面処理が単一層または複数層形成された水栓金具も利用することが可能である。
さらに、水栓金具の表面性状は特に限定されるものではなく、光沢を有する鏡面、梨地、ヘアラインなどに適用することができる。
本発明のアモルファスカーボン層は、炭素原子および水素原子を含む非晶質の化合物である。炭素原子は、ダイヤモンド構造のsp3構造とグラファイト構造のsp2構造の2つの結合状態を有している。アモルファスカーボン層に含まれるsp3構造の炭素原子は、sp3構造の炭素原子とsp2構造の炭素原子の和に対して30at%以上含まれるとよい。アモルファスカーボン層に含まれるsp3構造の炭素原子を増加させることにより、アモルファスカーボン層の透光性を高めることができる。また、アモルファスカーボン層は、水素原子を含んでも含まなくても良いが、水素原子を含むほうがより好ましい。アモルファスカーボン層に含まれる水素原子は、アモルファスカーボン層の化学的な反応性を低下させ、同時に透光性を高めることができる。
アモルファスカーボン層は、従来から金属表面を高硬度の特徴を有するが、アモルファスカーボン層中の水素原子の量を増加させることにより、膜が弾性変形し易くなるため、水栓金具表面に使用させる際には清掃等による耐擦傷性の向上も期待できる。
また、アモルファスカーボン層に他の元素をドーピングすることによって、アモルファスカーボン層の表面の物性を改変することができる。たとえば、特許文献1で述べられているように、フッ素を含む原料ガスを導入することで、アモルファスカーボンの表面における水接触角を高めることにより、撥水性を付与することができる。
本願の中間層は、炭素、水素、ケイ素を含有する。中間層に含まれるSiの量は、アモルファスカーボン層とは明確な差を有しており、中間層はアモルファスカーボン層よりも多くのSiを含有する。中間層を設けることで、アモルファスカーボン層と基材の密着性を向上させることが可能となる。中間層のSiとCの結合は、アモルファスカーボン層と中間層の密着性を向上させることに寄与する。
膜厚を算出するための方法として、反射分光法、走査型電子顕微鏡(SEM)、透過型電子顕微鏡(TEM)、X線光電子分光法、GD−OESが挙げられる。
反射分光法は、基材上に形成されたアモルファスカーボン層の膜厚、もしくは基材上に形成された中間層の膜厚、もしくは基材上に形成されたアモルファスカーボン層と中間層の合計膜厚を求めることができる。反射分光法は、測定光の照射面積と同程度の領域の平均化された情報を膜厚値として算出する。微視的に見たサンプル面内方向の膜厚にバラツキがある場合でも、マクロな情報を膜厚値として得ることができる。具体的には、段落(0045)に記載の方法を用いることができる。
中間層は、アモルファスカーボン層が下地を均一に被覆するための表面を提供し、アモルファスカーボン層の膜厚ムラを緩和する効果があると考えられる。
水栓金具上にアモルファスカーボン層を形成する場合、および中間層とアモルファスカーボン層を形成する場合、いずれの場合においても、各層の膜厚が厚くなるにつれて、水栓金具の色味が変化し、色差ΔE*abは増大する。アモルファスカーボン層の単層、または、中間層とアモルファスカーボン層の合計膜厚が約100nm以下の薄膜の場合、膜厚と色差は比例関係となることを確認した。
例えば、水栓金具上にアモルファスカーボン層を形成した際の色差と膜厚の関係から、ΔE*ab=20以下となるアモルファスカーボン層の上限膜厚は、37nm以下であることが求められる。同様に、水栓金具上に中間層とアモルファスカーボン層を形成した際の色差と膜厚の関係から、ΔE*ab=20以下となる中間層とアモルファスカーボン層の上限膜厚は、それぞれ37nm以下と29nm以下であることが求められる。
膜厚の上限値は、各層の色差と膜厚の関係性から決定することができるため、色差変化の小さい場合には、より厚い膜を形成することが可能となる。
色差の測定には、分光測色計などを用いて測定することが可能である。成膜前の色差値と成膜後の色差値の差分により求めることができる。成膜前の色差値は、成膜前の基材のL*、a*、b*を測定することで求めることができる。また、成膜後の色差値は成膜後の基材のL*、a*、b*を測定することで求めることができる。成膜前後のL*、a*、b*につき、それぞれの差分より、ΔL*、Δa*、Δb*値を算出し、色差の定義より、ΔE*ab={(ΔL*)2+(Δa*)2+(Δb*)2}1/2より、色差ΔE*abを算出することができる。
水栓金具にアモルファスカーボン層および中間層を形成する方法としては、PVD法(スパッタ法、イオンプレーティング法など)またはCVD法(プラズマCVD法、イオン化蒸着法など)が可能である。
本発明のある実施形態として、基材表面にアモルファスカーボン層を形成する際に、基材の前処理として、基材表面の調整を行うことができる。
前処理は、(1)基材表面に付着した有機や無機の吸着物を除去、(2)酸化物層の除去による密着性の向上、(3)基材表面粗さの調製、(4)基材表面のプラズマにより活性化等の目的で実施される。前処理は、中間層やアモルファスカーボン層を形成する同一プロセスで行っても良いし、別プロセスとして行っても良い。
基材に高周波パルス電圧を印加することによって、基材の周りに存在する原料ガスがプラズマ化し、原料のイオンやラジカル種が生成する。生成したイオンやラジカル種は、基材表面において互いに化学結合を繰り返すことにより、基材上に堆積していく。堆積の極めて初期段階においては、アモルファスカーボンの島状の核生成が起こると考えられ、堆積が進むにつれて基材表面を次第に被覆して、最終的には均一な膜が形成される。
原料ガスを変えることで、アモルファスカーボン層と同様の手法で形成することが可能である。
中間層の成膜方法としては、カーボンイオンやプロトンおよびその化合物からなるイオン注入などが可能であるほか、上記ガス種とアモルファスカーボン原料ガスとの混合によるミキシング層を形成しても良い。
成膜には、プラズマCVD成膜装置を用いた。
また、めっき表面の汚れを除去するために、イオン交換水およびアセトンによる超音波洗浄を順次実施した。
基材を真空容器の内部にセッティングし、真空排気装置により高真空状態(0.00133Pa以下)まで減圧した。次に、アルゴンガスを導入し、真空容器内の圧力が0.7Paとなるように調整した。高周波出力500W、基材温度を100℃以下とし、約5分間の処理を行うことにより、基材表面を調整した。
次に、ヘキサメチルジシロキサン(HMDSO)を導入し、真空容器内の圧力が0.2Paとなるように調整した。高周波出力300W、基材温度を100℃以下とし、所定の処理時間の成膜を行うことにより、基材表面に中間層を形成した。
次に、アセチレンガスを導入し、真空容器内の圧力が0.2Paとなるように調整した。高周波出力300W、基材温度を100℃以下とし、所定の処理時間の成膜を行うことにより、中間層上にアモルファスカーボン層を形成し、各サンプルを得た。
各サンプルのアモルファスカーボン層の表面に、水道水を滴下し、25℃、60%の空気中で24時間放置することにより、基材表面に水垢を形成した。
形成した水垢の清掃性は、一軸往復式の摺動試験装置によって水垢汚れの清掃性を評価した。水垢を清掃するための摺動素材は、一般家庭で使用される浴室清掃用の市販のスポンジ(品名スコッチブライト、品番BM−12K、メーカー住友スリーエム社製)を使用した。摺動面にかかる面圧は、100g/cm2、摺動子の移動速度は、35mm/secとし、摺動子を一定方向に10往復させた後に、水垢が残存しているかを目視で判断し、水垢が除去されたものを○、除去されていないものを×として評価した。表1に水垢除去性の評価結果を示す。
各サンプルの膜厚は、反射分光法を用いて以下のように測定した。
測定装置は、分光エリプソメーター(型番:FE−5000、大塚電子株式会社製)および、反射分光膜厚計(型番:FE−3000、大塚電子株式会社製)を用いた。まず、分光エリプソメーターを用いて、基材とアモルファスカーボン膜および中間層の光学特性の測定より、屈折率「n(λ)」および消衰係数「k(λ)」を求めた。次に、基材上に形成したアモルファスカーボン層および中間層のそれぞれについて光学特性を測定し、基材と同様に屈折率および消衰係数を求めた。これらの情報をもとに、中間層、アモルファスカーボン層のそれぞれについて、膜厚解析モデルを立てた。中間層の膜厚測定には、金属基材上に中間層の成膜処理時間を振って作成したサンプルに対して、解析値を算出した。アモルファスカーボン層の膜厚についても、中間層と同様にして、アモルファスカーボン層の解析値を算出した。成膜処理時間に対して、各層の膜厚解析値をプロットし、原点を通る最小二乗近似によって求めた検量線を作成した。検量線に各サンプルの成膜処理時間を代入して、中間層とアモルファスカーボン層の膜厚を求めた。
各サンプルの色差の測定には、分光測色計(型番:CM−2600d、コニカミノルタ社製)を用いた。測定光源は、F2を用いた。測定器に白色校正板(#YYYY)にて校正を実施した。まず、成膜前の基材のL*、a*、b*を測定し、成膜前の色差値とした。次に、成膜後の基材のL*、a*、b*を測定し、成膜後の色差値とした。成膜前後のL*、a*、b*につき、それぞれの差分より、ΔL*、Δa*、Δb*値を算出した。色差の定義より、ΔE*ab={(ΔL*)2+(Δa*)2+(Δb*)2}1/2より、色差ΔE*abを算出した。
各サンプルについて、意匠性の評価を実施した。評価方法は、表面がクロムめっき処理された水栓金具との色味の比較により行った。被験者30人の視覚による官能評価とし、次に示す4段階の基準で判定した。4段階の基準の区分には、被験者30人中20人以上の判定結果が一致した結果によって決定した。評価結果を表1に示す。
「×」:水栓金具として違和感を感じる色味
「△」:水栓金具として受容される色味
「○」:クロムめっき品と同一の空間で使用する際に違和感を感じる色味
「◎」:クロムめっき品と同一の空間で使用する際に違和感を感じない色味
とした。

Claims (6)
- クロムめっき、ニッケルめっきの少なくともいずれかを施した基材の表面にアモルファスカーボン層が形成された水栓金具であって、
基材とアモルファスカーボン層との間に設けられ、炭素、水素、及びケイ素を含有する中間層をさらに備え、
前記アモルファスカーボン層が形成される前後の色差値の差分である色差ΔE*abが、2.5以上17.8以下であることを特徴とする防汚性水栓金具。 - 前記アモルファスカーボン層の膜厚が1.5nm以上であることを特徴とする、請求項1に記載の防汚性水栓金具。
- 前記色差ΔE*abが9.3以下である、請求項1または2に記載防汚性水栓金具。
- 前記色差ΔE*abが2.5以上5.1未満であることを特徴とする、請求項1〜3のいずれか1項に記載の防汚性水栓金具。
- クロムめっき、ニッケルめっきの少なくともいずれかを施した基材の表面にアモルファスカーボン層が形成された水栓金具であって、
前記アモルファスカーボン層が前記基材の表面に直接設けられており、
前記アモルファスカーボン層の膜厚が12nmより厚く37nm以下であることを特徴とする防汚性水栓金具。 - 前記アモルファスカーボン層が形成される前後の色差値の差分である色差ΔE*abが、15以下である、請求項5記載の防汚性水栓金具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013081577A JP6213889B2 (ja) | 2013-04-09 | 2013-04-09 | 水栓金具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013081577A JP6213889B2 (ja) | 2013-04-09 | 2013-04-09 | 水栓金具 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014202047A JP2014202047A (ja) | 2014-10-27 |
| JP2014202047A5 JP2014202047A5 (ja) | 2015-12-24 |
| JP6213889B2 true JP6213889B2 (ja) | 2017-10-18 |
Family
ID=52352730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013081577A Expired - Fee Related JP6213889B2 (ja) | 2013-04-09 | 2013-04-09 | 水栓金具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6213889B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6028878B2 (ja) * | 2015-02-23 | 2016-11-24 | Toto株式会社 | 水まわり用ガラス部材 |
| EP3059330A1 (en) | 2015-02-23 | 2016-08-24 | Toto Ltd. | Wet area member |
| JP6804037B2 (ja) * | 2016-09-02 | 2020-12-23 | Toto株式会社 | 吐水装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3366680B2 (ja) * | 1993-02-05 | 2003-01-14 | 東陶機器株式会社 | セラミックバルブ用部材及びその製造方法 |
| JP2003336751A (ja) * | 2002-05-17 | 2003-11-28 | Sumitomo Electric Ind Ltd | アルミナセラミックス弁体およびそれを用いた温水栓バルブ |
-
2013
- 2013-04-09 JP JP2013081577A patent/JP6213889B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014202047A (ja) | 2014-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Boryło et al. | Structure and properties of Al2O3 thin films deposited by ALD process | |
| Harkonen et al. | Sealing of hard CrN and DLC coatings with atomic layer deposition | |
| Abdallah et al. | Structural, mechanical, electrical and wetting properties of ZrNx films deposited by Ar/N2 vacuum arc discharge: Effect of nitrogen partial pressure | |
| Chu et al. | Substrate bias effects on mechanical and tribological properties of substitutional solid solution (Ti, Al) N films prepared by reactive magnetron sputtering | |
| Delfani-Abbariki et al. | Enhancing the adhesion of diamond-like carbon films to steel substrates using silicon-containing interlayers | |
| JP6213889B2 (ja) | 水栓金具 | |
| Aissani et al. | Relationship between structure, surface topography and tribo-mechanical behavior of Ti-N thin films elaborated at different N2 flow rates | |
| US9790592B2 (en) | Decorative article having black hard coating film | |
| Wang et al. | The influence of Ni concentration on the structure, mechanical and tribological properties of Ni–CrSiN coatings in seawater | |
| Miletić et al. | Influence of substrate roughness on adhesion of TiN coatings | |
| Leppaniemi et al. | Effect of surface wear on corrosion protection of steel by CrN coatings sealed with atomic layer deposition | |
| Jeong et al. | Fabrication and evaluation of protective SiOx layers using plasma-enhanced chemical vapor deposition | |
| Lyytinen et al. | Nanotribological, nanomechanical and interfacial characterization of atomic layer deposited TiO2 on a silicon substrate | |
| Lin et al. | Fabrication of High Transparency Diamond‐Like Carbon Film Coating on D263T Glass at Room Temperature as an Antireflection Layer | |
| JP2016513181A (ja) | 装飾的な、漆黒のコーティング | |
| US10526241B2 (en) | Scratch-resistant coatings with improved cleanability, substrates with scratch-resistant coatings with improved cleanability, and methods for producing same | |
| Sharifahmadian et al. | Mechanically robust hydrophobic fluorine-doped diamond-like carbon film on glass substrate | |
| Polychronopoulou et al. | The nanostructure, wear and corrosion performance of arc-evaporated CrBxNy nanocomposite coatings | |
| JP2015193911A (ja) | 水まわり用部材 | |
| Chen et al. | Chemical inertness of Ta–Si–N coatings in glass molding | |
| James et al. | Metallic Adhesive Layers for Ag‐Based First Surface Mirrors | |
| TW200303930A (en) | Corrosion and abrasion resistant decorative coating | |
| CN111263832B (zh) | 卫生设备构件 | |
| Takarada et al. | Structural dependence of corrosion resistance of amorphous carbon films against nitric acid | |
| US10029233B2 (en) | Wet area member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151105 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170828 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6213889 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170910 |
|
| LAPS | Cancellation because of no payment of annual fees |