JP6178584B2 - ダイヤモンドワイヤソーデバイスおよび方法 - Google Patents
ダイヤモンドワイヤソーデバイスおよび方法 Download PDFInfo
- Publication number
- JP6178584B2 JP6178584B2 JP2013027843A JP2013027843A JP6178584B2 JP 6178584 B2 JP6178584 B2 JP 6178584B2 JP 2013027843 A JP2013027843 A JP 2013027843A JP 2013027843 A JP2013027843 A JP 2013027843A JP 6178584 B2 JP6178584 B2 JP 6178584B2
- Authority
- JP
- Japan
- Prior art keywords
- diamond wire
- wire
- signal
- saw device
- diamond
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D59/00—Accessories specially designed for sawing machines or sawing devices
- B23D59/001—Measuring or control devices, e.g. for automatic control of work feed pressure on band saw blade
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
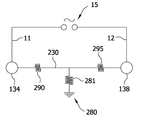
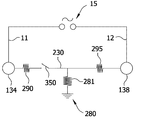
11 導電接触線
12 導電接触線
15 電源ユニット
100 ダイヤモンドワイヤソーデバイス
112 ワイヤガイドシリンダ
114 ワイヤガイドシリンダ
116 ワイヤガイドシリンダ
118 ワイヤガイドシリンダ
122 モータ
124 モータ
126 モータ
128 モータ
134 ワイヤ供給用スプール
138 ワイヤ巻取用スプール
180 接触ブラシ
190 接触ブラシ
200 ワイヤウエブ
215 ワイヤの前後運動
225 ワイヤの前後運動
230 ダイヤモンドワイヤ
280 接地
281 抵抗
290 抵抗
295 抵抗
302 インゴット
304 インゴット
306 インゴット
308 インゴット
350 開スイッチ
600 信号測定ユニット
700 制御ユニット
701 接続データ線
702 接続データ線
800 値、電圧
810 値、電圧
900 線
950 電圧
p 期間
t 時間
t0 時間
V 電圧
V1 電圧
V2 電圧
V3 閾値
Claims (13)
- ダイヤモンドワイヤ(230)を用いてインゴット(302、304、306、308)を切断するダイヤモンドワイヤソーデバイス(100)であって、前記ダイヤモンドワイヤソーデバイスが、前記インゴットに対して前記ダイヤモンドワイヤを動かすように適合され、
前記ダイヤモンドワイヤソーデバイスが、
前記ダイヤモンドワイヤ(230)に交流信号を印加するように構成されたダイヤモンドワイヤ欠陥検出システム(1)を備え、
前記ダイヤモンドワイヤ欠陥検出システム(1)は、測定された信号が異常な状態を示すことに応答して、印加される交流電圧の絶対値を増大させるように適合された電圧増大モジュールを含む、ダイヤモンドワイヤソーデバイス(100)。 - ダイヤモンドワイヤ(230)を用いてインゴット(302、304、306、308)を切断するダイヤモンドワイヤソーデバイス(100)であって、前記ダイヤモンドワイヤソーデバイスが、前記インゴットに対して前記ダイヤモンドワイヤを動かすように適合され、
前記ダイヤモンドワイヤソーデバイスが、
前記ダイヤモンドワイヤ(230)に交流信号を印加するように構成されたダイヤモンドワイヤ欠陥検出システム(1)を備え、
前記交流信号は、1〜100Hzであり、接触ブラシ(180、190)を介して前記ダイヤモンドワイヤ(230)に供給され、
前記交流信号が方形波信号(800、810、900、910)である、ダイヤモンドワイヤソーデバイス。 - 前記交流信号が方形波信号(800、810、900、910)である、請求項1に記載のダイヤモンドワイヤソーデバイス。
- 前記ダイヤモンドワイヤにおける電気パラメータを測定する信号測定ユニット(600)をさらに備える、請求項1ないし3のいずれか一項に記載のダイヤモンドワイヤソーデバイス。
- 前記信号測定ユニット(600)と動作可能に接続された分析モジュールをさらに備え、前記分析モジュールが、前記測定された信号を分析するように適合される、請求項4に記載のダイヤモンドワイヤソーデバイス。
- 前記ダイヤモンドワイヤソーデバイスの動作中に前記ダイヤモンドワイヤの方へ水性冷却材を誘導する入り口をさらに含む、請求項1ないし5のいずれか一項に記載のダイヤモンドワイヤソーデバイス。
- インゴットを切断するダイヤモンドワイヤソーデバイスを動作させる方法であって、前記ダイヤモンドワイヤソーデバイスがダイヤモンドワイヤを含み、前記方法が、
a)前記ダイヤモンドワイヤに交流信号を印加するステップと、
b)前記ダイヤモンドワイヤの応答信号を測定するステップと、
c)前記測定された信号を分析するステップと、
d)測定された信号が異常な状態を示す場合、前記印加される信号を増大させるステップとを含む、方法。 - 前記印加される交流信号が方形波の交流信号である、請求項7に記載の方法。
- 前記ダイヤモンドワイヤソーデバイスの動作中に前記ダイヤモンドワイヤの方へ水性冷却材を誘導するステップをさらに含む、請求項7または8に記載の方法。
- 前記ダイヤモンドワイヤに交流信号を印加するステップが、前記ダイヤモンドワイヤにおける前記信号を前記信号の実質上一定の絶対値で制御するステップを含む、請求項7ないし9のいずれか一項に記載の方法。
- 前記測定された信号が選択可能な閾値を下回る場合、前記印加される信号が増大される、請求項7ないし10のいずれか一項に記載の方法。
- e)選択可能な時間間隔を待機するステップと、
f)前記測定された信号が、前記印加される信号の前記増大に応答して前記閾値を上回らない場合、前記ダイヤモンドワイヤソーデバイスの動作を停止させるステップとをさらに含む、請求項11に記載の方法。 - ダイヤモンドワイヤソーデバイスにダイヤモンドワイヤ欠陥検出システムを後付けする方法であって、前記ダイヤモンドワイヤソーデバイスがダイヤモンドワイヤを含み、前記方法が、
a)前記ダイヤモンドワイヤに交流信号を印加するように構成された前記ダイヤモンドワイヤ欠陥検出システムを提供するステップと、
b)前記ダイヤモンドワイヤ欠陥検出システムを前記ダイヤモンドワイヤに導電接触させるステップとを含み、
前記ダイヤモンドワイヤ欠陥検出システムにより、前記ダイヤモンドワイヤに交流信号を印加するステップと、前記ダイヤモンドワイヤの応答信号を測定するステップと、前記測定された信号を分析するステップと、測定された信号が異常な状態を示す場合、前記印加される信号を増大させるステップとを行う、方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12155606.2 | 2012-02-15 | ||
| EP12155606.2A EP2628558A1 (en) | 2012-02-15 | 2012-02-15 | Diamond wire saw device and method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013166241A JP2013166241A (ja) | 2013-08-29 |
| JP2013166241A5 JP2013166241A5 (ja) | 2016-04-07 |
| JP6178584B2 true JP6178584B2 (ja) | 2017-08-09 |
Family
ID=48761792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013027843A Active JP6178584B2 (ja) | 2012-02-15 | 2013-02-15 | ダイヤモンドワイヤソーデバイスおよび方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2628558A1 (ja) |
| JP (1) | JP6178584B2 (ja) |
| CN (2) | CN103252846B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9920748B2 (en) | 2014-04-22 | 2018-03-20 | Vestas Wind Systems A/S | Method and tool for assembling tower elements |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2628558A1 (en) * | 2012-02-15 | 2013-08-21 | Applied Materials Switzerland Sàrl | Diamond wire saw device and method |
| WO2016071936A1 (en) * | 2014-11-03 | 2016-05-12 | Pedrini Spa Ad Unico Socio | Multi-wire machine for cutting blocks of stone and wire tensioning device |
| CN106994640B (zh) * | 2017-04-18 | 2022-12-20 | 天津大学 | 一种活动式线带磨削加工装置 |
| CN107688030A (zh) * | 2017-09-28 | 2018-02-13 | 张家港天工机械制造有限公司 | 一种金刚线上砂检测装置 |
| CN108098550B (zh) * | 2017-12-18 | 2020-06-23 | 沈阳中北真空技术有限公司 | 一种金刚石线切割加工设备及钕铁硼磁体的切割方法 |
| CN113858015B (zh) * | 2021-10-26 | 2022-08-02 | 常州艾可特机电科技有限公司 | 金刚线排线方法、排线系统及设备 |
| CN117340357B (zh) * | 2023-12-06 | 2024-03-19 | 成都游小木创新科技有限公司 | 一种汽车零件精度切割装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3126836B2 (ja) * | 1992-11-30 | 2001-01-22 | 株式会社日平トヤマ | ワイヤソー装置の異常検出方法 |
| JPH06297320A (ja) * | 1993-04-13 | 1994-10-25 | Nippei Toyama Corp | ワイヤ位置検出装置 |
| JP3265208B2 (ja) * | 1996-12-26 | 2002-03-11 | 株式会社日平トヤマ | ワイヤソー |
| JPH10264005A (ja) * | 1997-03-25 | 1998-10-06 | Tokyo Seimitsu Co Ltd | ワイヤソーのワイヤ径検出装置およびそれを使用したワイヤソー |
| EP1738886A1 (fr) * | 2005-06-27 | 2007-01-03 | HCT Shaping Systems S.A. | Procédé de détection d'un dysfonctionnement dans un dispositif de sciage par fil et dispositif pour la mise en oeuvre dudit procédé |
| WO2011070386A1 (en) * | 2009-12-11 | 2011-06-16 | Applied Materials, Inc. | Monitoring device for the wire of a wire saw device and method for operating the same |
| CN101817209B (zh) * | 2010-04-01 | 2012-09-12 | 大连理工大学 | 一种金刚石线锯精密切割过程实时纠偏方法 |
| CN102225593B (zh) * | 2011-04-29 | 2014-03-05 | 桂林创源金刚石有限公司 | 金刚石线锯装置 |
| EP2628558A1 (en) * | 2012-02-15 | 2013-08-21 | Applied Materials Switzerland Sàrl | Diamond wire saw device and method |
-
2012
- 2012-02-15 EP EP12155606.2A patent/EP2628558A1/en not_active Withdrawn
- 2012-10-30 CN CN201210439545.3A patent/CN103252846B/zh active Active
- 2012-10-30 CN CN 201220579226 patent/CN203062967U/zh not_active Withdrawn - After Issue
-
2013
- 2013-02-15 JP JP2013027843A patent/JP6178584B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9920748B2 (en) | 2014-04-22 | 2018-03-20 | Vestas Wind Systems A/S | Method and tool for assembling tower elements |
Also Published As
| Publication number | Publication date |
|---|---|
| CN203062967U (zh) | 2013-07-17 |
| JP2013166241A (ja) | 2013-08-29 |
| EP2628558A1 (en) | 2013-08-21 |
| CN103252846B (zh) | 2015-09-02 |
| CN103252846A (zh) | 2013-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6178584B2 (ja) | ダイヤモンドワイヤソーデバイスおよび方法 | |
| TWI628020B (zh) | 用於在非計畫的中斷之後恢復工件的線鋸切加工的方法以及設備 | |
| JP2013094959A (ja) | ワイヤソー制御システムおよびワイヤソー | |
| JP6169557B2 (ja) | 張力監視機能を有するワイヤ放電加工機 | |
| JP2014180745A (ja) | インゴット送りシステム | |
| Kimura et al. | Fundamental study on multi-wire EDM slicing of SiC by wire electrode with track-shaped section | |
| JP2011148027A (ja) | インゴットの切断方法及びワイヤソー | |
| JP6017525B2 (ja) | 消耗品交換機能を有するワイヤ放電加工機用制御装置 | |
| CN203792545U (zh) | 丝锯及用于丝锯的丝线监控系统 | |
| CN110842312A (zh) | 横向线切割装置及其控制方法 | |
| WO2011032602A1 (en) | Pulley for a wire saw device, wire saw device and method for operating same | |
| CN211360964U (zh) | 横向线切割装置 | |
| JP2014168832A (ja) | 加工装置、加工方法 | |
| WO2011032600A1 (en) | Method for operating a wire saw device | |
| JP2015091613A (ja) | ワイヤ放電加工装置、ワイヤ放電加工方法 | |
| WO2012089243A1 (en) | Wire saw device, method of operating thereof | |
| EP3233342A1 (en) | Method for wire refurbishment, wire and wire saw | |
| KR102382752B1 (ko) | 와이어소 장치 및 워크의 절단방법 | |
| JP2018058147A (ja) | ワイヤソー及びワイヤソーのワイヤ巻き取り方法 | |
| JP2016163920A (ja) | マルチワイヤ放電加工装置 | |
| EP4389335A1 (en) | Method for wire electrical discharge machining | |
| JP6397699B2 (ja) | マルチワイヤ放電加工装置の制御方法 | |
| CN118927561B (zh) | 一种3d打印耗材拉丝机 | |
| JP7628478B2 (ja) | ワイヤソーの異常診断装置および方法 | |
| KR20180128868A (ko) | 다이아몬드 와이어컷팅 머신 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20160201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161130 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20161227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6178584 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |