JP5888552B2 - 多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 - Google Patents
多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 Download PDFInfo
- Publication number
- JP5888552B2 JP5888552B2 JP2011275431A JP2011275431A JP5888552B2 JP 5888552 B2 JP5888552 B2 JP 5888552B2 JP 2011275431 A JP2011275431 A JP 2011275431A JP 2011275431 A JP2011275431 A JP 2011275431A JP 5888552 B2 JP5888552 B2 JP 5888552B2
- Authority
- JP
- Japan
- Prior art keywords
- rotation
- electric wires
- holding
- holding member
- holding members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Processes Specially Adapted For Manufacturing Cables (AREA)
Description
各々を前記電線の軸芯を中心とした同じ方向に等速度で所定の回転数だけ回転させ、前記各電線を捻る第1工程と、前記複数の電線の他端部を束ねた状態で前記電線の捻りを解消する方向に回転させ、前記複数の電線を撚る第2工程と、を順次行うことを特徴とする。
動力を他の第2保持部材に伝達し、他の第2保持部材を回転させるので、第1の伝達手段、及び第2の伝達手段が設けられていることにより、回転同期部材と同じ数の駆動部、及び、第2保持部材と同じ数の駆動部を設けずとも、複数の多心撚り合わせ線を製造することができ、駆動部の数を回転同期部材の数よりも少数にした分、及び駆動部の数を第2保持部材の数よりも少数にした分、設備を簡素な構成にすることにより、安価でかつ小型化を図った多心撚り合わせ線製造装置を提供することができる。
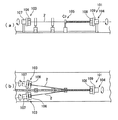
本発明の第1の実施形態にかかる多心撚り合わせ線製造装置について、図1を参照して説明する。本実施形態の多心撚り合わせ線製造装置1は、4本の電線2の一端部をそれぞれ保持し、各電線2を該電線2の軸芯を中心として回転させて各電線2を捻る第1の回転保持部材3と、4つの電線2の他端部を束ねて保持し、4本の電線2を該電線2の捻りを解消する方向に回転させて4本の電線2を撚る第2の回転保持部材4と、を備えている。
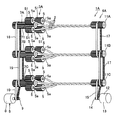
本発明の第2の実施形態にかかる多心撚り合わせ線製造装置1Aについて、図2を参照して説明する。図2において、上述した第1実施形態と同一の構成の部分には、同一符号を付してその詳細な説明を省略する。
2 電線
3、3A 第1の回転保持部材
4、4A 第2の回転保持部材
5 第1保持部材
51 ギア噛合部
6 第1の駆動部
7、7A、7B,7C 回転同期部材
71 ギア部
11、11A、11B,11C 第2保持部材
12 第2の駆動部
16 第1のベルト(第1の伝達手段)
17 第2のベルト(第2の伝達手段)
Claims (4)
- 複数の電線の一端部をそれぞれ保持する第1の回転保持部材と、
前記複数の電線の他端部を束ねて保持して回転する第2の回転保持部材と、を備え、
前記第1の回転保持部材は、前記複数の電線の一端部をそれぞれ保持する複数の第1保持部材と、
該複数の第1保持部材を回転させる第1の駆動部と、
該第1の駆動部からの駆動力を前記複数の第1保持部材の各々に伝達し、前記複数の第1保持部材の各々を同じ方向に等速度で回転させる回転同期部材と、を備え、
前記第2の回転保持部材の回転が停止した状態で、前記複数の第1保持部材が、前記第1の駆動部により前記電線の軸芯を中心とした方向に所定の回転数だけ回転されて前記各電線を捻じった後、前記第2の回転保持部材が、前記各第1保持部材と同じ方向に回転されて前記各電線の捻りを解消しつつ前記電線を撚ることを特徴とする多心撚り合わせ線製造装置。 - 複数の電線の一端部をそれぞれ保持し、前記複数の電線の各々を該電線の軸芯を中心として回転させて前記各電線を捻る第1の回転保持部材と、
前記複数の電線の他端部を束ねて保持し、前記複数の電線を該電線の捻りを解消する方向に回転させて前記複数の電線を撚る第2の回転保持部材と、を備え、
前記第1の回転保持部材は、前記複数の電線の一端部をそれぞれ保持する複数の第1保持部材と、
該複数の第1保持部材を回転させる第1の駆動部と、
該第1の駆動部からの駆動力を前記複数の第1保持部材の各々に伝達し、前記複数の第1保持部材の各々を同じ方向に等速度で回転させる回転同期部材と、を備え、
前記回転同期部材が複数設けられ、
前記複数の回転同期部材のうち一つには、前記第1の駆動部から駆動力が伝達され、
前記駆動力を、前記第1の駆動部から他の回転同期部材に伝達する第1の伝達手段を有し、
前記第2の回転保持部材は、前記複数の電線の他端部を束ねて保持する複数の第2保持部材と、該複数の第2保持部材を回転させる第2の駆動部と、前記複数の第2保持部材のうち一つに伝達された前記第2の駆動部からの駆動力を、前記第2の駆動部から他の第2保持部材に伝達する第2の伝達手段と、を有したことを特徴とする多心撚り合わせ線製造装置。 - 前記回転同期部材はギア部を有して構成され、
前記複数の第1保持部材の各々は、前記ギア部に噛合するギア噛合部を有し、
前記複数の第1保持部材は、前記回転同期部材の回転軸周りに設けられていることを特徴とする請求項1又は請求項2記載の多心撚り合わせ線製造装置。 - 複数の電線の両端部を保持した状態で、前記複数の電線の一端部の各々を前記電線の軸
芯を中心とした同じ方向に等速度で所定の回転数だけ回転させ、前記各電線を捻る第1工程と、
前記複数の電線の他端部を束ねた状態で前記電線の捻りを解消する方向に回転させ、前記複数の電線を撚る第2工程と、を備え、
前記第1工程を行った後、前記第2工程を行うことを特徴とした多心撚り合わせ線製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011275431A JP5888552B2 (ja) | 2011-12-16 | 2011-12-16 | 多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011275431A JP5888552B2 (ja) | 2011-12-16 | 2011-12-16 | 多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013125727A JP2013125727A (ja) | 2013-06-24 |
| JP5888552B2 true JP5888552B2 (ja) | 2016-03-22 |
Family
ID=48776852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011275431A Active JP5888552B2 (ja) | 2011-12-16 | 2011-12-16 | 多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5888552B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017045627A (ja) * | 2015-08-27 | 2017-03-02 | 住友電装株式会社 | 撚り合せ電線の製造装置及び撚り合せ電線の製造方法 |
| JP2017045628A (ja) * | 2015-08-27 | 2017-03-02 | 住友電装株式会社 | 撚り合せ電線の製造装置及び撚り合せ電線の製造方法 |
| CN106019660A (zh) * | 2016-08-11 | 2016-10-12 | 京东方科技集团股份有限公司 | 金属丝线绞合装置 |
| EP3349222A1 (de) * | 2017-01-13 | 2018-07-18 | Schleuniger Holding AG | Greifbacke und leitungsgreifer für ein paar von elektrischen oder optischen leitungen |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4066753B2 (ja) * | 2002-09-12 | 2008-03-26 | 住友電装株式会社 | 電線の撚り合わせ加工装置 |
| JP5181895B2 (ja) * | 2008-07-23 | 2013-04-10 | 住友電装株式会社 | 撚り合せ電線の製造装置、撚り合せ電線の製造方法及び撚り合せ電線 |
-
2011
- 2011-12-16 JP JP2011275431A patent/JP5888552B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013125727A (ja) | 2013-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9692283B2 (en) | Apparatus and method for forming coil members | |
| EP2849319B1 (en) | Manufacturing method for rotating electric machine | |
| JP5888552B2 (ja) | 多心撚り合わせ線製造装置、及び多心撚り合わせ線製造方法 | |
| JP4884024B2 (ja) | ツイスト線製造方法及び製造装置 | |
| JP5848093B2 (ja) | 金属線条体の接続方法および接続装置 | |
| JP5936270B2 (ja) | 巻線装置及び巻線方法 | |
| CN106415739B (zh) | 绞合线制造装置以及绞合线制造方法 | |
| US20180331605A1 (en) | Coil forming device and coil forming method | |
| JP2012151996A (ja) | コイルセグメント環状配列方法、コイルセグメント環状配列装置、及びステータ | |
| JP5420463B2 (ja) | ステータコイル製造装置及び製造方法 | |
| JP5833954B2 (ja) | 撚り合わせ線製造装置、及び撚り合わせ線製造方法 | |
| CN106463214A (zh) | 绞合线制造装置和绞合线制造方法 | |
| JP6259519B2 (ja) | ツイスト線製造装置、及び、ツイスト線製造方法 | |
| JP2009183951A (ja) | 金属線状体の接続方法および金属線状体の接続装置 | |
| JP5875150B2 (ja) | 撚り合わせ線製造装置、及び撚り合わせ線製造方法 | |
| JP5064700B2 (ja) | ツイスト線製造方法及び製造装置 | |
| JP2009013519A (ja) | 撚線機およびそれを用いた撚線の製造方法 | |
| JP6678049B2 (ja) | 電線ツイスト装置 | |
| JP6678048B2 (ja) | 電線ツイスト装置 | |
| JP2015001237A (ja) | 駆動装置 | |
| JP2020096026A (ja) | コイル成形方法及びコイル成形装置 | |
| WO2017033721A1 (ja) | 撚り合せ電線の製造装置及び撚り合せ電線の製造方法 | |
| JP2017045628A (ja) | 撚り合せ電線の製造装置及び撚り合せ電線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141119 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150928 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5888552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |