JP6038705B2 - 気化装置 - Google Patents
気化装置 Download PDFInfo
- Publication number
- JP6038705B2 JP6038705B2 JP2013071127A JP2013071127A JP6038705B2 JP 6038705 B2 JP6038705 B2 JP 6038705B2 JP 2013071127 A JP2013071127 A JP 2013071127A JP 2013071127 A JP2013071127 A JP 2013071127A JP 6038705 B2 JP6038705 B2 JP 6038705B2
- Authority
- JP
- Japan
- Prior art keywords
- vaporization
- heater
- container
- vaporizing
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Spray-Type Burners (AREA)
Description
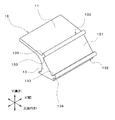
10 気化部
11 熱回収部
12 ヒータ
13 ヒータ受熱部
14 気化容器
141 容器本体
142 容器フタ
145 開口部
Claims (5)
- 火炎から燃焼熱を回収する熱回収部と、ヒータが取り付けられてヒータからの熱を受けるヒータ受熱部と、液体燃料を気化して気化ガスとする気化容器とからなり、液体燃料を加熱して気化ガスとする気化部を備えた気化装置であって、前記気化容器は閉じた空間を形成し、前記熱回収部とヒータ受熱部とが押出加工により一体形成されており、前記気化容器と前記ヒータ受熱部とを接合してなる気化部を有することを特徴とする気化装置。
- 前記気化容器は、開口部を有する容器本体と前記開口部を閉塞する容器フタからなり、前記容器本体と前記ヒータ受熱部とが接合されることを特徴とする請求項1記載の気化装置。
- 前記開口部は円形であることを特徴とする請求項2記載の気化装置。
- 前記熱回収部と前記ヒータ受熱部とが前記気化部の幅方向と同じ方向に押出されて形成されていることを特徴とする請求項1から3のいずれかに記載の気化装置。
- 前記容器本体は有底筒状のプレス加工品であって、プレス加工時に前記気化部の幅方向と同じ方向に加圧されて形成されていることを特徴とする請求項4記載の気化装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013071127A JP6038705B2 (ja) | 2013-03-29 | 2013-03-29 | 気化装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013071127A JP6038705B2 (ja) | 2013-03-29 | 2013-03-29 | 気化装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014194318A JP2014194318A (ja) | 2014-10-09 |
| JP6038705B2 true JP6038705B2 (ja) | 2016-12-07 |
Family
ID=51839673
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013071127A Active JP6038705B2 (ja) | 2013-03-29 | 2013-03-29 | 気化装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6038705B2 (ja) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58169310U (ja) * | 1982-05-10 | 1983-11-11 | シャープ株式会社 | 石油気化式燃焼機 |
| JPS58185727U (ja) * | 1982-06-04 | 1983-12-09 | シャープ株式会社 | 液体燃料気化式燃焼器のヒ−タ取付装置 |
| JPS6170312A (ja) * | 1984-09-12 | 1986-04-11 | Matsushita Electric Ind Co Ltd | 液体燃料気化装置 |
| JP3058765B2 (ja) * | 1992-06-30 | 2000-07-04 | 三菱電機株式会社 | 液体燃料燃焼装置 |
| JP2002071108A (ja) * | 2000-08-30 | 2002-03-08 | Chofu Seisakusho Co Ltd | 燃焼装置 |
| JP2004232940A (ja) * | 2003-01-30 | 2004-08-19 | Hitachi Hometec Ltd | 灯油気化装置 |
| JP5525989B2 (ja) * | 2010-10-05 | 2014-06-18 | ダイニチ工業株式会社 | 気化装置 |
-
2013
- 2013-03-29 JP JP2013071127A patent/JP6038705B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014194318A (ja) | 2014-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5380189B2 (ja) | 熱間バルジ成形装置 | |
| US11292164B2 (en) | Method for controlling a step of a process automatically carried out using a machine and a method for producing a particle foam part | |
| WO2009084762A1 (en) | Apparatus for quick heating and cooling a injection mold and method of controlling temperature of the injection mold | |
| JP6038705B2 (ja) | 気化装置 | |
| CN109952190A (zh) | 熔融沉积建模方式的三维打印机 | |
| JP5951521B2 (ja) | 気化装置 | |
| KR102014051B1 (ko) | 사물 더미용 3d 프린터 | |
| JP5701834B2 (ja) | 気化装置 | |
| KR102014053B1 (ko) | 3d 프린터 | |
| JP4382450B2 (ja) | ホットプレスおよびホットプレスの熱板 | |
| CN104259428A (zh) | 一种用于压铸机射料装置的加热系统 | |
| CN214894762U (zh) | 一种侵蚀性试验装置 | |
| JP2009539641A5 (ja) | ||
| JP2013094270A (ja) | コーヒーメーカー | |
| KR102911680B1 (ko) | 가열 무화 코어 및 이의 전자 무화 장치 | |
| KR101204460B1 (ko) | 전열히터와 함께 배치된 다공질 부재를 구비한 성형용 금형 및 그 성형용 금형의 급속 가열/냉각 방법 및 장치 | |
| JP2010284809A (ja) | シームレスベルトの矯正装置、およびシームレスベルトの矯正方法 | |
| JP6854042B2 (ja) | 射出成形用金型のマニホールドの加熱装置 | |
| CN204094111U (zh) | 一种用于压铸机射料装置的加热系统 | |
| CN201173673Y (zh) | 自动干燥机燃烧炉结构 | |
| KR20130068486A (ko) | 핫 스탬핑용 예열 장치 | |
| JP2017001077A (ja) | 溶融金属給湯装置用の電磁ポンプ | |
| CN112504950A (zh) | 一种侵蚀性试验装置 | |
| CN111136235A (zh) | 压铸机进料筒及其温度调节方法 | |
| KR200489655Y1 (ko) | 스팀 생성 유닛 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161102 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6038705 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |