JP6201730B2 - 深穴加工装置および深穴加工方法 - Google Patents
深穴加工装置および深穴加工方法 Download PDFInfo
- Publication number
- JP6201730B2 JP6201730B2 JP2013264747A JP2013264747A JP6201730B2 JP 6201730 B2 JP6201730 B2 JP 6201730B2 JP 2013264747 A JP2013264747 A JP 2013264747A JP 2013264747 A JP2013264747 A JP 2013264747A JP 6201730 B2 JP6201730 B2 JP 6201730B2
- Authority
- JP
- Japan
- Prior art keywords
- guide bush
- blade
- cutting tool
- deep hole
- outer periphery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Description
特許文献1に記載の深穴加工装置は、ワークに穴あけ加工を行う刃具の径外側にガイドブッシュを備えている。ガイドブッシュは、刃具を高速回転したときに生じる刃具の刃先の振れ回りを抑制する。
本発明は上記問題に鑑みてなされたものであり、ガイドブッシュの耐久性を高めることの可能な深穴加工装置および深穴加工方法を提供することを目的とする。
これにより、ガイドブッシュと刃具との摩擦による発熱及び摩耗を抑制することができる。
(第1実施形態)
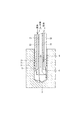
本発明の第1実施形態を図1から図5に示す。第1実施形態の深穴加工装置1は、金属または樹脂などのワーク2に穴あけ加工を行うものである。
図1に示すように、深穴加工装置1は、回転機構10、刃具20、及びガイドブッシュ30などを備える。
回転機構10として、例えば小型スピンドルモーターが例示される。刃具20は、軸方向の一端が回転機構10に取り付けられ、回転機構10の駆動により軸周りに回転する。
刃具20は、外周壁よりも径内側に供給通路22と排出通路23を有する、いわゆるBTA(Boring&Trepanning Association)式のものである。
刃具20の外周には、環状の案内壁21が設けられている。供給通路22は、刃具20の軸方向に延び、その案内壁21よりも刃具20の先端側に開口する。この供給通路22は、刃具20の先端に切削液を供給可能である。
排出通路23は、刃具20の軸中心に設けられ、刃具20の先端に開口する。この排出通路23は、ワーク2の穴あけ加工により生じた切屑を切削液と共に排出可能である。
なお、図2では、切削液の流れを矢印A−Eで示している。
なお、ガイドブッシュ30に挿通される刃具20は、供給通路22及び排出通路23が外周壁よりも径内側に設けられていることから、外周に溝などが設けられておらず、その断面形状が円形である。
噴出孔31は、ガイドブッシュ30の内周壁に開口し、ガイドブッシュ30の径内側へ気体または液体を噴出可能である。本実施形態の噴出孔31は、油圧供給手段3から供給された油を刃具20の外周に向けて所定の圧力で噴出する。
溝部33は、ガイドブッシュ30の内周壁に設けられ、噴出孔31から噴射された油を貯留可能である。本実施形態の溝部33は、噴出孔31の開口を中心としてX字状に延びるX溝34と、複数のディンプル35を有する。
なお、規制部32から漏れ出した油は、図示しないフィルタによって異物を取り除いた後、再利用することが可能である。
深穴加工方法は、噴出工程、圧力調整工程、及び穴加工工程を含む。
噴出工程では、油圧供給手段3からガイドブッシュ30の噴出孔31に油を供給し、その噴出孔31開口から油を噴出させる。
圧力調整工程では、油圧供給手段3から噴出孔31に供給する油圧を、刃具20とガイドブッシュ30の内壁とを非接触に維持可能な程度に調整する。刃具20は高速回転するほど刃先が振れ回りやすいので、刃具20を回転数を高くする程、油圧供給手段3から噴出孔31に供給する油圧を高圧にすることが好ましい。
また、刃具20の外周と規制部32との距離dが近い場合、油圧供給手段3から噴出孔31に供給する油圧を低く調整することが可能である。一方、刃具20の外周と規制部32との距離dが遠い場合、油圧供給手段3から噴出孔31に供給する油圧を高く調整する。
刃具20の先端部に設けられた環状の案内壁21がワーク2の穴の内壁と摺動する前まで、刃具20はガイドブッシュ30によって振れ回りが抑制される。ガイドブッシュ30は、刃具20と非接触で刃具20の振れ回りを抑制する。
穴加工工程では、刃具20を高速に回転するに従い、遠心力が増し、刃具20の先端が振れ回る傾向にある。そのため、ガイドブッシュ30の中心軸O1の周りを刃具20の中心軸O2が公転する。このときのガイドブッシュ30の内壁と刃具20との間の油圧を、図5の一点鎖線α及び矢印βで示す。この油圧は、ガイドブッシュ30の内壁と刃具20との距離が近いほど高圧となり、ガイドブッシュ30の内壁と刃具20との距離が遠いほど低圧となる。したがって、油の反発力により、ガイドブッシュ30の内壁と刃具20との間に油膜γが形成され、刃具20はガイドブッシュ30の内壁に非接触で回転する。その結果、ガイドブッシュ30の内壁と刃具20との摩擦によるトルクむらがなくなることで、刃具20の振れ回りがさらに抑制される。また、仮にガイドブッシュ30の内周または刃具20の外周の断面形状が製造公差により真円でないとしても、その影響による振れ回りが油膜γによって低減される。
(1)第1実施形態の深穴加工装置1は、刃具20の外周に向けて油を噴出可能な噴出孔31を有するガイドブッシュ30を備えている。これにより、ガイドブッシュ30の内壁と刃具20との間に油膜γが形成され、刃具20はガイドブッシュ30の内壁と非接触で回転する。したがって、ガイドブッシュ30と刃具20との摩擦による発熱及び摩耗が抑制されるので、ガイドブッシュ30の耐久性を高めることができる。
本発明の第2実施形態の深穴加工装置について、図6を参照して説明する。なお、以下、複数の実施形態において、上述した第1実施形態と実質的に同一の構成には同一の符号を付して説明を省略する。
第2実施形態では、深穴加工装置のガイドブッシュ40は、その径内方向の内壁に、複数の細孔41を有する多孔質材料を有する。図6は、ガイドブッシュ40の内壁の展開図であり、多孔質材料の有する複数の細孔41を模式的に拡大して示したものである。第2実施形態では、この多孔質材料の複数の細孔41が、特許請求の範囲に記載の噴出孔に相当する。
ガイドブッシュ40は、図示しない空気供給手段から供給された空気を多孔質材料の細孔41を通じて所定の圧力で噴出する。なお、空気供給手段は、工場設備のコンプレッサーなどが例示される。
ガイドブッシュ40の内壁と刃具20との間に空気の層が形成されることにより、刃具20はガイドブッシュ40の内壁と非接触で回転する。
本発明の第3実施形態の深穴加工装置について、図7を参照して説明する。
第3実施形態では、ガイドブッシュ50の径内方向の内壁は、軸方向から見て、3個の円弧面51,52,53により形成されている。円弧面51,52,53は、径外方向に凸状である。これにより、ガイドブッシュ50の内壁と刃具20との距離が近い箇所が刃具20の円周上に等間隔で3か所形成される。一方、ガイドブッシュ50の内壁と刃具20との距離が遠い箇所が刃具20の円周上に等間隔で3か所形成される。ガイドブッシュ50の内壁と刃具20との距離が近い箇所の油圧による反発力は、ガイドブッシュ50の内壁と刃具20との距離が遠い箇所の油圧による反発力よりも大きいものとなる。
なお、第3実施形態では、3個の円弧面51,52,53によりガイドブッシュ50の内壁を形成したが、ガイドブッシュ50の内壁は3個以上の奇数個の円弧面によって形成すればよい。これにより、ガイドブッシュ50は奇数の箇所で刃具20を支持することが可能になり、刃具20の振れ回りを抑制することができる。
本発明の第4実施形態の深穴加工装置について、図8を参照して説明する。図8は、深穴加工装置のガイドブッシュ60の内壁の展開図である。
第4実施形態では、ガイドブッシュ60は、その径内方向の内壁に、3個の噴出孔61,62,63と、複数のV字型の溝部64と、規制部65を有する。
噴出孔61,62,63は、油圧供給手段3から供給された油を所定の圧力で噴出する。溝部64は、噴出孔61,62,63から噴射された油を貯留可能である。
第4実施形態では、上述した第1〜第3実施形態と同様の作用効果を奏する。
本発明の第5実施形態の深穴加工装置について、図9から図11を参照して説明する。なお、図9、図12、図14では、ガイドブッシュ30を部分断面図として示している。
第5実施形態では、刃具20は、排出通路24,25が軸中心よりも径外方向に2本設けられている。2本の排出通路24,25は、刃具20の先端部側と回転機構側に開口している。排出通路24,25は、刃具20の先端部側に切屑導入口26を有し、回転機構側に切屑排出口27を有する。
図9及び図10に示すように、刃具20は、排出通路24,25の径外側を覆うカバー部28を有する。刃具20は、カバー部28を有する箇所において、その外周が円筒状に形成される。ガイドブッシュ30は、カバー部28の径外側に設けられる。
本発明の第6実施形態の深穴加工装置について、図12及び図13を参照して説明する。
第6実施形態では、刃具20は、排出通路29を軸中心に備えている。この排出通路29は、刃具20の先端部側に切屑導入口26を有し、回転機構側に切屑排出口27を有する。
図13に示すように、刃具20は、排出通路29の径外側を覆うカバー部28を有する。刃具20は、カバー部28を有する箇所において、その外周が円筒状に形成される。ガイドブッシュ30は、カバー部28の径外側に設けられる。そのため、ガイドブッシュ30とカバー部28との間に気圧または油圧が貯留され、その間に空気の層又は油膜が形成される。
本発明の第7実施形態の深穴加工装置について、図14から図17を参照して説明する。
第7実施形態では、刃具20は、排出通路を備えていない。ガイドブッシュ30は、刃具20の先端切欠部200よりも回転機構側に設けられる。
図15に示すように、刃具20は、先端切欠部200よりも回転機構側が円柱状である。そのため、ガイドブッシュ30と刃具20の外周との間に気圧または油圧が貯留され、その間に空気の層又は油膜が形成される。
また、図17に示すように、第7実施形態の刃具20は、ワーク2に形成された止まり穴7の内壁の仕上げ加工を行うことが可能である。この止まり穴7は、横方向に開口部8が設けられている。この場合、止まり穴7の仕上げ加工により生じた切屑は、その開口部8から排出される。
上述した実施形態では、ワークに穴あけ加工を行う深穴加工装置について説明した。これに対し、他の実施形態では、深穴加工装置は、ワークに形成された穴の内壁の仕上げ加工を行うものであってもよい。
本発明の刃具は、軸周りに回転してワークに穴あけ加工又は仕上げ加工を行う刃具であれば、いずれの構成であってもよい。
本発明は、上記複数の実施形態に限定されるものではなく、発明の趣旨を逸脱しない範囲において、種々の形態で実施することができる。
2 ・・・ワーク
10・・・回転機構
20・・・刃具
22・・・供給通路
30,40,50,60・・・ガイドブッシュ
31,41,54,55,56,61,62,63・・・噴出孔
Claims (7)
- 軸周りに回転してワーク(2)に穴あけ加工又は仕上げ加工を行うことが可能なよう設けられ、軸方向に延びて前記ワークの穴あけ加工又は仕上げ加工により生じた切屑を排出可能な排出通路(23,29)を有する刃具(20)と、
前記刃具を回転する回転機構(10)と、
前記刃具の外周から離して設けられ、前記回転機構により回転する前記刃具の外周に向けて気体または液体を噴出する噴出孔(31,41,54,55,56,61,62,63)、前記刃具の軸方向の一方及び他方に前記刃具の外周との間から前記刃具の外周に向けて噴出される気体又は液体が漏れ出し可能に設けられ当該気体又は液体の漏れ出し量を規制する二つの規制部(32,65)、及び、径内方向の内壁に液体を貯留可能な溝部(33,64)を有する円筒形状のガイドブッシュ(30,40,50,60)と、
を備え、
前記ガイドブッシュは、前記刃具によって前記ワークに穴あけ加工又は仕上げ加工を行うとき、前記刃具の前記排出通路が前記刃具の外周よりも径内側に設けられた箇所であって外周の軸方向に垂直な断面形状が円形状となる箇所の径外方向に設けられ、
前記刃具は、前記ガイドブッシュに非接触で回転可能なことを特徴とする深穴加工装置(1)。 - 前記ガイドブッシュ(40)は、その径内方向の内壁に、前記刃具の外周に向けて気体を噴出可能な複数の細孔(41)を有する多孔質材料を有することを特徴とする請求項1に記載の深穴加工装置。
- 前記ガイドブッシュ(50)の径内方向の内壁は、軸方向から見て、3以上の奇数の円弧面(51,52,53)により形成されていることを特徴とする請求項1に記載の深穴加工装置。
- 前記排出通路(23)は、前記刃具の軸中心に設けられることを特徴とする請求項1に記載の深穴加工装置。
- 前記刃具は、前記排出通路(24,25,29)の径外側を覆うカバー部(28)を有し、
前記カバー部の軸方向の距離(L1)は、前記ワークの穴あけ加工の深さ(L3)と前記ガイドブッシュの軸方向の長さ(L2)との和よりも長いことを特徴とする請求項1に記載の深穴加工装置。 - 請求項1に記載の深穴加工装置を用いた深穴加工方法であって、
前記ガイドブッシュの前記噴出孔から気体または液体を噴出させる噴出工程と、
前記気体または液体の圧力を、前記ガイドブッシュの内壁と前記刃具とが非接触に維持される程度に調整する圧力調整工程と、を含むことを特徴とする深穴加工方法。 - 前記圧力調整工程では、
前記ガイドブッシュの軸方向の一方及び他方に設けられた前記規制部と前記刃具の外周との距離が近い程、前記噴出孔から噴出する気体または液体の圧力を低く調整し、
前記ガイドブッシュの前記規制部と前記刃具の外周との距離が遠い程、前記噴出孔から噴出する気体または液体の圧力を高く調整することを特徴とする請求項6に記載の深穴加工方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013264747A JP6201730B2 (ja) | 2013-12-23 | 2013-12-23 | 深穴加工装置および深穴加工方法 |
| MX2014016026A MX369622B (es) | 2013-12-23 | 2014-12-19 | Aparato de maquinado de agujero profundo y metodo de maquinado de agujero profundo. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013264747A JP6201730B2 (ja) | 2013-12-23 | 2013-12-23 | 深穴加工装置および深穴加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015120216A JP2015120216A (ja) | 2015-07-02 |
| JP6201730B2 true JP6201730B2 (ja) | 2017-09-27 |
Family
ID=53532361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013264747A Expired - Fee Related JP6201730B2 (ja) | 2013-12-23 | 2013-12-23 | 深穴加工装置および深穴加工方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6201730B2 (ja) |
| MX (1) | MX369622B (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6722153B2 (ja) | 2017-07-28 | 2020-07-15 | 株式会社Subaru | ドリル、穿孔ユニット及び穿孔方法 |
| JP7207983B2 (ja) | 2018-12-10 | 2023-01-18 | 株式会社Subaru | ドリル、穿孔ユニット及び被穿孔品を製作する方法 |
| JP7267766B2 (ja) | 2019-02-14 | 2023-05-02 | 株式会社Subaru | 回転切削工具、回転切削ユニット及び被切削加工品を製作する方法 |
| JP2021186914A (ja) | 2020-05-27 | 2021-12-13 | 株式会社Subaru | 孔の仕上げ加工工具及び孔の仕上げ加工品の製造方法 |
| CN117881496A (zh) * | 2021-08-27 | 2024-04-12 | 山崎马扎克公司 | 机床用的工件支承装置、机床以及机床的使用方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS496264B1 (ja) * | 1970-02-23 | 1974-02-13 | ||
| JPS53156982U (ja) * | 1977-05-16 | 1978-12-09 | ||
| JPS5768714U (ja) * | 1980-10-07 | 1982-04-24 | ||
| JPS6039410U (ja) * | 1983-08-25 | 1985-03-19 | 三菱重工業株式会社 | 深穴切削工具 |
| JPH04141303A (ja) * | 1990-10-01 | 1992-05-14 | Fusao Yamada | 棒材加工用の主軸移動型自動旋盤における固定形ガイドブッシュとこれを用いたワーク繰り出し方法 |
-
2013
- 2013-12-23 JP JP2013264747A patent/JP6201730B2/ja not_active Expired - Fee Related
-
2014
- 2014-12-19 MX MX2014016026A patent/MX369622B/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| MX2014016026A (es) | 2015-07-29 |
| MX369622B (es) | 2019-11-14 |
| JP2015120216A (ja) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6201730B2 (ja) | 深穴加工装置および深穴加工方法 | |
| WO2006132068A1 (ja) | 深孔加工用ドリルヘッド | |
| WO2016072309A1 (ja) | 軸受装置の冷却構造 | |
| US6746023B2 (en) | Collet | |
| JP2010142889A (ja) | 工具保持具、工具保持具用切削液供給プレート及び切削加工方法 | |
| EP3098006A1 (en) | Cutter head | |
| JP2008296317A (ja) | コンビネーションホルダ | |
| US20170216939A1 (en) | Chip control tool | |
| JP4640275B2 (ja) | 穴加工工具 | |
| JP6464775B2 (ja) | エアシール構造、及びエアシール構造が適用された主軸装置 | |
| JP6968093B2 (ja) | 穴のバリ取りのためのチップ除去工具 | |
| EP2977133B1 (en) | Method of producing cooling apertures in a combustion chamber head | |
| TWI704301B (zh) | 滾珠軸承及工具機用主軸裝置 | |
| JP6319106B2 (ja) | 総型切削工具、工作機械及びラジアル軸受の製造方法 | |
| JP2013107150A (ja) | トレパニング工具 | |
| KR101928291B1 (ko) | 공작기계용 이물질 유입 방지 장치 | |
| JP2011156644A (ja) | 切削加工方法 | |
| JP2016128195A5 (ja) | ||
| KR101912351B1 (ko) | 공작 기계용 라이브센터 | |
| JP2000033506A (ja) | 深穴加工軸の支持具 | |
| JP2021053783A (ja) | ドリル | |
| JP2008307649A (ja) | リーマ加工方法及びその装置 | |
| JP2009297803A (ja) | 穴加工工具 | |
| JP2006102868A (ja) | 切削加工装置 | |
| KR100576499B1 (ko) | 대구경 깊은 홀의 가공용 어댑터 및 홀 가공방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160229 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170814 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6201730 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |