JP6017445B2 - 1つ以上の弓形形状部を有する複合材料からなる部品用繊維構造 - Google Patents
1つ以上の弓形形状部を有する複合材料からなる部品用繊維構造 Download PDFInfo
- Publication number
- JP6017445B2 JP6017445B2 JP2013543854A JP2013543854A JP6017445B2 JP 6017445 B2 JP6017445 B2 JP 6017445B2 JP 2013543854 A JP2013543854 A JP 2013543854A JP 2013543854 A JP2013543854 A JP 2013543854A JP 6017445 B2 JP6017445 B2 JP 6017445B2
- Authority
- JP
- Japan
- Prior art keywords
- warp
- arcuate
- weft
- fiber
- arcuate portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 88
- 239000002131 composite material Substances 0.000 title claims description 21
- 239000011159 matrix material Substances 0.000 claims description 14
- 230000002787 reinforcement Effects 0.000 claims description 13
- 239000000725 suspension Substances 0.000 claims description 11
- 239000012783 reinforcing fiber Substances 0.000 claims description 2
- 239000002759 woven fabric Substances 0.000 claims 1
- 229920005989 resin Polymers 0.000 description 14
- 239000011347 resin Substances 0.000 description 14
- 238000009941 weaving Methods 0.000 description 13
- 238000000280 densification Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000002243 precursor Substances 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005192 partition Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000012705 liquid precursor Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 229920003257 polycarbosilane Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001709 polysilazane Polymers 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- MBYPPIJDMYFBRF-UHFFFAOYSA-N CCCCCCCCCC[IH]C1=CN1 Chemical compound CCCCCCCCCC[IH]C1=CN1 MBYPPIJDMYFBRF-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

























Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/004—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft with weave pattern being non-standard or providing special effects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure
- B29C70/222—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two dimensional structure the structure being shaped to form a three dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64D—EQUIPMENT FOR FITTING IN OR TO AIRCRAFT; FLIGHT SUITS; PARACHUTES; ARRANGEMENTS OR MOUNTING OF POWER PLANTS OR PROPULSION TRANSMISSIONS IN AIRCRAFT
- B64D27/00—Arrangement or mounting of power plant in aircraft; Aircraft characterised thereby
-
- B64D27/40—
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D11/00—Double or multi-ply fabrics not otherwise provided for
- D03D11/02—Fabrics formed with pockets, tubes, loops, folds, tucks or flaps
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D25/00—Woven fabrics not otherwise provided for
- D03D25/005—Three-dimensional woven fabrics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/24—Casings; Casing parts, e.g. diaphragms, casing fastenings
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
Description
Claims (11)
- マトリックスによって緻密化された繊維強化材を含む複合材料部品であって、
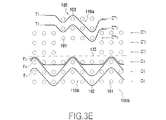
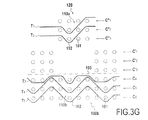
部品は、弓形状の少なくとも1つの要素を有し、前記強化材は、複合材料部品(10)用の強化繊維構造(100)によって構成されており、前記構造は、前記構造の2つの面間に隣接して配置された横糸(102)の複数の層と縦糸(101)の複数の層との間の多層織りによって単体として織られており、
複合材料部品は、繊維構造(100)が、前記繊維構造(100)の2つの面のうちの少なくとも1つの面に延在する少なくとも1つの弓状部(120)を有し、弓状部(120)は、構造(100)の2つの面のうちの1つの面上に存在する少なくとも2つの隣接する縦糸層と連続する少なくともいくつかの縦糸(101)を含み、前記弓状部(120)の縦糸は、前記 構造(100)の少なくとも2つの基礎となる縦糸層の縦糸より長く、前記弓状部の前記縦糸は、繊維構造(100)の他の縦糸に結ばれていないことを特徴とする、複合材料部品。 - 繊維構造が、横糸方向に隣接して配置された複数の弓状部を有することを特徴とする、請求項1に記載の部品。
- 繊維構造が、縦糸方向に互いにオフセットされた複数の弓状部を有することを特徴とする、請求項1または請求項2に記載の部品。
- 繊維構造が、前記繊維構造の2つの面上に配置された複数の弓状部を有することを特徴とする、請求項1から3のうちのいずれか1項に記載の部品。
- 繊維構造が、縦糸方向に決定された長さにわたって延在し、横糸方向に決定された幅を示すストリップ(110)の形態であり、各弓状部(120)は、前記構造の長さ未満である縦糸方向の長さにわたって延在し、前記構造の幅未満である横糸方向の幅を示すことを特徴とする、請求項1から4のうちのいずれか1項に記載の部品。
- 各弓状部(120)が、前記弓状部(120)の下に位置する前記繊維構造(110b)の一部のスレッドカウントと実質的に同一の縦糸方向のスレッドカウントを示すことを特徴とする、請求項1から5のうちのいずれか1項に記載の部品。
- 各弓状部(120)が、前記弓状部(120)の下に位置する前記繊維構造(110b)の一部のスレッドカウント未満の縦糸方向のスレッドカウントを示すことを特徴とする、請求項1から5のうちのいずれか1項に記載の部品。
- 各弓状部が、前記弓状部の下に位置する前記繊維構造の一部の横糸の重量より大きい重量の横糸を有することを特徴とする、請求項1から5のうちのいずれか1項に記載の部品。
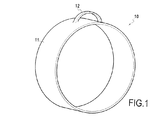
- 少なくとも1つの懸垂ヨーク(12)を有する航空エンジンケーシング(10)を構成することを特徴とする、請求項1から8のうちのいずれか1項に記載の部品。
- 請求項9に記載のエンジンケーシングを有するターボプロップ。
- 請求項10に記載の少なくとも1つのターボプロップを有する航空機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1060408A FR2968679B1 (fr) | 2010-12-13 | 2010-12-13 | Structure fibreuse pour piece en materiau composite ayant une ou plusieurs parties en forme d'arche |
| FR1060408 | 2010-12-13 | ||
| PCT/FR2011/052868 WO2012080617A1 (fr) | 2010-12-13 | 2011-12-05 | Structure fibreuse pour piece en materiau composite ayant une ou plusieurs parties en forme d'arche |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014506304A JP2014506304A (ja) | 2014-03-13 |
| JP2014506304A5 JP2014506304A5 (ja) | 2016-06-16 |
| JP6017445B2 true JP6017445B2 (ja) | 2016-11-02 |
Family
ID=43821920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013543854A Active JP6017445B2 (ja) | 2010-12-13 | 2011-12-05 | 1つ以上の弓形形状部を有する複合材料からなる部品用繊維構造 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9365956B2 (ja) |
| EP (1) | EP2652185B1 (ja) |
| JP (1) | JP6017445B2 (ja) |
| CN (1) | CN103261499B (ja) |
| BR (1) | BR112013014578B1 (ja) |
| CA (1) | CA2820415C (ja) |
| FR (1) | FR2968679B1 (ja) |
| RU (1) | RU2578996C2 (ja) |
| WO (1) | WO2012080617A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200035049A (ko) * | 2017-07-31 | 2020-04-01 | 다우 실리콘즈 코포레이션 | 이중 경화성 실리콘 조성물 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2970715B1 (fr) * | 2011-01-21 | 2014-10-17 | Snecma | Structure fibreuse tissee multicouches ayant une partie tubulaire creuse, procede de fabrication et piece composite la comportant |
| US9833930B2 (en) | 2012-10-23 | 2017-12-05 | Albany Engineered Composites, Inc. | Circumferential stiffeners for composite fancases |
| FR3002548A1 (fr) * | 2013-02-22 | 2014-08-29 | Aircelle Sa | Procede de tissage d’un tissu en relief, metier a tisser pour realiser le procede et preforme utilisant un tel tissu en relief |
| FR3002549B1 (fr) * | 2013-02-22 | 2015-03-27 | Aircelle Sa | Metier a tisser a avance multiple, procede de tissage utilisant un tel metier a tisser et un tissu creneau ainsi obtenu. |
| FR3002547B1 (fr) * | 2013-02-22 | 2015-07-17 | Aircelle Sa | Procede de tissage d’un tissu double creneau dans le sens chaine et preforme utilisant un tel tissu. |
| US9249684B2 (en) | 2013-03-13 | 2016-02-02 | Rolls-Royce Corporation | Compliant composite component and method of manufacture |
| FR3009315B1 (fr) * | 2013-07-30 | 2015-12-18 | Aircelle Sa | Procede de fabrication d'une preforme tissee pour une poutre en materiaux composites disposant de renforts interieurs transversaux |
| FR3018286B1 (fr) * | 2014-03-10 | 2016-05-27 | Aircelle Sa | Preforme tissee pour realiser un renfort circonferentiel ou torique a section en omega |
| CN104264312B (zh) * | 2014-09-10 | 2016-04-13 | 淄博银仕来纺织有限公司 | 宽幅管状织物的织造方法 |
| FR3027549B1 (fr) * | 2014-10-23 | 2017-09-08 | Snecma | Assemblage par un element d'ancrage mecanique entre deux pieces dont l'une est realisee en materiau composite |
| EP3904576B1 (en) | 2014-12-10 | 2023-11-22 | Uchino Co., Ltd. | Multiply gauze woven fabric |
| JP6377568B2 (ja) * | 2015-04-27 | 2018-08-22 | 株式会社オルセン | 立体織物 |
| FI4035858T3 (fi) | 2017-10-12 | 2024-04-18 | Albany Eng Composites Inc | Kolmiulotteisia kudottuja aihioita omega-jäykisteille |
| US20190285028A1 (en) * | 2018-03-16 | 2019-09-19 | Mra Systems, Llc. | Thrust reverser cascade |
| JP6564971B2 (ja) * | 2018-03-27 | 2019-08-28 | 株式会社オルセン | 立体織物を用いた留付具およびこの留付具を用いたテント等の設営方法 |
| FR3084088B1 (fr) * | 2018-07-23 | 2020-10-02 | Safran | Texture fibreuse pour carter en materiau composite a resistance a l'impact amelioree |
| FR3092034B1 (fr) * | 2019-01-30 | 2022-12-02 | Safran Aircraft Engines | Carter en matériau composite avec variation locale d’épaisseur |
| FR3136189A1 (fr) * | 2022-06-02 | 2023-12-08 | Safran Aircraft Engines | Pièce en matériau composite à capacité d’absorption des chocs améliorée, et procédé de fabrication d’une telle pièce |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6297938A (ja) * | 1985-10-23 | 1987-05-07 | 敷島カンバス株式会社 | 立体成形用織物の製織方法 |
| JPH0243893Y2 (ja) * | 1986-07-23 | 1990-11-21 | ||
| EP0286004B1 (en) * | 1987-03-31 | 1992-07-22 | Asahi Kasei Kogyo Kabushiki Kaisha | Woven fabric having multi-layer structure and composite material comprising the woven fabric |
| US5098756A (en) * | 1989-01-25 | 1992-03-24 | Henderson Mark P | Elastic self-extinguishing strap material |
| US5080142A (en) | 1989-04-06 | 1992-01-14 | Hitco | Integrally woven multi-apertured multi-layer angle interlock fabrics |
| DE69121662T2 (de) * | 1990-10-18 | 1997-01-23 | Nippon Oil Co Ltd | Mehrschichtiges schlauchartiges Gewebe und Verfahren zu dessen Herstellung |
| JPH05230735A (ja) * | 1992-02-17 | 1993-09-07 | Fukukou Orimono Kk | 織物及びその製造方法 |
| RU2117736C1 (ru) * | 1997-01-23 | 1998-08-20 | Акционерное общество закрытого типа "Русстек" | Волокнистая основа для композиционного изоляционного и/или кровельного материала |
| FR2759096B1 (fr) * | 1997-02-04 | 1999-02-26 | Snecma | Texture multicouche liee pour materiaux composites structuraux |
| CN1053613C (zh) * | 1998-09-28 | 2000-06-21 | 天津纺织工学院 | 多层机织物复合材料及成型模具和方法 |
| JP3730874B2 (ja) * | 2001-02-13 | 2006-01-05 | 日本フイルコン株式会社 | 車両の走行補助織物 |
| FR2887601B1 (fr) | 2005-06-24 | 2007-10-05 | Snecma Moteurs Sa | Piece mecanique et procede de fabrication d'une telle piece |
| FR2902803B1 (fr) * | 2006-06-21 | 2008-11-14 | Snecma Propulsion Solide Sa | Structure fibreuse de renfort pour piece en materiau composite et piece la comportant |
| FR2902802B1 (fr) * | 2006-06-21 | 2008-12-12 | Snecma Propulsion Solide Sa | Structure fibreuse de renfort pour piece en materiau composite et piece la comportant |
| FR2904167B1 (fr) * | 2006-07-21 | 2008-10-17 | Laudren Electronique Sarl | Procede et dispositif de suppression d'echo dans un systeme de communication par digits |
| FR2939129B1 (fr) * | 2008-11-28 | 2014-08-22 | Snecma Propulsion Solide | Aube de turbomachine en materiau composite et procede pour sa fabrication. |
| FR2940167B1 (fr) * | 2008-12-24 | 2012-12-21 | Messier Dowty Sa | Procede de liaison d'un element structurel en materiau composite a un tube. |
-
2010
- 2010-12-13 FR FR1060408A patent/FR2968679B1/fr not_active Expired - Fee Related
-
2011
- 2011-12-05 CN CN201180059797.7A patent/CN103261499B/zh active Active
- 2011-12-05 JP JP2013543854A patent/JP6017445B2/ja active Active
- 2011-12-05 US US13/993,472 patent/US9365956B2/en active Active
- 2011-12-05 BR BR112013014578-1A patent/BR112013014578B1/pt active IP Right Grant
- 2011-12-05 WO PCT/FR2011/052868 patent/WO2012080617A1/fr active Application Filing
- 2011-12-05 EP EP11805095.4A patent/EP2652185B1/fr active Active
- 2011-12-05 CA CA2820415A patent/CA2820415C/fr active Active
- 2011-12-05 RU RU2013132219/12A patent/RU2578996C2/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200035049A (ko) * | 2017-07-31 | 2020-04-01 | 다우 실리콘즈 코포레이션 | 이중 경화성 실리콘 조성물 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013014578B1 (pt) | 2020-12-01 |
| RU2013132219A (ru) | 2015-01-20 |
| EP2652185A1 (fr) | 2013-10-23 |
| CA2820415A1 (fr) | 2012-06-21 |
| US20130270389A1 (en) | 2013-10-17 |
| BR112013014578A2 (pt) | 2016-09-20 |
| WO2012080617A1 (fr) | 2012-06-21 |
| FR2968679B1 (fr) | 2014-02-07 |
| JP2014506304A (ja) | 2014-03-13 |
| FR2968679A1 (fr) | 2012-06-15 |
| CN103261499B (zh) | 2014-12-31 |
| EP2652185B1 (fr) | 2015-06-24 |
| CN103261499A (zh) | 2013-08-21 |
| CA2820415C (fr) | 2018-03-20 |
| US9365956B2 (en) | 2016-06-14 |
| RU2578996C2 (ru) | 2016-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6017445B2 (ja) | 1つ以上の弓形形状部を有する複合材料からなる部品用繊維構造 | |
| JP2014506304A5 (ja) | ||
| JP6254532B2 (ja) | 薄肉部を有する複合材料部品のための繊維補強構造 | |
| JP6557223B2 (ja) | 航空機用複合プロペラブレード | |
| RU2533384C2 (ru) | Лопасть винта летательного аппарата | |
| JP5913303B2 (ja) | 一体型複合けたを有するブレード | |
| US8685868B2 (en) | Reinforcing fibrous structure for a composite material and a part containing said structure | |
| JP6038178B2 (ja) | 複合材料で作成され、プラットフォームが一体化されたタービンエンジンブレード用の繊維プリフォーム、およびそれを作成する方法 | |
| JP6092244B2 (ja) | 可変量の糸を有する繊維構造体 | |
| US9382647B2 (en) | Fibrous structure for a part made of a composite material and having a complex shape | |
| US9550340B2 (en) | Composite material part comprising fixing means | |
| JP6426722B2 (ja) | フロートの集合を伴う繊維構造 | |
| RU2695828C2 (ru) | Армирующая волокнистая структура для деталей из композиционного материала с большим диапазоном толщины | |
| JP7237936B2 (ja) | ケーシングプリフォームを形成するための織繊維構造体 | |
| CN115003482B (zh) | 用于生产复合材料零件、特别是涡轮机叶片的编织纤维预制件 | |
| CN114616081B (zh) | 用于生产复合部件,特别是涡轮发动机叶片的编织纤维预制件 | |
| CN114728440B (zh) | 用于制造风扇叶片的由复合材料制成的编织的纤维预成型件 | |
| CN106103061A (zh) | 用于制造由复合材料制成的部件的方法,部件包括形成力插入零件的至少一零件或局部厚度零件 | |
| JP6862440B2 (ja) | 1つまたは複数のプラットフォームと一体の本体を有する複合材料パーツを製造する方法 | |
| CN112513352B (zh) | 用于由复合材料制备的抗剪强度提高的壳体的纤维织构 | |
| US11192312B2 (en) | Three-dimensional woven preforms for omega stiffeners | |
| CN116964261A (zh) | 用于纤维结构的三维或多层编织的方法和具有三维或多层编织的纤维结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141119 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151027 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160421 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20160421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160928 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6017445 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |