JP6432989B2 - らせん状のとがった刃および排出溝を有する面取りカッター - Google Patents
らせん状のとがった刃および排出溝を有する面取りカッター Download PDFInfo
- Publication number
- JP6432989B2 JP6432989B2 JP2015520084A JP2015520084A JP6432989B2 JP 6432989 B2 JP6432989 B2 JP 6432989B2 JP 2015520084 A JP2015520084 A JP 2015520084A JP 2015520084 A JP2015520084 A JP 2015520084A JP 6432989 B2 JP6432989 B2 JP 6432989B2
- Authority
- JP
- Japan
- Prior art keywords
- cutter
- blade
- chamfering
- degrees
- radial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 244000145845 chattering Species 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 8
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 238000005498 polishing Methods 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 5
- 230000006378 damage Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
- B23C3/126—Portable devices or machines for chamfering edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C3/00—Milling particular work; Special milling operations; Machines therefor
- B23C3/12—Trimming or finishing edges, e.g. deburring welded corners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C1/00—Milling machines not designed for particular work or special operations
- B23C1/20—Portable devices or machines; Hand-driven devices or machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/04—Plain cutters, i.e. having essentially a cylindrical or tapered cutting surface of substantial length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/12—Cutters specially designed for producing particular profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/04—Angles
- B23C2210/0485—Helix angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/12—Cross section of the cutting edge
- B23C2210/123—Bevelled cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/20—Number of cutting edges
- B23C2210/208—Number of cutting edges ten
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/16—Chamferring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2265/00—Details of general geometric configurations
- B23C2265/08—Conical
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Drilling Tools (AREA)
- Crushing And Pulverization Processes (AREA)
Description
<発明の効果>
図1は、本発明の1実施態様に従う面取りカッターを示す斜視図である。
図2は、本発明の主要部であるカッター刃の半径方向の第1および第2の逃げ角の説明図である。
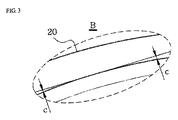
図3は、本発明の主要部であるカッター刃の芯テーパ部の説明図である。
図4は、本発明の主要部であるカッター刃のねじれ角を説明する側面図である。
本発明の面取りカッターは、面取り加工の様々なタイプ、例えばペンキを塗られた端部、溶接された端部、建築物の端部、鞍状部、皿穴、内側端部、直線状端部のために、および自動エッジ加工機において利用可能である。本発明の面取りカッターは、金属加工物の全てのタイプ、たとえば炭素およびステンレス鋼、アルミニウム、鉄、非鉄、およびほとんどの新金属による加工物に利用可能である。
12 研磨された部分
14 半径方向第1刃
16 半径方向第2刃
20 カッター刃
25 すくい角部分
30 排出溝
40 キー溝
50 空気式若しくは電気式工具
60 加工物
70 電源スイッチ
100 面取りカッター
a 半径方向第1逃げ角
b 半径方向第2逃げ角
c 芯テーパ角
d ねじれ角
Claims (5)
- 面取りカッター(100)であって、
中心を通り形成された軸穴を有する本体(10)、該本体(10)の周表面上に所定の間隔で配置された複数のカッター刃(20)、および面取り加工において作り出された切屑を排出するために複数の該カッター刃の間に縦方向に形成された排出溝(30)を備える面取りカッター(100)において、該カッター刃(20)の各々は、5〜15度の範囲の半径方向第1逃げ角(a)をもつ半径方向第1刃(14)および16〜30度の範囲の半径方向第2逃げ角(b)をもつ半径方向第2刃(16)を有すること、キー溝(40)は該本体(10)の内側の一部分に形成されること、および該カッター刃(20)のねじれ角は5〜45度の範囲にあることを特徴とする、
上記面取りカッター(100)。 - 該半径方向第1刃(14)の幅は0.6〜0.7mmであり、該半径方向第2刃(16)の幅は1.9〜2.0mmである、請求項1に記載の面取りカッター(100)。
- すくい角部分(25)が、該カッター刃(20)上に10〜20度の範囲の角度で形成されている、請求項1〜2のいずれか1項に記載の面取りカッター(100)。
- 研磨された部分(12)が、該カッター刃(20)を破壊またはチャタリングから守るために、該半径方向第1刃(14)の1側面を1〜45度の間の角度で研磨することによって形成されている、請求項1〜3のいずれか1項に記載の面取りカッター(100)。
- 該研磨された部分(12)の幅は0.05〜0.2mmの範囲にある、請求項4に記載の面取りカッター(100)。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2012-0073018 | 2012-07-04 | ||
| KR1020120073018A KR101498685B1 (ko) | 2012-07-04 | 2012-07-04 | 면취용 커터 |
| US201361956999P | 2013-06-21 | 2013-06-21 | |
| US61/956,999 | 2013-06-21 | ||
| PCT/NL2013/000037 WO2014007608A1 (en) | 2012-07-04 | 2013-07-01 | Beveling cutter having helical edged blades and discharge grooves |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015525141A JP2015525141A (ja) | 2015-09-03 |
| JP2015525141A5 JP2015525141A5 (ja) | 2016-08-18 |
| JP6432989B2 true JP6432989B2 (ja) | 2018-12-05 |
Family
ID=48901152
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015520084A Active JP6432989B2 (ja) | 2012-06-21 | 2013-07-01 | らせん状のとがった刃および排出溝を有する面取りカッター |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2869955B1 (ja) |
| JP (1) | JP6432989B2 (ja) |
| KR (1) | KR101498685B1 (ja) |
| CN (1) | CN104520037B (ja) |
| AU (1) | AU2013285686B2 (ja) |
| BR (1) | BR112014033094A2 (ja) |
| CA (1) | CA2878056C (ja) |
| ES (1) | ES2715993T3 (ja) |
| WO (1) | WO2014007608A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106418582B (zh) * | 2016-10-19 | 2019-04-23 | 南京信息职业技术学院 | 一种马蹄去皮机 |
| DE102017214622A1 (de) * | 2017-02-24 | 2018-08-30 | Gühring KG | Kegelsenker |
| EP3694676B1 (en) | 2017-10-11 | 2022-11-23 | Magna International Inc. | Welding electrode with radial-serrated weld face ; method of using such welding electrode for welding a workpiece ; system for and method of forming or reforming the weld face of such welding electrode |
| WO2019135672A1 (en) | 2018-01-05 | 2019-07-11 | Jan Enno Hofman | Bevel cutting machine, bevel cutter and bevelling method |
| CA3129475A1 (en) | 2019-02-07 | 2020-08-13 | Munchkin, Inc. | Washing container |
| KR20220013480A (ko) | 2020-07-25 | 2022-02-04 | 심태보 | 절첩식 일체형 리벳 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2782490A (en) * | 1952-06-27 | 1957-02-26 | Cincinnati Milling Machine Co | Milling cutter |
| US5176476A (en) * | 1987-09-30 | 1993-01-05 | The Boeing Company | Router cutting bit |
| JPH05337716A (ja) * | 1992-06-04 | 1993-12-21 | Ishikawa Seisakusho Ltd | 面取り装置 |
| JPH0871831A (ja) * | 1994-09-08 | 1996-03-19 | Mitsubishi Materials Corp | エンドミル |
| JPH09192915A (ja) * | 1996-01-18 | 1997-07-29 | Yutaka Giken Co Ltd | ボールエンドミル |
| DE20310713U1 (de) * | 2003-07-12 | 2003-09-18 | Fette GmbH, 21493 Schwarzenbek | Stirnfräser |
| US7150589B2 (en) * | 2003-10-01 | 2006-12-19 | Greenlee Textron Inc. | Deburring tool |
| JP3111276U (ja) * | 2005-04-11 | 2005-07-14 | 株式会社デッケル・グラインダー ジャパン | 面取りエンドミル |
| JP5119581B2 (ja) * | 2005-09-14 | 2013-01-16 | 株式会社タンガロイ | ボールエンドミル |
| DE202006006114U1 (de) * | 2006-04-15 | 2006-06-14 | Günther Wirth Hartmetallwerkzeuge GmbH & Co. KG | Zylindrisches Fräswerkzeug |
| KR100913411B1 (ko) * | 2008-08-21 | 2009-08-21 | 김용범 | 면취커터 |
| CH701414A1 (de) * | 2009-07-09 | 2011-01-14 | Fraisa Holding Ag | Fräswerkzeug mit besonderer Schneidengeometrie. |
| US8961077B2 (en) * | 2009-10-26 | 2015-02-24 | Illlinois Tool Works Inc. | Severing and beveling tool |
| EP2540421A1 (en) * | 2010-02-24 | 2013-01-02 | Kyocera Corporation | Cutting tool |
| KR101152368B1 (ko) * | 2010-08-04 | 2012-06-05 | 장두한 | 면취용 회전커터 |
| KR101179164B1 (ko) * | 2010-08-04 | 2012-09-03 | 장두한 | 면취용 회전커터 |
| CN102398117A (zh) * | 2010-09-07 | 2012-04-04 | 贵州西南工具(集团)有限公司 | 一种采用低成本合金材料制作立铣刀的方法 |
| CN202606958U (zh) * | 2012-04-11 | 2012-12-19 | 常州创伟工具制造有限公司 | 高速切削铝用两刃铣刀 |
| CN202779974U (zh) * | 2012-08-08 | 2013-03-13 | 常州创伟工具制造有限公司 | 一种硬质合金倒角铣刀 |
| CN102941373B (zh) * | 2012-10-18 | 2015-07-01 | 浙江大学 | 一种复合材料螺旋铣锪窝专用刀具 |
-
2012
- 2012-07-04 KR KR1020120073018A patent/KR101498685B1/ko active IP Right Grant
-
2013
- 2013-07-01 AU AU2013285686A patent/AU2013285686B2/en active Active
- 2013-07-01 EP EP13742534.4A patent/EP2869955B1/en active Active
- 2013-07-01 WO PCT/NL2013/000037 patent/WO2014007608A1/en active Application Filing
- 2013-07-01 CN CN201380035204.2A patent/CN104520037B/zh active Active
- 2013-07-01 JP JP2015520084A patent/JP6432989B2/ja active Active
- 2013-07-01 ES ES13742534T patent/ES2715993T3/es active Active
- 2013-07-01 CA CA2878056A patent/CA2878056C/en active Active
- 2013-07-01 BR BR112014033094A patent/BR112014033094A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP2869955B1 (en) | 2019-01-02 |
| CN104520037A (zh) | 2015-04-15 |
| KR101498685B1 (ko) | 2015-03-05 |
| KR20140005530A (ko) | 2014-01-15 |
| EP2869955A1 (en) | 2015-05-13 |
| CA2878056A1 (en) | 2014-01-09 |
| JP2015525141A (ja) | 2015-09-03 |
| CN104520037B (zh) | 2018-05-18 |
| WO2014007608A1 (en) | 2014-01-09 |
| AU2013285686A1 (en) | 2015-02-05 |
| ES2715993T3 (es) | 2019-06-07 |
| CA2878056C (en) | 2021-01-12 |
| AU2013285686B2 (en) | 2017-08-03 |
| BR112014033094A2 (pt) | 2017-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6432989B2 (ja) | らせん状のとがった刃および排出溝を有する面取りカッター | |
| US8579557B2 (en) | Drill | |
| WO2007142224A1 (ja) | 切削工具及び切削インサート | |
| US9623491B2 (en) | Beveling / chamfering tool—router head for metal | |
| KR20090007382A (ko) | 그 위에 칩 토출 세그먼트를 가지는 공구 홀더 | |
| JP4972492B2 (ja) | 研磨機用ブラシ | |
| US20070245531A1 (en) | Method and Device for Machining Rotationally Symmetrical Surfaces of a Workpiece | |
| KR101152368B1 (ko) | 면취용 회전커터 | |
| JP2015521959A (ja) | 面取り加工/開先加工工具−金属用ルータヘッド | |
| JP2010046733A (ja) | ねじ切りフライス | |
| US9782843B2 (en) | Beveling cutter having helical edged blades and discharge grooves | |
| JP2010076069A (ja) | 切削加工方法およびその装置 | |
| JP2006150535A (ja) | 切削工具 | |
| JP2009184036A (ja) | 切削工具 | |
| KR101756347B1 (ko) | 면취 장치 | |
| CN209830397U (zh) | 一种用于在车床上加工深槽的加工装置 | |
| JP2002355702A (ja) | 切削工具 | |
| KR20100034426A (ko) | 슬로터 공구 | |
| KR20130004687U (ko) | 면취기의 커터장치 | |
| JP2005246506A (ja) | ブローチ工具のニック溝構造とニック溝形成方法 | |
| KR20040102801A (ko) | 앤드 밀 커터 바디 | |
| KR20160133177A (ko) | 로터리조인트 내경 가공용 연삭툴 | |
| JP2008279546A (ja) | 深切込み高送り用切削工具 | |
| JPH04122412U (ja) | ばり取り用回転工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180208 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181005 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20181015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20181015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6432989 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |