JP6091925B2 - 真空ポンプ - Google Patents
真空ポンプ Download PDFInfo
- Publication number
- JP6091925B2 JP6091925B2 JP2013036784A JP2013036784A JP6091925B2 JP 6091925 B2 JP6091925 B2 JP 6091925B2 JP 2013036784 A JP2013036784 A JP 2013036784A JP 2013036784 A JP2013036784 A JP 2013036784A JP 6091925 B2 JP6091925 B2 JP 6091925B2
- Authority
- JP
- Japan
- Prior art keywords
- casing
- bearing
- vacuum pump
- rotors
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 claims description 21
- 229910000838 Al alloy Inorganic materials 0.000 claims description 16
- 238000004381 surface treatment Methods 0.000 claims description 8
- 230000008878 coupling Effects 0.000 claims description 5
- 238000010168 coupling process Methods 0.000 claims description 5
- 238000005859 coupling reaction Methods 0.000 claims description 5
- 229910001256 stainless steel alloy Inorganic materials 0.000 claims 1
- 239000003921 oil Substances 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- 230000008859 change Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000010687 lubricating oil Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Landscapes
- Applications Or Details Of Rotary Compressors (AREA)
Description
本発明によれば、運転中にロータのスクリュー部とケーシングの微小隙間を維持してロータのスクリュー部とケーシングの接触を防止することができ、運転中の温度上昇によりポンプ各部が熱膨張してもロータのスクリュー部とケーシングの微小隙間の変化量を非常に小さくすることができる。したがって、運転中の温度上昇によってもスクリューロータとケーシングの接触を防止することができる。
本発明によれば、軸受プレート側のポンプケーシングとの位置決めを、軸受に対し同心で配置された別部品である軸受押さえに対し行う構成になっている。すなわち、ポンプケーシングの内径と軸受押さえの外径とを焼嵌めもしくは圧入にて嵌合することにより、ポンプケーシングの位置決めを行っている。この場合、ポンプケーシングの着脱を考えると、ポンプケーシングと軸受押さえの線膨張係数に差を持たせておくと、すなわち、ポンプケーシング>軸受押さえにしておけば、温度調整により着脱が安易に行える。例えば、軸受押さえの材質を、アルミニウムもしくはアルミニウム合金よりも線膨張係数の小さいステンレス合金(線膨張係数:10〜17×10 −6 /℃)などにすれば、ポンプケーシングの嵌合位置の内径よりも軸受押さえの嵌合位置の外径を若干大きく製作し、焼嵌めにより締結しても、分解の際、温度を上昇させ、嵌合部に隙間を形成することで容易に分解することができる。
本発明によれば、ケーシング、ロータのスクリュー部、軸受を収める軸受プレートの材料をアルミニウム合金とすることにより、比重が小さく、ポンプの軽量化を図ることができ、また熱伝導率が大きくポンプの温度分布の均一化を図ることができる。
本発明の好ましい態様によれば、前記ケーシングの材質は、アルミニウム合金であり、前記軸受押さえの材質は、ステンレス合金であることを特徴とする。
本発明によれば、ケーシング内径部は特にスクリューロータと微小隙間を形成しているので、傷などが付き難くしておくことが好ましく、したがって、本発明においては、ケーシング内径部への表面処理の施工は重要である。表面処理の候補とそのビッカース硬度を以下にあげる。
・硬質アルマイト:Hv200から400
・Niメッキ:Hv500から1000
・セラミックスメッキ:Hv1000から1500
・DLC(ダイヤモンドライクカーボン):Hv1000〜3000
本発明によれば、一対のポンプロータを同期させて逆方向に回転させるためのタイミングギヤ及び該タイミングギヤを潤滑するための潤滑油や潤滑系を省略できるから、ドライ真空ポンプ全体を更に軽量化することが可能となる。また、真空ポンプとして回転運転を行っている最中に発生する駆動力ロスをポンプロータの回転軸を支えるベアリングの回転摩擦ロスに限定し、モータ部の消費電力ロスを最小限にすることが可能となる。
本発明の実施形態によれば、前記ケーシングは、前記一対のロータの軸間距離を規定する第二の軸受を収める軸受プレートに対し、焼嵌めもしくは圧入にて嵌合されている。
ポンプケーシングの位置決めは、一対のロータの軸間距離を決めるもう一つの要素である第二の軸受を配置した軸受プレートに対し行われるのが最適である。上記実施形態によれば、ポンプケーシングの位置決めを、第二の軸受を収納する軸受プレートに対して直接に焼嵌めもしくは圧入にて行なうことにより、ケーシング内に2軸分ある第一の軸受の同心及び軸間を安定させ易くなる。例えば、ケーシング側で説明すると、軸受を収めるケーシングの内径加工(ここに軸受の外径が収まる)と、軸受プレートと焼嵌めもしくは圧入するケーシングの内径加工は同時加工でき、非常に高い精度の芯出しが可能である。
(1)運転中にロータのスクリュー部とケーシングの微小隙間を維持してロータのスクリュー部とケーシングの接触を防止することができ、運転中の温度上昇によりポンプ各部が熱膨張してもロータのスクリュー部とケーシングの微小隙間の変化量を非常に小さくすることができる。したがって、運転中の温度上昇によってもスクリューロータとケーシングの接触を防止することができる。
(2)ケーシング、ロータのスクリュー部、軸受を収める軸受プレートの材料をアルミニウム合金とすることにより、比重が小さく、ポンプの軽量化を図ることができ、また熱伝導率が大きくポンプの温度分布の均一化を図ることができる。
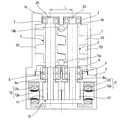
図1は、本発明に係る真空ポンプの第1の実施形態を示す縦断面図である。図1に示すように、真空ポンプは、ポンプケーシング1と、ポンプケーシング1内に対向して配置された一対のロータ2,2と、一対のロータ2,2を回転駆動するモータ部10とを備えている。前記一対のロータ2,2は、ポンプケーシング1に固定された第一の軸受3,3と、ポンプケーシング1の開口端に設けられた軸受プレート4に支持された第二の軸受5,5とにより回転自在に支承されている。一対のロータ2,2の軸間距離Lは、第一の軸受3,3の位置と第二の軸受5,5の位置を規定することにより所定の寸法に設定されている。第一の軸受3,3の位置は、ポンプケーシング1に形成された円形孔からなる軸受支持部1a,1aにより規定され、第二の軸受5,5の位置は、軸受プレート4に形成された円形孔からなる軸受支持部4a,4aにより規定される。第二の軸受5,5は軸受プレート4に固定された軸受押さえ6により押さえられている。
また、一対のスクリューロータ2,2の軸間距離Lを決める第一の軸受3,3と第二の軸受5,5とを収めたポンプケーシング1と軸受プレート4の材質を同一にしてあるため、ポンプケーシング1と軸受プレート4におけるそれぞれの軸間距離の熱膨張量がほぼ同じになり、スクリューロータ2とポンプケーシング1の接触を防止することができる。
図2(a),(b),(c)は、図1に示す真空ポンプの各部クリアランスおよび各部位の線膨張係数の関係を示す図であり、図2(a)は真空ポンプの全体を示す縦断面図であり、図2(b)はポンプケーシング1と一対のロータ2のスクリューネジ部2Sとの関係を示す模式的な横断面図であり、図2(c)は図2(a)のII部の拡大図である。
<各部クリアランス>
・ポンプケーシングとスクリューロータの隙間:δ1
・スクリューロータ内外径間の隙間:δ2
・スクリューロータ軸方向間の隙間:δ3
<各部位の線膨張係数>
・ロータのスクリューネジ部:λr
・ポンプケーシング:λc
・軸受プレート:λbc
各部クリアランスおよび各部位の線膨張係数と、接触の可能性および真空ポンプの性能との関係は以下のとおりである。
・λc>λrのとき、δ1及びδ2が大きくなり、真空ポンプの性能低下となる。
・λr>λcのとき、δ1及びδ2が小さくなり、接触の可能性が高まる。
・λbc>λrのとき、δ2が大きくなり、真空ポンプの性能低下となる。
・λr>λbcのとき、δ2が小さくなり、接触の可能性が高まる。
・λbc>λcのとき、A部の隙間狭くなり、接触の可能性が高まる。
・λc>λbcのとき、A部の隙間広くなり、真空ポンプの性能低下となる。
上記各部位の材質は樹脂でもよい。例えばPPS樹脂(比重:1.3〜1.8、線膨張係数:26〜69×10−6/℃)、PEEK樹脂(比重:1.3〜1.8、線膨張係数:47×10−6/℃)など。
図1に示すように、ポンプケーシング1は、その内部の最深部に一対のロータ2,2の軸間距離を決める要素の一つである第一の軸受3,3を配置している。ポンプケーシング1の位置決めは、一対のロータ2,2の軸間距離を決めるもう一つの要素である第二の軸受5,5を配置した軸受プレート4に対し行われるのが最適である。その方法として、平行ピンもしくはテーパーピンを2個用いる方法がある。ポンプケーシング1と軸受プレート4のそれぞれに同一のX、Y座標位置にピンを挿入する穴を設け、2部品を位置決めする方法である。また、ポンプケーシング1の内径とロータ2の外径の隙間も考える必要がある。2軸分あるケーシング内径とロータ外径は、回転周方向の隙間のばらつきを小さくするため、両軸ともできるだけ同心が得られていることが望ましい。そのため、ピンの座標は、ポンプケーシング1の内径の芯、また軸受プレート4の芯に対しての厳しい寸法公差が要求される。
・硬質アルマイト:Hv200から400
・Niメッキ:Hv500から1000
・セラミックスメッキ:Hv1000から1500
・DLC(ダイヤモンドライクカーボン):Hv1500〜3000
ポンプケーシング1を別材質の軸受押さえ6に嵌合する場合は、軸受プレート4の表面処理の実施は任意である。また、ケーシング内径部は特にスクリューロータと微小隙間を形成しているので、傷などが付き難くしておくことが好ましく、したがって、ケーシング内径部への上記表面処理の施工は重要である。
1a 軸受支持部
2 ロータ,スクリューロータ
2A 軸部
2S スクリューネジ部
3 第一の軸受
4 軸受プレート
4a 軸受支持部
5 第二の軸受
6 軸受押さえ
10 モータ部
11 モータロータ
12 モータステータ
Claims (6)
- 対向して配置された一対のロータと、吸排気口を有し前記一対のロータの軸間距離を規定する第一の軸受を収めるケーシングと、前記ロータを回転駆動するモータ部を備えた真空ポンプであって、
前記ケーシングと、前記ロータのスクリュー部と、前記一対のロータの軸間距離を規定する第二の軸受を収める軸受プレートの材質が同一であり、
前記一対のロータの軸間距離を規定する第二の軸受に対し同心に前記軸受プレートに締結されている軸受押さえを設け、前記ケーシングと前記軸受押さえとを焼嵌めもしくは圧入にて嵌合し、
前記ケーシングと前記軸受押さえの線膨張係数に差を持たせるようにしたことを特徴とする真空ポンプ。 - 前記材質は、アルミニウム合金であることを特徴とする請求項1に記載の真空ポンプ。
- 前記ケーシングの線膨張係数を前記軸受押さえの線膨張係数より大きくしたことを特徴とする請求項1に記載の真空ポンプ。
- 前記ケーシングの材質は、アルミニウム合金であり、前記軸受押さえの材質は、ステンレス合金であることを特徴とする請求項3に記載の真空ポンプ。
- 前記ケーシングにビッカース硬度200から3000までの表面処理が施されていることを特徴とする請求項1乃至4のいずれか一項に記載の真空ポンプ。
- 前記モータ部は、前記一対のロータをタイミングギヤを用いず互いに同期させて逆方向に回転させるマグネットカップリング型DCブラシレスモータであることを特徴とする請求項1乃至5のいずれか一項に記載の真空ポンプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036784A JP6091925B2 (ja) | 2013-02-27 | 2013-02-27 | 真空ポンプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036784A JP6091925B2 (ja) | 2013-02-27 | 2013-02-27 | 真空ポンプ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014163340A JP2014163340A (ja) | 2014-09-08 |
| JP6091925B2 true JP6091925B2 (ja) | 2017-03-08 |
Family
ID=51614169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013036784A Active JP6091925B2 (ja) | 2013-02-27 | 2013-02-27 | 真空ポンプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6091925B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7000914B2 (ja) | 2018-02-26 | 2022-01-19 | トヨタ自動車株式会社 | 水素ポンプ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02153290A (ja) * | 1988-08-08 | 1990-06-12 | Nippon Piston Ring Co Ltd | 呼水用真空ポンプ |
| JP2006112389A (ja) * | 2004-10-18 | 2006-04-27 | Denso Corp | 気体圧縮機 |
| JP2009092042A (ja) * | 2007-10-11 | 2009-04-30 | Nabtesco Corp | 回転ロータ式ポンプの軸受保護機構 |
| JP2009243280A (ja) * | 2008-03-28 | 2009-10-22 | Hokuetsu Kogyo Co Ltd | スクリュ流体機械用ケーシングの表面処理方法及びスクリュ流体機械用ケーシング |
| JP2010127119A (ja) * | 2008-11-25 | 2010-06-10 | Ebara Corp | ドライ真空ポンプユニット |
-
2013
- 2013-02-27 JP JP2013036784A patent/JP6091925B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014163340A (ja) | 2014-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2013348004B2 (en) | Air bearing for use as seal | |
| US7388308B2 (en) | Spindle device | |
| JP6079052B2 (ja) | 真空ポンプ | |
| JP2003042078A (ja) | スクロール型圧縮機 | |
| JP2018514687A (ja) | エアコンプレッサーないし液体ポンプを備える機械 | |
| JP7108377B2 (ja) | 真空ポンプ、真空ポンプに備わる回転部、およびアンバランス修正方法 | |
| JP6091925B2 (ja) | 真空ポンプ | |
| JP2014163332A (ja) | スクロール圧縮機 | |
| WO2018142964A1 (ja) | スクロール圧縮機 | |
| JPWO2015025416A1 (ja) | 回転機械及び冷凍サイクル機器 | |
| JP2014169663A (ja) | 真空ポンプ | |
| JP4732833B2 (ja) | スクリューロータおよび真空ポンプ | |
| JP7142025B2 (ja) | 圧力ダム軸受を含む電動機アセンブリ | |
| JP6118718B2 (ja) | スクロール式流体機械 | |
| JP2014077475A (ja) | 軸受構造、および、水噴射式空気圧縮装置 | |
| TW201837321A (zh) | 旋轉機及用於旋轉機之轉子 | |
| JP2019110645A (ja) | 回転機械 | |
| JP2015520824A (ja) | 改良されたスクリュー形容積式機械 | |
| TW202225563A (zh) | 乾式真空泵 | |
| CA3125001C (en) | A pump with a bearing lubrication system | |
| JP2018511736A (ja) | エアコンプレッサーないし液体ポンプ | |
| JPH11294358A (ja) | 複軸真空ポンプ | |
| JP2007046767A (ja) | クリーナモータ用軸受 | |
| JP2000220640A (ja) | モータ及びターボ分子ポンプ | |
| JP2009236063A (ja) | ポンプ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161019 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6091925 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |