JP6077397B2 - スパークプラグの製造方法 - Google Patents
スパークプラグの製造方法 Download PDFInfo
- Publication number
- JP6077397B2 JP6077397B2 JP2013129360A JP2013129360A JP6077397B2 JP 6077397 B2 JP6077397 B2 JP 6077397B2 JP 2013129360 A JP2013129360 A JP 2013129360A JP 2013129360 A JP2013129360 A JP 2013129360A JP 6077397 B2 JP6077397 B2 JP 6077397B2
- Authority
- JP
- Japan
- Prior art keywords
- rear end
- metal shell
- talc
- cutting
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Ignition Installations For Internal Combustion Engines (AREA)
- Spark Plugs (AREA)
Description
軸線方向に伸びる筒状の主体金具と、前記主体金具の内側に配置された絶縁体と、前記主体金具と前記絶縁体との間隙に充填された滑石と、を備えるスパークプラグの製造方法であって、
(A)前記主体金具の内側に前記絶縁体を配置する工程と、
(B)前記主体金具の後端側から前記間隙に前記滑石を充填する工程と、
(C)前記主体金具の後端側から前記軸線方向に沿って前記間隙に入り込む刃先部と、該刃先部の後端側に配置され前記刃先部が前記間隙に入り込んだときに前記主体金具の後端部と対向する先端面を備える本体部と、を有する切削金具を、前記主体金具の前記軸線を中心に相対的に回転させて前記充填された滑石の後端部を切削する工程と、
(D)前記主体金具の後端部を径方向内側へ加締める工程と、を備え、
前記工程(C)では、前記本体部の前記先端面と前記主体金具の後端部とが接触しないように、前記切削金具を前記軸線方向に沿って相対的に移動させて前記滑石を切削し、
前記工程(D)では、前記主体金具の後端側から前記間隙に筒状の治具を挿入して前記治具の端部を前記滑石の後端へ接触させることにより、前記治具を介して前記工程(C)によって切削された前記滑石の後端の位置を測定し、測定された前記滑石の後端の位置情報に基づいて取得された値が予め定められた範囲内の場合に、前記主体金具の後端部を加締めることを特徴とする、
スパークプラグの製造方法。
また、本発明は、以下の形態として実現することも可能である。
A1.スパークプラグの構成:
図1は、本発明を適用して製造されるスパークプラグ100の一例を示す部分断面図である。以下では、図1においてスパークプラグ100の軸線方向ODを図面における上下方向とし、下側をスパークプラグの先端側、上側を後端側として説明する。なお、図1では、軸線O−Oの右側にスパークプラグ100の外観を示し、軸線O−Oの左側にスパークプラグ100を軸線O−O(すなわち、中心軸)を通る面で切断した断面を示している。
図2は、スパークプラグ100の製造工程を示すフローチャートである。本実施形態では、まず、主体金具50に対し、板パッキン8と、中軸が組み込まれた絶縁碍子10とが、軸線方向ODへ挿入される(ステップS10)。
図3は、ステップS10の様子を示す図である。図3には、このステップS10によって、主体金具50に対し、板パッキン8と絶縁碍子10とが挿入された状態が示されている。図3に示す「+」のハッチングは、中軸(図示せず)が組み込まれた絶縁碍子10を表している。このことは、以降の図においても同様である。ステップS10は、本願の工程Aに相当する。
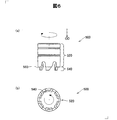
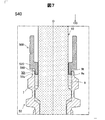
図5は、ステップS30の様子を示す図である。図5には、絶縁碍子10を挿通するように配置された切削金具500が示されている。
上述の実施形態におけるステップS30では、切削金具500の刃先部540の位置P1に対する、主体金具50の後端部50a(後端50t)の位置P2に基づいて、切削金具500を移動させる量が決定される。これに対し、切削金具500を移動させる量は、刃先部540の位置P1に対する、主体金具50の他の部位の位置に基づいて決定されてもよい。他の部位とは、例えば、主体金具50の工具係合部51や、座面55などであってもよい。
4…シール体
5…ガスケット
6、7…リング部材
8…板パッキン
9…滑石
9a…滑石の後端部
9t…滑石の後端
10…絶縁碍子
12…軸孔
13…脚長部
15…段部
17…先端側胴部
18…後端側胴部
19…鍔部
20…中心電極
21…電極母材
25…芯材
30…接地電極
33…先端部
40…端子金具
50…主体金具
50a…主体金具の後端部
50t…主体金具の後端
51…工具係合部
52…取付ネジ部
54…シール部
55…座面
56…段部
58…座屈部
59…ネジ首
100…スパークプラグ
200…エンジンヘッド
201…取付ネジ孔
205…開口周縁部
500…切削金具
520…本体部
540…刃先部
560…先端面
600…スリーブ
600a…スリーブの端部
P1…刃先部の位置
P2…主体金具の後端部の位置
P3…滑石の後端の位置
OD…軸線方向
O−O…軸線
Claims (2)
- 軸線方向に伸びる筒状の主体金具と、前記主体金具の内側に配置された絶縁体と、前記主体金具と前記絶縁体との間隙に充填された滑石と、を備えるスパークプラグの製造方法であって、
(A)前記主体金具の内側に前記絶縁体を配置する工程と、
(B)前記主体金具の後端側から前記間隙に前記滑石を充填する工程と、
(C)前記主体金具の後端側から前記軸線方向に沿って前記間隙に入り込む刃先部と、該刃先部の後端側に配置され前記刃先部が前記間隙に入り込んだときに前記主体金具の後端部と対向する先端面を備える本体部と、を有する切削金具を、前記主体金具の前記軸線を中心に相対的に回転させて前記充填された滑石の後端部を切削する工程と、
(D)前記主体金具の後端部を径方向内側へ加締める工程と、を備え、
前記工程(C)では、前記本体部の前記先端面と前記主体金具の後端部とが接触しないように、前記切削金具を前記軸線方向に沿って相対的に移動させて前記滑石を切削し、
前記工程(D)では、前記主体金具の後端側から前記間隙に筒状の治具を挿入して前記治具の端部を前記滑石の後端へ接触させることにより、前記治具を介して前記工程(C)によって切削された前記滑石の後端の位置を測定し、測定された前記滑石の後端の位置情報に基づいて取得された値が予め定められた範囲内の場合に、前記主体金具の後端部を加締めることを特徴とする、
スパークプラグの製造方法。 - 請求項1記載のスパークプラグの製造方法であって、
前記工程(C)では、前記切削金具を相対的に移動させる前の前記刃先部の位置に対する前記主体金具の所定の部位の位置に基づいて、前記切削金具を相対的に移動させる量を決定することを特徴とする、スパークプラグの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013129360A JP6077397B2 (ja) | 2013-06-20 | 2013-06-20 | スパークプラグの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013129360A JP6077397B2 (ja) | 2013-06-20 | 2013-06-20 | スパークプラグの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015005388A JP2015005388A (ja) | 2015-01-08 |
| JP6077397B2 true JP6077397B2 (ja) | 2017-02-08 |
Family
ID=52301130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013129360A Expired - Fee Related JP6077397B2 (ja) | 2013-06-20 | 2013-06-20 | スパークプラグの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6077397B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6449906A (en) * | 1987-08-20 | 1989-02-27 | Toyo Glass Co Ltd | Measuring instrument for top inclination of glass bottle |
| JPH05192922A (ja) * | 1992-01-20 | 1993-08-03 | Tokyo Seimitsu Co Ltd | 薄溝加工機 |
| JP5192461B2 (ja) * | 2009-07-31 | 2013-05-08 | 日本特殊陶業株式会社 | 複合部品の製造装置及び製造方法 |
| JP5358612B2 (ja) * | 2011-04-05 | 2013-12-04 | 日本特殊陶業株式会社 | スパークプラグの製造方法 |
-
2013
- 2013-06-20 JP JP2013129360A patent/JP6077397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015005388A (ja) | 2015-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8188641B2 (en) | Spark plug | |
| JP5260748B2 (ja) | スパークプラグ | |
| US8624473B2 (en) | Spark plug | |
| JP5414896B2 (ja) | スパークプラグ | |
| JP6482719B2 (ja) | 点火プラグ | |
| JP5167211B2 (ja) | スパークプラグの製造装置及び製造方法 | |
| JP6158283B2 (ja) | スパークプラグ | |
| WO2010131410A1 (ja) | スパークプラグ | |
| JP6426120B2 (ja) | スパークプラグ | |
| JP6328093B2 (ja) | スパークプラグ | |
| JP6077397B2 (ja) | スパークプラグの製造方法 | |
| JP4837688B2 (ja) | スパークプラグ | |
| JP5798203B2 (ja) | スパークプラグ | |
| JP5683409B2 (ja) | スパークプラグおよびスパークプラグの製造方法 | |
| JP5513466B2 (ja) | スパークプラグの製造方法 | |
| JP6903717B2 (ja) | 点火プラグ | |
| JP5144738B2 (ja) | 中心電極およびスパークプラグの製造方法 | |
| JP5192461B2 (ja) | 複合部品の製造装置及び製造方法 | |
| JP5451676B2 (ja) | スパークプラグの製造方法 | |
| JP6675340B2 (ja) | 棒部材 | |
| JP6335770B2 (ja) | スパークプラグ用の絶縁体の製造方法 | |
| JP5400198B2 (ja) | スパークプラグ用絶縁体及びその製造方法、並びに、内燃機関用スパークプラグ | |
| JP2018152310A (ja) | スパークプラグ | |
| JP2017033812A (ja) | スパークプラグの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150610 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160404 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161121 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20161201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6077397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |