JP5941618B2 - 旋削インサート、工具部品、金属切削加工方法及び工作機械 - Google Patents
旋削インサート、工具部品、金属切削加工方法及び工作機械 Download PDFInfo
- Publication number
- JP5941618B2 JP5941618B2 JP2011026850A JP2011026850A JP5941618B2 JP 5941618 B2 JP5941618 B2 JP 5941618B2 JP 2011026850 A JP2011026850 A JP 2011026850A JP 2011026850 A JP2011026850 A JP 2011026850A JP 5941618 B2 JP5941618 B2 JP 5941618B2
- Authority
- JP
- Japan
- Prior art keywords
- turning insert
- tool
- chip
- cutting
- breaking means
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005520 cutting process Methods 0.000 title claims description 85
- 239000002184 metal Substances 0.000 title claims description 23
- 238000000034 method Methods 0.000 title claims description 13
- 239000000463 material Substances 0.000 claims description 39
- 238000003754 machining Methods 0.000 description 10
- 239000007787 solid Substances 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000005555 metalworking Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
- B23B27/12—Cutting tools with special provision for cooling with a continuously-rotated circular cutting edge; Holders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/22—Cutting tools with chip-breaking equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
- B23B27/145—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/369—Mounted tangentially, i.e. where the rake face is not the face with the largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2210/00—Details of turning tools
- B23B2210/06—Chip breakers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/20—Profiled circular tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2529—Revolvable cutter heads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2572—Attachment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turning (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
より詳細には、被削材の軸回りを第1の回転速度で第1の回転方向に回転する被削材を切削加工する旋削インサートであって、前面と、包絡面と、前面と包絡面とが交差する位置に配置された円周状の切れ刃とを有し、切れ刃は前面の周囲で延長すると共に包絡面に対して角度αを形成する面内に位置し、工具軸がその面に対する垂直方向に旋削インサートを貫通し、金属切削加工中に第2の回転速度で工具軸の回りを回転する旋削インサートに関する。
また、本発明は、請求項15の前提部分に従うところの金属切削加工用の工具部品、請求項17の前提部分に従うところの金属切削加工方法、請求項20の前提部分に従うところの金属切削加工用の工作機械に関する。
2 保持部材
3 被削材
4 第1の駆動部材
5 制御装置
8 工具
9 工具部品
10 工具ホルダ
11 第2の駆動部材
12 工具スピンドル
14 締結ピン
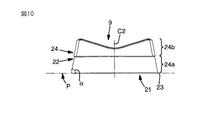
21 前面
22 包絡面
23 切れ刃
24 切り屑面
24a 円周の第1の部分
24b 円周の第2の部分
26 段部
27 限定面
31 凹部
35 円周ノッチ
36 円周段部
38 固定ねじ
C1 被削材軸
C2 工具軸
Claims (17)
- 被削材軸(C1)の回りを第1の回転速度で回転方向Rに回転する被削材を切削加工する旋削インサート(9)であって、
前面(21)と、
包絡面(22)と、
前面(21)と包絡面(22)とが交差する位置に配置された円周状の切れ刃(23)であって、切れ刃(23)が前面(21)の回りを延びると共に包絡面(22)に対して角度αをなす平面(P)内に位置し、工具軸(C2)が平面(P)に対して垂直方向で旋削インサート(9)を通って延びる、切れ刃(23)とを備え、
切削加工中に、第2の回転速度で工具軸(C2)の回りを回転する旋削インサート(9)において、
包絡面(22)が、切り屑面(24)を形成すると共に切削加工で生成された切り屑が当たるように配置され、切り屑面(24)が切り屑破断手段を備え、
前記切り屑面が、切れ刃(23)に隣接する円周状の第1の部分(24a)と、第1の部分(24a)に隣接する第2の部分(24b)と、を備え、
前記切り屑破断手段が、前記第2の部分(24b)に形成され、工具軸(C2)に対して内側に延びる複数の凹部(31)を備える、
ことを特徴とする旋削インサート(9)。 - 第1の部分(24a)が回転対称の第1の延長部分を有する、ことを特徴とする請求項1に記載の旋削インサート。
- 前記角度αが第1の部分(24a)に対して90゜以下である、ことを特徴とする請求項1又は2に記載の旋削インサート。
- 第1の部分(24a)が円錐状である、ことを特徴とする請求項1〜3の何れか1項に記載の旋削インサート。
- 第1の部分(24a)が工具軸(C2)を有する断面で見たときに凹形状である、ことを特徴とする請求項1又は3に記載の旋削インサート。
- 凹形状は切り屑破断手段の少なくとも一部を形成する、ことを特徴とする請求項5に記載の旋削インサート。
- 第2の部分(24b)が切り屑破断手段の少なくとも一部を形成する非回転対称の第2の延長部分を有する、ことを特徴とする請求項1〜6の何れか1項に記載の旋削インサート。
- 切り屑破断手段は、工具軸(C2)に対して外側に延びると共に、工具軸(C2)に対して垂直な方向から見たときに多角形の第2の部分を形成する複数の段部(26)を備え、多角形が工具軸(C2)に対して外側に延びるコーナ領域を有する、ことを特徴とする請求項1に記載の旋削インサート。
- 切り屑破断手段は、工具軸(C2)に対して外側に延びる複数の段部(26)を備え、個々の段部が切れ刃(28)を形成する限定面(27)を備え、限定面(27)が第2の部分(24b)の包絡面に交差する、ことを特徴とする請求項1又は8に記載の旋削インサート。
- 第2の部分(24b)が回転対称の第2の延長部分を有する、ことを特徴とする請求項1〜6の何れか1項に記載の旋削インサート。
- 切り屑破断手段が、前記第2の部分(24b)の周囲に形成された少なくとも一つの円周ノッチとしての凹部(35)と段部(36)とを備える、ことを特徴とする請求項10に記載の旋削インサート。
- 被削材軸(C1)の回りを第1の回転速度で回転方向Rに回転する被削材を切削加工する工具部品(8’)であって、一体的に形成された少なくとも一つの旋削インサート(9)を備えた工具部品(8’)であり、
旋削インサート(9)が、
前面(21)と、
包絡面(22)と、
前面(21)と包絡面(22)とが交差する位置に配置された円周状の切れ刃(23)であって、切れ刃(23)が前面(21)の回りを延びると共に包絡面(22)に対して角度αをなす平面(P)内に位置し、工具軸(C2)が平面(P)に対して垂直方向で旋削インサート(9)を通って延びる、切れ刃(23)とを備え、
旋削インサート(9)が、切削加工中に、第2の回転速度で工具軸(C2)の回りを回転する工具部品(8’)において、
包絡面(22)が、切り屑面(24)を形成すると共に切削加工で生成された切り屑が当たるように配置され、切り屑面(24)が切り屑破断手段を備え、
前記切り屑面が、切れ刃(23)に隣接する円周状の第1の部分(24a)と、第1の部分(24a)に隣接する第2の部分(24b)と、を備え、
前記切り屑破断手段が、前記第2の部分(24b)に形成され、工具軸(C2)に対して内側に延びる複数の凹部(31)を備える、
ことを特徴とする工具部品(8’)。 - 工具部品(8’)が二つの端部を有する円柱体として形成され、一つ又は二つの端部が一体化された旋削インサート(9)を備える、ことを特徴とする請求項12に記載の工具部品。
- 旋削インサート(9)を備えた工具(8)による金属切削加工方法であって、
旋削インサート(9)が、
前面(21)と、
包絡面(22)と、
前面(21)と包絡面(22)とが交差する位置に配置された円周状の切れ刃(23)であって、切れ刃(23)が前面(21)の回りを延びると共に包絡面(22)に対して角度αをなす平面(P)内に位置し、工具軸(C2)が平面(P)に対して垂直方向で旋削インサート(9)を通って延びる、切れ刃(23)とを備え、
前記包絡面(22)が、切り屑面(24)を形成すると共に切削加工で生成された切り屑が当たるように配置され、前記切り屑面(24)が切り屑破断手段を備え、
前記切り屑面が、切れ刃(23)に隣接する円周状の第1の部分(24a)と、第1の部分(24a)に隣接する第2の部分(24b)と、を備え、
前記切り屑破断手段が、前記円周状の第2の部分(24b)に形成され、工具軸(C2)に対して内側に延びる複数の凹部(31)を備え、
第1の回転速度で被削材軸(C1)の回りを回転方向(R)に、被削材(3)を有する被削材スピンドル(1)を回転するステップと、
第2の回転速度で工具軸(C2)の回りにおいて、工具(8)及び旋削インサート(9)を回転するステップと、
回転する旋削インサート(9)を回転する被削材(3)に係合させ、被削材(3)に対して旋削インサート(9)を送るステップと、を備えた金属切削加工方法において、
包絡面(22)が切り屑面(24)を形成すると共に切削加工で生成された切り屑に当たり、切り屑が切り屑面(24)の切り屑破断手段によって破断されるように、被削材(3)に対して旋削インサート(9)に送りを与える、ことを特徴とする金属切削加工方法。 - 第1の回転速度が第2の回転速度よりも高い、ことを特徴とする請求項14に記載の金属切削加工方法。
- 平面(P)内における被削材(3)の回転方向(R)が、工具軸(C2)に対して所定の角度をなし、この角度が80゜〜100゜の間である、ことを特徴とする請求項14又は15に記載の金属切削加工方法。
- 切削加工用工作機械であって、
被削材(3)を保持するための保持部材(2)を有する被削材スピンドル(1)と、
第1の回転速度で被削材軸(C1)の回りを回転方向(R)に被削材スピンドル(1)及び被削材(3)を回転する第1の駆動部材(4)と、
旋削インサート(9)を有する工具であって、
旋削インサート(9)が、
前面(21)と、
包絡面(22)と、
前面(21)と包絡面(22)とが交差する位置に配置された円周状の切れ刃(2 3)であって、切れ刃(23)が前面(21)の回りを延びると共に包絡面(22) に対して角度αをなす平面(P)に位置し、工具軸(C2)が平面(P)に対して垂 直方向で旋削インサート(9)を通って延びる、切れ刃(23)とを備える、工具と 、
第2の回転速度で工具軸(C2)の回りで工具(8)及び旋削インサート(9)を回転するために配置された第2の駆動部材(11)と、
回転する旋削インサート(9)を回転する被削材(3)に係合するように配置させ、被削材(3)に対して旋削インサート(9)に送りを与える送り装置と、を備えた機械において、
包絡面(22)が、切り屑面(24)を形成すると共に切削加工で生成された切り屑が当たるように配置され、切り屑面(24)が切り屑破断手段を備え、
前記切り屑面が、切れ刃(23)に隣接する円周状の第1の部分(24a)と、第1の部分(24a)に隣接する第2の部分(24b)と、を備え、
前記切り屑破断手段が、前記第2の部分(24b)に形成され、工具軸(C2)に対して内側に延びる複数の凹部(31)を備える、
ことを特徴とする工作機械。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1050140-1 | 2010-02-12 | ||
| SE1050140A SE534651C2 (sv) | 2010-02-12 | 2010-02-12 | Skär, verktygsdel, förfarande jämte verktygsmaskin för spånskärande metallbearbetning |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011161628A JP2011161628A (ja) | 2011-08-25 |
| JP5941618B2 true JP5941618B2 (ja) | 2016-06-29 |
Family
ID=43903996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011026850A Expired - Fee Related JP5941618B2 (ja) | 2010-02-12 | 2011-02-10 | 旋削インサート、工具部品、金属切削加工方法及び工作機械 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8776649B2 (ja) |
| EP (1) | EP2359965B1 (ja) |
| JP (1) | JP5941618B2 (ja) |
| KR (1) | KR101689895B1 (ja) |
| CN (1) | CN102161108B (ja) |
| SE (1) | SE534651C2 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT512452A1 (de) * | 2012-02-01 | 2013-08-15 | Boehlerit Gmbh & Co Kg | Schneidplatte |
| JP6379623B2 (ja) * | 2013-05-13 | 2018-08-29 | 株式会社ジェイテクト | 切削装置および切削方法 |
| JP6669983B2 (ja) | 2014-06-27 | 2020-03-18 | 株式会社ジェイテクト | 切削装置及び切削方法 |
| JP7035464B2 (ja) * | 2017-01-20 | 2022-03-15 | 株式会社ジェイテクト | 切削加工方法及び切削加工装置 |
| US10654113B2 (en) * | 2017-01-20 | 2020-05-19 | Jtekt Corporation | Cutting method and cutting apparatus |
| KR102328378B1 (ko) * | 2017-04-25 | 2021-11-22 | 두산공작기계 주식회사 | 공작기계 |
| DE102017120188A1 (de) * | 2017-09-01 | 2019-03-07 | Kennametal Inc. | Tangentialschneideinsatz, Schneidwerkzeug mit einem Tangentialschneidsatz sowie Verfahren zur Herstellung eines Tangentialschneideinsatzes |
| US20210046551A1 (en) * | 2018-03-08 | 2021-02-18 | Ab Sandvik Coromant | Turning method for a cnc-lathe and a turning tool |
| EP3536427B1 (en) * | 2018-03-08 | 2022-08-17 | AB Sandvik Coromant | Turning tool and turning method for cnc-machines |
| US20200001374A1 (en) * | 2018-06-29 | 2020-01-02 | Herramientas Preziss, S.L. | Cutting Insert Applicable To Machining Tools And The Tool Bearing It |
| CN109482902A (zh) * | 2018-12-13 | 2019-03-19 | 嘉兴市台嘉机械有限公司 | 一种碎切装置 |
| CN110883343B (zh) * | 2019-11-25 | 2021-05-11 | 上海电气电站设备有限公司 | 一种汽轮发电机多级叶片的加工方法 |
| JP7516234B2 (ja) * | 2020-12-10 | 2024-07-16 | オークマ株式会社 | ワークの旋削加工方法及び工作機械 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB320809A (en) * | 1928-12-05 | 1929-10-24 | Cammell Laird & Co Ltd | Improvements in or relating to turning and boring tools |
| JPS582004B2 (ja) * | 1979-12-27 | 1983-01-13 | カリニングラドスキ− テクニチエスキ− インスチテユ−ト リブノイ プロミシユレンノスチ イ ホズヤイストヴア | 回転式切削装置 |
| JPS57114301A (en) * | 1980-12-26 | 1982-07-16 | Kaliningr Tekhn I Ribunoi Puro | Method of mechanically working workpiece by edge type rotary cutting tool |
| EP0121441A3 (en) * | 1983-04-04 | 1985-11-06 | General Electric Company | Improved insert for a metal cutting tool |
| JPS6112612U (ja) * | 1984-06-28 | 1986-01-24 | 住友電気工業株式会社 | 円形スロ−アウエイチツプ |
| US4812087A (en) * | 1987-07-09 | 1989-03-14 | Gte Valenite Corporation | End mill cutting tool and indexable insert therefor |
| EP0719193B1 (de) * | 1993-09-13 | 1998-10-28 | Widia GmbH | Schneideinsatz |
| US5520444A (en) * | 1995-02-27 | 1996-05-28 | Champion Equipment Co. | Method of cutting and cutting rotative bit |
| SE506679C2 (sv) | 1995-06-21 | 1998-01-26 | Seco Tools Ab | Skärverktyg, företrädesvis för fräsning |
| IL119841A (en) * | 1996-12-16 | 2000-02-29 | Iscar Ltd | Cutting inserts |
| IL123685A (en) * | 1998-03-16 | 2001-09-13 | Iscar Ltd | Modular cutting tool dispenser |
| SE525913C2 (sv) * | 2002-12-20 | 2005-05-24 | Seco Tools Ab | Skär, verktyg samt metod för montering av skär där skäret kan orienteras i önskad position |
| US8573901B2 (en) * | 2003-09-02 | 2013-11-05 | Kennametal Inc. | Assembly for rotating a cutting insert during a turning operation and inserts used therein |
| US7156006B2 (en) | 2003-09-02 | 2007-01-02 | Kennametal Inc. | Method and assembly for rotating a cutting insert during a turning operation and inserts used therein |
| JP2005233098A (ja) | 2004-02-20 | 2005-09-02 | Yamaha Motor Co Ltd | 車両における吸気装置 |
| US7325471B2 (en) | 2004-09-07 | 2008-02-05 | Kennametal Inc. | Toolholder and cutting insert for a toolholder assembly |
| JP4231496B2 (ja) * | 2005-08-01 | 2009-02-25 | 住友電工ハードメタル株式会社 | スローアウェイチップ |
| SE533484C2 (sv) * | 2009-02-20 | 2010-10-05 | Sandvik Intellectual Property | Roterbart verktyg för spånavskiljande bearbetning samt skär härför |
-
2010
- 2010-02-12 SE SE1050140A patent/SE534651C2/sv not_active IP Right Cessation
-
2011
- 2011-01-25 EP EP11152027.6A patent/EP2359965B1/en active Active
- 2011-02-10 JP JP2011026850A patent/JP5941618B2/ja not_active Expired - Fee Related
- 2011-02-11 US US13/025,915 patent/US8776649B2/en not_active Expired - Fee Related
- 2011-02-11 KR KR1020110012180A patent/KR101689895B1/ko active IP Right Grant
- 2011-02-14 CN CN201110039511.0A patent/CN102161108B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| SE1050140A1 (sv) | 2011-08-13 |
| CN102161108A (zh) | 2011-08-24 |
| US8776649B2 (en) | 2014-07-15 |
| US20110197723A1 (en) | 2011-08-18 |
| KR20110093713A (ko) | 2011-08-18 |
| EP2359965A1 (en) | 2011-08-24 |
| KR101689895B1 (ko) | 2016-12-26 |
| EP2359965B1 (en) | 2019-11-06 |
| SE534651C2 (sv) | 2011-11-08 |
| CN102161108B (zh) | 2015-11-25 |
| JP2011161628A (ja) | 2011-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5941618B2 (ja) | 旋削インサート、工具部品、金属切削加工方法及び工作機械 | |
| RU2350436C2 (ru) | Керамическое сверло для высокоскоростного сверления | |
| EP3037199B1 (en) | Drilling and milling cutter with disposable blade | |
| US9707650B2 (en) | System and method for machining a workpiece | |
| EP3009215B1 (en) | Chamfering cutter comprising a disposable chamfering blade | |
| JP6287592B2 (ja) | 小径エンドミル | |
| JP2008114308A (ja) | 回転切削工具 | |
| JP6432989B2 (ja) | らせん状のとがった刃および排出溝を有する面取りカッター | |
| JP5914446B2 (ja) | 切削工具およびそれを用いたワークの加工方法 | |
| JP5776595B2 (ja) | クーラント穴付きエンドミル | |
| KR20190045371A (ko) | 절삭 인서트 및 날끝 교환식 회전 절삭 공구 | |
| JP2015196203A (ja) | 刃先交換式メタルソー | |
| JP2010046733A (ja) | ねじ切りフライス | |
| JP5953173B2 (ja) | 切削工具 | |
| KR20130117989A (ko) | 절삭팁 | |
| JP3639227B2 (ja) | 脆性材料用穴明け工具 | |
| JP2016155178A (ja) | 回転工具、及び回転工具の製造方法 | |
| JP2008229764A (ja) | 回転工具及び加工方法 | |
| JP5939687B2 (ja) | 切削工具 | |
| JP5471539B2 (ja) | 刃先交換式溝入れ工具及び端面溝入れ加工方法 | |
| JP5560748B2 (ja) | 刃先交換式溝入れ工具及び周面溝入れ加工方法 | |
| JP4623674B2 (ja) | 回転切削工具 | |
| JP4644568B2 (ja) | ドリル | |
| JP2009136980A (ja) | 切削工具 | |
| JP2905202B2 (ja) | ドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110613 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141007 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150407 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5941618 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160606 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |