JP6155183B2 - 狭開先レーザ溶接方法 - Google Patents
狭開先レーザ溶接方法 Download PDFInfo
- Publication number
- JP6155183B2 JP6155183B2 JP2013266375A JP2013266375A JP6155183B2 JP 6155183 B2 JP6155183 B2 JP 6155183B2 JP 2013266375 A JP2013266375 A JP 2013266375A JP 2013266375 A JP2013266375 A JP 2013266375A JP 6155183 B2 JP6155183 B2 JP 6155183B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- groove
- weld bead
- laser
- weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Description
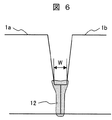
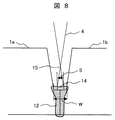
被溶接材を突き合わせて狭開先を形成し、前記狭開先内にレーザ光を導光して集光照射し、前記狭開先内の前記レーザ光の照射部に溶接ワイヤを送給しつつ前記溶接ワイヤ及び前記被溶接材を溶融させて溶接ビードを形成し、前記溶接ビードを多層積層して被溶接材の積層溶接を行う狭開先レーザ溶接方法において、
前記狭開先の開先幅は2mm以上4mm以下であり、
2層目以降の前記溶接ビードの形成の際、
前記レーザ光を、前記照射部における前記レーザ光の照射幅Sと前記照射部の開先底幅Wとの比S/Wが1/4以上3/4以下となるように照射し、
且つ、前記溶接ビードの溶込み形状を、前記溶接ビードの積層高さDと下層溶接ビードへの溶込み深さPの和である溶け込み高さHと、前記溶接ビードの開先幅方向の溶込みの最大幅WMとの比H/WMが1.5以上2.5以下となるように溶接条件を制御することを特徴とする狭開先レーザ溶接方法を提供する。
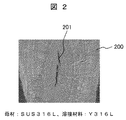
狭開先レーザ溶接方法は、原子力発電プラント等の大型構造物に使用される、板の厚さが25mmを超える厚板のステンレス鋼の溶接に用いられる方法である。
本実施例では溶接条件を変えて(開先幅BW、S/W及びH/WMの値を変えて)溶接を行い、溶接欠陥の有無を調査した。

本実施例ではレーザ光4の開先幅方向に揺動・走査させる方法により照射幅Sを変えて溶接を行い、溶接欠陥の有無を調査した。レーザ光4の照射幅Sの制御方法以外の条件は、実施例1と同様である。
Claims (6)
- 被溶接材を突き合わせて狭開先を形成し、前記狭開先内にレーザ光を導光して集光照射し、前記狭開先内の前記レーザ光の照射部に溶接ワイヤを送給しつつ前記溶接ワイヤ及び前記被溶接材を溶融させて溶接ビードを形成し、前記溶接ビードを多層積層して前記被溶接材の積層溶接を行う狭開先レーザ溶接方法において、
前記狭開先の開先幅は2mm以上4mm以下であり、
2層目以降の前記溶接ビードの形成の際、
前記レーザ光を、前記照射部における前記レーザ光の照射幅Sと前記照射部の開先底幅Wとの比S/Wが1/4以上3/4以下となるように照射し、
且つ、前記溶接ビードの溶込み形状を、前記溶接ビードの積層高さDと下層溶接ビードへの溶込み深さPの和である溶け込み高さHと、前記溶接ビードの開先幅方向の溶込みの最大幅WMとの比H/WMが1.5以上2.5以下となるように溶接条件を制御することを特徴とする狭開先レーザ溶接方法。 - 前記レーザ光の照射幅Sを、前記レーザ光の焦点位置を前記被溶接材の板厚方向にずらすことにより制御することを特徴とする請求項1に記載の狭開先レーザ溶接方法。
- 前記レーザ光の照射幅Sを、前記レーザ光を前記開先幅方向に揺動・走査させることにより制御することを特徴とする請求項1又は2に記載の狭開先レーザ溶接方法。
- 前記下層溶接ビードへの溶込み深さPが2mm以上7mm以下となるように溶接条件を制御することを特徴とする請求項1乃至3のいずれか1項に記載の狭開先レーザ溶接方法。
- 前記溶接ビードの前記開先幅方向の溶込みの幅が最大となる位置が、前記溶接ビードの積層高さDの1/2より上方にあることを特徴とする請求項1乃至4のいずれか1項に記載の狭開先レーザ溶接方法。
- 前記被溶接材は、材料成分から算出されるCr当量/Ni当量が1.31以上1.40以下のオーステナイト系ステンレス鋼であることを特徴とする請求項1乃至5のいずれか1項に記載の狭開先レーザ溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013266375A JP6155183B2 (ja) | 2013-12-25 | 2013-12-25 | 狭開先レーザ溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013266375A JP6155183B2 (ja) | 2013-12-25 | 2013-12-25 | 狭開先レーザ溶接方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015120188A JP2015120188A (ja) | 2015-07-02 |
| JP2015120188A5 JP2015120188A5 (ja) | 2016-09-01 |
| JP6155183B2 true JP6155183B2 (ja) | 2017-06-28 |
Family
ID=53532343
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013266375A Active JP6155183B2 (ja) | 2013-12-25 | 2013-12-25 | 狭開先レーザ溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6155183B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6470664B2 (ja) * | 2015-09-24 | 2019-02-13 | 日立Geニュークリア・エナジー株式会社 | 原子炉制御棒の製造方法および原子炉制御棒 |
| CN105397288B (zh) * | 2015-12-07 | 2017-04-26 | 中色科技股份有限公司 | 一种等厚铝合金拼焊板的激光焊接方法 |
| JP6470225B2 (ja) * | 2016-04-15 | 2019-02-13 | 株式会社ビアーチェ | 装身具又は宝飾品の溶接方法 |
| CN107127453A (zh) * | 2017-06-02 | 2017-09-05 | 中国科学院合肥物质科学研究院 | 一种降低激光填丝焊接奥氏体不锈钢热裂纹的方法 |
| CN111299828B (zh) * | 2019-11-27 | 2022-02-08 | 北京工业大学 | 一种厚板超窄间隙激光填丝热导焊接方法 |
| CN111618434B (zh) * | 2020-05-19 | 2021-08-06 | 西安交通大学 | 一种基于激光扫描的窄间隙厚板填丝焊接方法 |
| CN112935549A (zh) * | 2021-03-23 | 2021-06-11 | 徐州徐工挖掘机械有限公司 | 一种窄间隙激光填丝焊接设备及其方法 |
| CN114012260A (zh) * | 2021-11-19 | 2022-02-08 | 华能国际电力股份有限公司 | 一种燃气轮机高温部件裂纹损伤激光焊接修补方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62220293A (ja) * | 1986-03-20 | 1987-09-28 | Mitsubishi Heavy Ind Ltd | 狭開先レ−ザ溶接方法 |
| JP2007190586A (ja) * | 2006-01-18 | 2007-08-02 | Mitsubishi Heavy Ind Ltd | 溶接方法及び液化ガスタンクの製造方法 |
| JP5341538B2 (ja) * | 2009-01-30 | 2013-11-13 | 株式会社日立製作所 | レーザ溶接装置 |
| JP5419807B2 (ja) * | 2010-06-16 | 2014-02-19 | 日立Geニュークリア・エナジー株式会社 | レーザ溶接装置 |
| JP5580788B2 (ja) * | 2011-07-12 | 2014-08-27 | 株式会社神戸製鋼所 | 厚鋼材のレーザ溶接方法 |
-
2013
- 2013-12-25 JP JP2013266375A patent/JP6155183B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015120188A (ja) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6155183B2 (ja) | 狭開先レーザ溶接方法 | |
| JP5827454B2 (ja) | レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法 | |
| Zhang et al. | Welding of thick stainless steel plates up to 50 mm with high brightness lasers | |
| JP5294573B2 (ja) | レーザとアークの複合溶接装置及び方法 | |
| JP5260268B2 (ja) | 原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物 | |
| JP6776555B2 (ja) | レーザー・アークハイブリッド溶接法を用いた狭開先溶接継ぎ手及びその作製方法 | |
| Pan et al. | Effect of shielding gas on laser–MAG arc hybrid welding results of thick high-tensile-strength steel plates | |
| JP2009262186A (ja) | 金属メッキ板のレーザー溶接方法 | |
| KR101831584B1 (ko) | 상이한 두께의 재료의 레이저 용접 방법 | |
| Feng et al. | Narrow gap laser welding for potential nuclear pressure vessel manufacture | |
| JP2018075596A (ja) | 亜鉛メッキ鋼板のレーザー接合方法 | |
| RU2578303C1 (ru) | Способ лазерно-дуговой сварки вертикальных стыков толстолистовых стальных конструкций | |
| JP5866790B2 (ja) | レーザ溶接鋼管の製造方法 | |
| JP2008168319A (ja) | 鋼板の突合せ溶接継手 | |
| Vänskä et al. | Laser welding of stainless steel self-steering tube-to-tube joints with oscillating mirror | |
| JP5803160B2 (ja) | レーザ溶接鋼管の製造方法 | |
| Uemura et al. | Expansion of laser–arc hybrid welding to horizontal and vertical-up welding | |
| WO2017099004A1 (ja) | 突合せ溶接方法 | |
| JP5580788B2 (ja) | 厚鋼材のレーザ溶接方法 | |
| Spina et al. | T-joints of Ti alloys with hybrid laser-MIG welding: macro-graphic and micro-hardness analyses | |
| Pandey | The effect of tilting angle on penetration depth and profile in laser welding and in submerged arc welding | |
| JP4998634B1 (ja) | レーザ溶接方法 | |
| JP2006346709A (ja) | 薄板縁継手のレーザ溶接方法 | |
| Näsström et al. | Evaluation of a laser-hot-wire hybrid process for producing deep net-shape welds | |
| Vänskä et al. | Orbital cutting and welding of stainless steel tubes with a fiber laser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160715 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160715 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170605 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6155183 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |