JP6102987B2 - アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス - Google Patents
アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス Download PDFInfo
- Publication number
- JP6102987B2 JP6102987B2 JP2015118885A JP2015118885A JP6102987B2 JP 6102987 B2 JP6102987 B2 JP 6102987B2 JP 2015118885 A JP2015118885 A JP 2015118885A JP 2015118885 A JP2015118885 A JP 2015118885A JP 6102987 B2 JP6102987 B2 JP 6102987B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- wire
- mass
- less
- alloy wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
- H01B1/023—Alloys based on aluminium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B5/00—Non-insulated conductors or conductive bodies characterised by their form
- H01B5/02—Single bars, rods, wires, or strips
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
Description
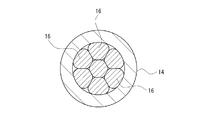
線径0.155mmのアルミニウム合金線を19本束ねて撚りピッチ16mmで撚線とし、円形圧縮成形を行わないで、図1のような形態のアルミニウム合金撚線を作製した。得られたアルミニウム合金撚線に被覆厚0.2mmで塩化ビニル樹脂を押出被覆し、被覆電線を作製した。得られた被覆電線の導体に端子金具を圧着して、ワイヤーハーネスを作製した。
表1に記載の線径、本数、撚りピッチで、実施例1と同様にアルミニウム合金撚線を作製した。実施例3、6、7では、円形圧縮成形を行い、図2のような形態のアルミニウム合金撚線とした。また、実施例1と同様にして、被覆電線およびワイヤーハーネスを作製した。
JIS Z2241(金属材料引張試験方法、1998)に準拠して、汎用の引張試験機を用いて測定した。
ブリッジ法により測定した。
得られたアルミニウム合金線からFIB法で厚さ0.15μmの金属薄膜を形成し、透過型電子顕微鏡(TEM)でこの金属薄膜を観察し、最も転位が確認できる箇所の700×850nmの範囲を撮影した。この写真上に、縦横10本ずつ平行線を引き、その平行線の合計長さをL、平行線と転位との交点の数をN、試料の厚さをtとし、転位密度ρを、計算式ρ=2N/(L×t)より算出した。
得られたアルミニウム合金線の径方向断面を透過型電子顕微鏡(TEM)で観察し、700×850nmの範囲を撮影し、350×425nmのエリア12カ所で針状のMg2Si析出物の長軸が5〜50nmの析出物の個数を計測し、12カ所の平均値をMg2Si析出物の量として算出した。
得られたアルミニウム合金線の径方向断面を透過型電子顕微鏡(TEM)で700×850nmの範囲を撮影し、350×425nmのエリア12カ所で針状のMg2Si析出物の長軸が5〜50nmの析出物各40個について、長軸、短軸、アスペクト比を計測し、40個および12カ所の平均値をMg2Si析出物のアスペクト比、長軸、短軸として算出した。
図3に示すように、長さ500mmの被覆電線1の導体(アルミニウム合金撚線)の一端に端子金具2を圧着してなるワイヤーハーネス3の端子金具2を治具4で固定するとともに、ワイヤーハーネス3の他端に取り付けられた錘5を端子金具2の固定位置の高さまで引き上げ、錘5を自由落下させた。この落下試験により端子金具2の圧着部で被覆電線1の導体(アルミニウム合金撚線)に断線が生じない最大荷重(g)を耐衝撃性の指標とした。最大荷重が100g以上であった場合を耐衝撃性に優れるとし、最大荷重が300g以上であった場合を耐衝撃性に特に優れるとした。

12 アルミニウム合金撚線(導体)
14 絶縁被覆
16 アルミニウム合金線(導体素線)
Claims (15)
- Mgを0.03質量%以上1.5質量%以下、Siを0.02質量%以上2.0質量%以下、Feを0.1質量%以上0.6質量%以下含有し、残部がAlおよび不純物からなり、Mg2Si析出物がアスペクト比2.0〜6.0の針状であり、伸びが5%以上であることを特徴とするアルミニウム合金線。
- さらに、Zrを0.01質量%以上0.05質量%以下含有し、Feの含有量が0.1質量%以上0.3質量%以下であることを特徴とする請求項1に記載のアルミニウム合金線。
- さらに、Tiを0.08質量%以下含有することを特徴とする請求項1または2に記載のアルミニウム合金線。
- さらに、Bを0.016質量%以下含有することを特徴とする請求項3に記載のアルミニウム合金線。
- 転位密度が、5.0×109cm−2以下であることを特徴とする請求項1から4のいずれか1項に記載のアルミニウム合金線。
- 径方向断面の350×425nmの範囲内における、粒径5〜50nmの前記Mg2Si析出物の量が、100個以上であることを特徴とする請求項1から5のいずれか1項に記載のアルミニウム合金線。
- 前記Mg2Si析出物の長さが、40nm未満であることを特徴とする請求項1から6のいずれか1項に記載のアルミニウム合金線。
- 前記Mg2Si析出物が、軸方向に沿って配向していることを特徴とする請求項1から7のいずれか1項に記載のアルミニウム合金線。
- 引張強さが150MPa以上、導電率が40%IACS以上であることを特徴とする請求項1から8のいずれか1項に記載のアルミニウム合金線。
- 線径が0.5mm以下であることを特徴とする請求項1から9のいずれか1項に記載のアルミニウム合金線。
- 前記伸びは、10%以上であることを特徴とする請求項1から10のいずれか1項に記載のアルミニウム合金線。
- 請求項1から11のいずれか1項に記載のアルミニウム合金線を複数本撚り合わせてなることを特徴とするアルミニウム合金撚線。
- 径方向に圧縮成形されてなることを特徴とする請求項12に記載のアルミニウム合金撚線。
- 請求項1から11のいずれか1項に記載のアルミニウム合金線を含む導体の外周を絶縁被覆で覆ってなることを特徴とする被覆電線。
- 請求項14に記載の被覆電線の導体に端子金具が取り付けられてなることを特徴とするワイヤーハーネス。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118885A JP6102987B2 (ja) | 2015-06-12 | 2015-06-12 | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| DE112016002640.4T DE112016002640T5 (de) | 2015-06-12 | 2016-05-23 | Aluminium-Legierungs-Draht, verdrillter Aluminium-Legierungs-Draht, umhüllter Draht und Kabelbaum |
| US15/735,536 US10370743B2 (en) | 2015-06-12 | 2016-05-23 | Aluminum alloy wire, aluminum alloy twisted wire, covered wire, and wiring harness |
| KR1020177034389A KR101882158B1 (ko) | 2015-06-12 | 2016-05-23 | 알루미늄 합금선, 알루미늄 합금 연선, 피복 전선 및 와이어 하네스 |
| PCT/JP2016/065116 WO2016199564A1 (ja) | 2015-06-12 | 2016-05-23 | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
| CN201680034009.1A CN107709588A (zh) | 2015-06-12 | 2016-05-23 | 铝合金线、铝合金绞线、包覆电线以及线束 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015118885A JP6102987B2 (ja) | 2015-06-12 | 2015-06-12 | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017038164A Division JP6443473B2 (ja) | 2017-03-01 | 2017-03-01 | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017002367A JP2017002367A (ja) | 2017-01-05 |
| JP2017002367A5 JP2017002367A5 (ja) | 2017-02-09 |
| JP6102987B2 true JP6102987B2 (ja) | 2017-03-29 |
Family
ID=57503224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015118885A Active JP6102987B2 (ja) | 2015-06-12 | 2015-06-12 | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10370743B2 (ja) |
| JP (1) | JP6102987B2 (ja) |
| KR (1) | KR101882158B1 (ja) |
| CN (1) | CN107709588A (ja) |
| DE (1) | DE112016002640T5 (ja) |
| WO (1) | WO2016199564A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10941473B2 (en) | 2015-09-03 | 2021-03-09 | Questek Innovations Llc | Aluminum alloys |
| TN2019000018A1 (en) * | 2016-07-21 | 2020-07-15 | Univ Du Quebec A Chicoutimi | Aluminum conductor alloys having improved creeping resistance |
| JP6738758B2 (ja) * | 2017-03-31 | 2020-08-12 | 古河電気工業株式会社 | 電線接続構造体およびその製造方法 |
| US11773468B2 (en) | 2017-11-28 | 2023-10-03 | Questek Innovations Llc | Al—Mg—Si alloys for applications such as additive manufacturing |
| EP3739071A4 (en) * | 2018-01-12 | 2021-05-19 | Furukawa Electric Co., Ltd. | MOVABLE CABLE |
| DE112018007264T8 (de) * | 2018-03-14 | 2021-01-14 | Autonetworks Technologies, Ltd. | Elektrischer drahtleiter, ummantelter elektrischer draht, verkabelung und verfahren zum herstellen eines elektrischen drahtleiters |
| EP3778944A4 (en) * | 2018-03-27 | 2021-12-29 | Furukawa Electric Co., Ltd. | Aluminum alloy material, and conductive member, battery member, fastening part, spring part, and structural part using aluminum alloy material |
| DE102018206811A1 (de) * | 2018-05-03 | 2019-11-07 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Erwärmen eines Kabelbaums sowie Kabelbaumheizeinrichtung |
| KR102587466B1 (ko) | 2021-07-13 | 2023-10-11 | 사회복지법인 삼성생명공익재단 | 중성구 수치 회복 예측방법 및 그 장치 |
| CN114086033B (zh) * | 2021-11-25 | 2022-05-10 | 江苏亨通电力特种导线有限公司 | 一种超耐热铝合金导线及其制备方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS567855B2 (ja) | 1973-06-25 | 1981-02-20 | ||
| US4216031A (en) * | 1978-01-23 | 1980-08-05 | Southwire Company | Aluminum nickel base alloy electrical conductor and method therefor |
| US4236709A (en) | 1979-06-29 | 1980-12-02 | International Business Machines Corporation | Cartridge sheet feed attachment |
| US5223050A (en) * | 1985-09-30 | 1993-06-29 | Alcan International Limited | Al-Mg-Si extrusion alloy |
| JPH07179974A (ja) * | 1993-12-24 | 1995-07-18 | Takeshi Masumoto | アルミニウム合金およびその製造方法 |
| JP4100629B2 (ja) * | 2004-04-16 | 2008-06-11 | 日鉱金属株式会社 | 高強度高導電性銅合金 |
| US20100059151A1 (en) * | 2006-12-13 | 2010-03-11 | Shingo Iwamura | High-strength aluminum alloy product and method of producing the same |
| US20120031242A1 (en) * | 2010-08-04 | 2012-02-09 | Yi-Min Li | Anti-Rolling Socket |
| JP5155464B2 (ja) * | 2011-04-11 | 2013-03-06 | 住友電気工業株式会社 | アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス |
| WO2013147270A1 (ja) * | 2012-03-29 | 2013-10-03 | 古河電気工業株式会社 | アルミニウム合金線およびその製造方法 |
| KR101813772B1 (ko) | 2013-03-29 | 2017-12-29 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금 도체, 알루미늄 합금 연선, 피복 전선, 와이어하네스 및 알루미늄 합금 도체의 제조 방법 |
| EP3266891B1 (en) * | 2013-03-29 | 2019-08-14 | Furukawa Electric Co. Ltd. | Aluminum alloy conductor, aluminum alloy stranded wire, coated wire, wire harness and manufacturing method of aluminum alloy conductor |
-
2015
- 2015-06-12 JP JP2015118885A patent/JP6102987B2/ja active Active
-
2016
- 2016-05-23 US US15/735,536 patent/US10370743B2/en active Active
- 2016-05-23 KR KR1020177034389A patent/KR101882158B1/ko active IP Right Grant
- 2016-05-23 WO PCT/JP2016/065116 patent/WO2016199564A1/ja active Application Filing
- 2016-05-23 DE DE112016002640.4T patent/DE112016002640T5/de active Granted
- 2016-05-23 CN CN201680034009.1A patent/CN107709588A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR101882158B1 (ko) | 2018-07-25 |
| JP2017002367A (ja) | 2017-01-05 |
| US10370743B2 (en) | 2019-08-06 |
| DE112016002640T5 (de) | 2018-03-01 |
| WO2016199564A1 (ja) | 2016-12-15 |
| US20180171439A1 (en) | 2018-06-21 |
| CN107709588A (zh) | 2018-02-16 |
| KR20170137212A (ko) | 2017-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6102987B2 (ja) | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス | |
| JP6698735B2 (ja) | 自動車用アルミ電線 | |
| JP6222533B2 (ja) | アルミニウム合金線の製造方法 | |
| JP5247584B2 (ja) | Al合金及びAl合金導電線 | |
| CN109923227B (zh) | 铝合金线、铝合金绞合线、包覆电线以及带端子电线 | |
| JP6686293B2 (ja) | 銅合金線、銅合金撚線、被覆電線およびワイヤーハーネス | |
| KR20130089665A (ko) | 알루미늄 합금선 및 그것을 이용한 알루미늄 합금 연선, 피복 전선, 와이어 하네스 | |
| KR20150119185A (ko) | 구리합금선, 구리합금 연선, 피복 전선, 및 단자 부착 전선 | |
| JP2016037652A (ja) | 銅合金線、銅合金撚線、被覆電線、及び端子付き電線 | |
| JP2012001813A (ja) | アルミニウム合金導体電線及びその製造方法 | |
| KR102544287B1 (ko) | 알루미늄 합금선, 알루미늄 합금 연선, 피복 전선, 및 단자 부착 전선 | |
| JP6212946B2 (ja) | 屈曲性に優れるアルミ合金線およびその製造方法 | |
| JP6288456B2 (ja) | 電線の製造方法、電線、及びワイヤーハーネス | |
| JPWO2011071097A1 (ja) | 送電体及びその製造方法 | |
| JP6443473B2 (ja) | アルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネス | |
| JP2010285688A (ja) | Al合金及びAl合金導電線 | |
| WO2020039711A1 (ja) | 被覆電線、端子付き電線、銅合金線、銅合金撚線、及び銅合金線の製造方法 | |
| JP7483217B2 (ja) | 被覆電線、端子付き電線、銅合金線、及び銅合金撚線 | |
| WO2020039710A1 (ja) | 被覆電線、端子付き電線、銅合金線、銅合金撚線、及び銅合金線の製造方法 | |
| JP2016183420A (ja) | 銅合金線、銅合金撚線、被覆電線、及び端子付き電線 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161031 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161118 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20161118 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20161207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6102987 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |