JP5756517B2 - 横方向に伸縮可能な繊維材料のウェブ、特に、ペーパーウェブを形成する方法、および、該方法を実行するための装置 - Google Patents
横方向に伸縮可能な繊維材料のウェブ、特に、ペーパーウェブを形成する方法、および、該方法を実行するための装置 Download PDFInfo
- Publication number
- JP5756517B2 JP5756517B2 JP2013512997A JP2013512997A JP5756517B2 JP 5756517 B2 JP5756517 B2 JP 5756517B2 JP 2013512997 A JP2013512997 A JP 2013512997A JP 2013512997 A JP2013512997 A JP 2013512997A JP 5756517 B2 JP5756517 B2 JP 5756517B2
- Authority
- JP
- Japan
- Prior art keywords
- sleeve
- web
- roller
- conveyor belt
- endless conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 27
- 239000002657 fibrous material Substances 0.000 title claims description 26
- 239000000463 material Substances 0.000 claims description 23
- 230000002093 peripheral effect Effects 0.000 claims description 16
- 238000003825 pressing Methods 0.000 claims description 16
- 238000007906 compression Methods 0.000 claims description 15
- 230000006835 compression Effects 0.000 claims description 14
- 239000013013 elastic material Substances 0.000 claims description 13
- 239000007788 liquid Substances 0.000 claims description 7
- 230000000694 effects Effects 0.000 claims description 5
- 239000000126 substance Substances 0.000 claims description 5
- 238000011282 treatment Methods 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 230000004323 axial length Effects 0.000 claims description 4
- 238000013459 approach Methods 0.000 claims description 3
- 238000000151 deposition Methods 0.000 claims 3
- 238000003780 insertion Methods 0.000 claims 2
- 230000037431 insertion Effects 0.000 claims 2
- 239000013305 flexible fiber Substances 0.000 claims 1
- 239000012530 fluid Substances 0.000 claims 1
- 238000005470 impregnation Methods 0.000 claims 1
- 230000004048 modification Effects 0.000 description 9
- 238000012986 modification Methods 0.000 description 9
- 239000004744 fabric Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003809 water extraction Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/12—Crêping
- B31F1/18—Crêping by tools arranged in the direction of web feed ; Longitudinal crêping, i.e. providing paper with crêpes parallel to the direction of web movement, e.g. for making paper elastic transversely to this direction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Treatment Of Fiber Materials (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Making Paper Articles (AREA)
- Rolls And Other Rotary Bodies (AREA)
Description
―弾性材料のコンベヤーベルトの横方向への延伸の均一性、
―横方向への圧縮中の繊維材料ウェブの付着、
―乾燥速度、
―横方向への延伸と当初の構造への弾性的な回復の間に接触する部品に対する、弾性材料のコンベヤーベルトの摺動しやすさ、
―同じコンベヤーベルトを使用する際の方法の反復性。
Claims (15)
- 横方向に伸縮可能な繊維材料のウェブを形成するための方法であって、
前記方法は、
縦軸から縁部まで厚みが増している、弾性材料の、液体透過性のエンドレスコンベアベルト(2,2’)を、少なくとも1つの局所的な横方向への延伸操作にさらし、延伸は、少なくとも1つの縦方向のバンドを、前記バンドが通常摺動する表面から一時的に引っ込めること、および、延伸状態で、少なくとも1つの支持部材(4,4’,10)の表面の少なくとも一部と接触したまま前記バンドを維持することによって達成され、
前記方法は、
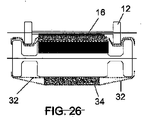
横方向に延伸した弾性材料の前記コンベアベルト(2,2’)の部分に対して、3重量%から70重量%の液体含有量を有する柔軟な繊維材料のウェブ(16)を堆積させ、
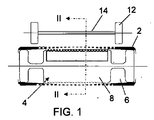
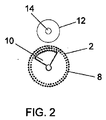
前記ウェブ(16)の横方向への圧縮と、それと同時の液体の部分的な除去を引き起こすために、元々の構造に戻る間、真空効果によって、柔軟な繊維材料の前記ウェブ(16)を、弾性材料の前記コンベアベルト(2,2’)に付いたまま維持する、方法。 - 穴の開いた外側面を有するとともに、一対の周辺溝(6)が設けられた、実質的に剛体材料のローラー(4)からなる支持部材上に取り付けられた弾性材料のスリーブ(2)をコンベアベルトとして使用し、前記スリーブ(2)が前記ローラー(4)の端部にその両方の縁部で固定され、および、
前記周辺溝(6)を覆う2つの周辺バンドを、前記溝に一時的に挿入することによって、前記スリーブ(2)の横方向への延伸を引き起こす、請求項1に記載の方法。 - 前記ローラーの軸に対して平行な軸を有するとともに前記溝に対応する位置に配される、一対の押圧ローラー(12)によって、支持ローラー(4)の溝(6)を覆う弾性スリーブ(2)の2つの周辺バンドを、一時的に挿入する、請求項2に記載の方法。
- 一対の間を開けて配されたローラー(18)からなる、支持部材上に取り付けられた弾性材料のスリーブ(2)を、エンドレスコンベアベルトとして用い、
前記間を開けて配されたローラー(18)によって定義される周辺の空洞を覆う中央のバンドを、前記空洞から一時的に引っ込めることによって、弾性材料の前記スリーブ(2)の横方向への延伸を引き起こす、請求項1に記載の方法。 - 固定された押圧部品(22’)が、接触している前記スリーブの部分に作用することに加えて、2つのローラー(18)によって定義される空洞から前記スリーブを引っ込めるという意味で、前記ローラー(18)のシャフトに対して平行にスリーブを延伸させる、固定された押圧部品(22’)の作用に、弾性スリーブ(2)をさらす、請求項4に記載の方法。
- 前記ローラーの回転シャフトの外部延長部(40)に端部で固定される前記スリーブ(2)の軸長さよりも短い軸長さを有する、支持ローラー(4)上に取り付けられた弾性材料のスリーブ(2)を、エンドレスコンベアベルトとして用い、
前記支持ローラー(4)の軸に対して平行な軸と、軸長さよりも長い離間した距離とを有し、前記ローラーを超えて突出する前記スリーブの部分が軸に到達するように、前記軸に対して垂直に平行移動するように作られた、一対の押圧ローラー(12)によって、弾性材料の前記スリーブ(2)の横方向への延伸を引き起こす、請求項2に記載の方法。 - 局所的な横方向への延伸だけでなく、局所的な縦方向への延伸に、エンドレスコンベアベルト(2,2’)をさらし、その後、すでに縦方向に延伸されて、最初の構造へと弾性的に戻りつつあるコンベアベルトの部分に、柔軟な繊維材料の前記ウェブ(16)を堆積させる、請求項1乃至6のいずれかに記載の方法。
- 横方向への圧縮と、場合によっては縦方向への圧縮に、柔軟な紙材料のウェブ(16)をさらすだけでなく、得られた繊維材料に、対応する特定の特徴を与えることができる物質による含浸処理にもウェブ(16)をさらす、請求項1乃至7のいずれかに記載の方法。
- 3%から70%の水含有量を有する柔軟な繊維材料のウェブ(16)から、横方向に伸縮可能な繊維材料を生成するための装置であって、
前記装置は、
縦軸から縁部に向かって厚みが増加している、弾性材料の、流体透過性のエンドレスコンベアベルト(2,2’)、
少なくとも1つの縦軸バンドが通常摺動する表面から、前記縦軸バンドを引っ込めた後に、前記エンドレスコンベアベルト(2,2’)の局所的な横方向への延伸を引き起こすための、および、延伸した状態において、少なくとも1つの支持部材(4,4’)の表面の少なくとも一部に付いたまま、前記ベルトを維持するための手段、
エンドレスコンベアベルトの横方向に延伸する部分上に、柔軟な繊維材料の前記ウェブ(16)を堆積させるための手段、
前記ベルトの元々の構造への弾性的な戻りの間、前記ベルトに付いたまま柔軟な繊維材料の前記ウェブを維持するために、この手法で、柔軟な繊維材料の前記ウェブの横方向への圧縮と、それと同時にそこからの液体の部分的な除去を引き起こすために、前記エンドレスコンベアベルト(2,2’)を介して作用する、少なくとも1つの固定された真空ソース(10)、
を含む、装置。 - エンドレスコンベアベルト(2,2’)はスリーブからなり、支持部材は、穴の開いた外側面を有する実質的な剛体材料のローラー(4,4’)からなり、前記スリーブによって覆われる、請求項9に記載の装置。
- 前記ローラー(4,4’)には、両方の縁部で前記ローラーの端部に固定された前記スリーブ(2,2’)によって覆われる、少なくとも1つの周辺溝(6)が設けられる、請求項10に記載の装置。
- 前記ローラー(4,4’)の軸に平行な軸を有し、前記スリーブ(2)の前記周辺溝(6)への一時的な局所的挿入を引き起こすという意味で作用する、一対の押圧ローラー(12)を含む、請求項11に記載の装置。
- 穴の開いた外側面を有し、一対の周辺溝(6)が設けられた、実質的に剛体材料のローラー(4,4’)の周りに巻かれたスリーブ(2)からなる、エンドレスコンベアベルトを含み、前記スリーブは、両方の縁部で前記ローラー(4,4’)の端部に固定され、
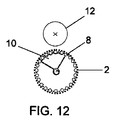
シャフト(14)の軸に対して垂直に平行移動可能な、前記シャフト(14)に取り付けられた一対の押圧ローラー(12)であって、前記押圧ローラーを前記周辺溝(6)に挿入する、および、この手法で、前記溝を覆う前記スリーブの部分を前記溝に引き込む、一対の押圧ローラー(12)をさらに含む、請求項12に記載の装置。 - 周辺溝が中央に設けられた実質的に剛体材料のローラー(4)の周りに巻かれたスリーブ(2)からなるエンドレスコンベアベルトを含み、前記スリーブは両方の縁部で前記ローラー(4)の端部に固定され、および、
挿入によって前記周辺溝に入るという意味で作用する、および、この手法で前記スリーブ(2)の中央バンドを溝に引き込む、一対の押圧ローラー(12)をさらに含む、請求項12又は13に記載の装置。 - エンドレスコンベアベルト(2,2’)内で局所的な縦方向への延伸を引き起こすための手段と、すでに縦方向に延伸して、最初の構造へと弾性的に戻りつつあるコンベアベルト部分上に、柔軟な繊維材料の前記ウェブ(16)を堆積させるための手段をさらに含む、請求項9又は10に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITVE2010A000029A IT1400457B1 (it) | 2010-06-01 | 2010-06-01 | Metodo di realizzazione di nastri di materiale fibroso estensibile trasversalmente, in particolare di nastri di carta, ed apparecchiatura per effettuare il metodo. |
| ITVE2010A000029 | 2010-06-01 | ||
| PCT/IB2011/001193 WO2011151705A2 (en) | 2010-06-01 | 2011-05-31 | Method for forming webs of transversely extensible fibrous material, in particular paper webs, and apparatus for implementing the method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013533132A JP2013533132A (ja) | 2013-08-22 |
| JP2013533132A5 JP2013533132A5 (ja) | 2014-07-17 |
| JP5756517B2 true JP5756517B2 (ja) | 2015-07-29 |
Family
ID=43304865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013512997A Active JP5756517B2 (ja) | 2010-06-01 | 2011-05-31 | 横方向に伸縮可能な繊維材料のウェブ、特に、ペーパーウェブを形成する方法、および、該方法を実行するための装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8603299B2 (ja) |
| EP (1) | EP2576201B8 (ja) |
| JP (1) | JP5756517B2 (ja) |
| CN (1) | CN102883876B (ja) |
| BR (1) | BR112012026669B1 (ja) |
| IT (1) | IT1400457B1 (ja) |
| PL (1) | PL2576201T3 (ja) |
| WO (1) | WO2011151705A2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITVE20110071A1 (it) * | 2011-10-27 | 2013-04-28 | Giorgio Trani | Metodo per modificare le caratteristiche fisiche e/o chimiche di un nastro fibroso ed apparecchiatura per attuare il metodo. |
| ITVE20110077A1 (it) * | 2011-11-30 | 2013-05-31 | Giorgio Trani | Apparato multifunzione per la lavorazione di nastri di materiale fibroso e/o plasmabile. |
| SG11201704746TA (en) * | 2014-12-23 | 2017-07-28 | 3M Innovative Properties Co | Edge contact substrate transport method and apparatus |
| IT201700019934A1 (it) * | 2017-02-22 | 2018-08-22 | Giorgio Trani | Metodo ed apparecchiatura per produrre un nastro di materiale fibroso estensibile. |
| DE102020114602A1 (de) * | 2020-06-02 | 2021-12-02 | Voith Patent Gmbh | Verfahren und maschine zur herstellung in querrichtung dehnbaren faserstoffbahn |
| DE102021118165B4 (de) | 2021-07-14 | 2023-06-29 | Voith Patent Gmbh | Walzenanordnung |
| DE102021122688A1 (de) * | 2021-09-02 | 2023-03-02 | Voith Patent Gmbh | Verfahren und Maschine zur Herstellung einer Faserstoffbahn |
| WO2024161282A1 (en) * | 2023-01-31 | 2024-08-08 | Giorgio Trani | Apparatus for producing transversely extensible webs of fibrous material |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2535734A (en) * | 1945-01-08 | 1950-12-26 | Grettve Karl Einar Lage | Apparatus for creping paper and other crepable foils |
| BE516549A (ja) | 1952-06-11 | |||
| IT1287656B1 (it) * | 1995-04-07 | 1998-08-06 | Cartiere Cariolaro Spa | Procedimento per la produzione di carta cedevole ed impianto per effettuare il procedimento |
| SE504820C2 (sv) * | 1995-09-08 | 1997-04-28 | Bertil Wahren | Transportband |
| US5942085A (en) * | 1997-12-22 | 1999-08-24 | The Procter & Gamble Company | Process for producing creped paper products |
| DE19935481A1 (de) * | 1999-07-28 | 2001-02-08 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer Faserstoffbahn |
| JP3095465U (ja) * | 2003-01-24 | 2003-07-31 | 文達 謝 | 製紙用脱水ローラの構造 |
| ITVE20080066A1 (it) * | 2008-08-07 | 2010-02-08 | Giorgio Trani | Metodo di realizzazione di nastri di materiale fibroso estensibile trasversalmente, in particolare carta, ed apparecchiatura per effettuare il metodo. |
-
2010
- 2010-06-01 IT ITVE2010A000029A patent/IT1400457B1/it active
-
2011
- 2011-05-31 US US13/638,471 patent/US8603299B2/en active Active
- 2011-05-31 PL PL11735531T patent/PL2576201T3/pl unknown
- 2011-05-31 WO PCT/IB2011/001193 patent/WO2011151705A2/en active Application Filing
- 2011-05-31 BR BR112012026669-1A patent/BR112012026669B1/pt active IP Right Grant
- 2011-05-31 CN CN201180022400.7A patent/CN102883876B/zh active Active
- 2011-05-31 EP EP11735531.3A patent/EP2576201B8/en active Active
- 2011-05-31 JP JP2013512997A patent/JP5756517B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2576201B1 (en) | 2014-07-02 |
| IT1400457B1 (it) | 2013-05-31 |
| CN102883876B (zh) | 2015-02-11 |
| PL2576201T3 (pl) | 2014-12-31 |
| ITVE20100029A1 (it) | 2011-12-17 |
| WO2011151705A2 (en) | 2011-12-08 |
| JP2013533132A (ja) | 2013-08-22 |
| US8603299B2 (en) | 2013-12-10 |
| WO2011151705A3 (en) | 2012-03-22 |
| EP2576201B8 (en) | 2014-12-24 |
| BR112012026669A2 (pt) | 2017-12-12 |
| EP2576201A2 (en) | 2013-04-10 |
| BR112012026669B1 (pt) | 2020-02-11 |
| US20130037231A1 (en) | 2013-02-14 |
| CN102883876A (zh) | 2013-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5756517B2 (ja) | 横方向に伸縮可能な繊維材料のウェブ、特に、ペーパーウェブを形成する方法、および、該方法を実行するための装置 | |
| JP2013533132A5 (ja) | ||
| US2604424A (en) | Glass fiber reinforced crepe paper | |
| CN100341692C (zh) | 既可提高纸幅处理量又可改善纸幅手感的制造皱纹薄纸的方法和装置 | |
| KR0130065B1 (ko) | 종이웨브 이송장치 | |
| JPH09504202A (ja) | 引っ張られた弾性部材を移動支持体ウェブと結合するための方法および装置 | |
| US2535734A (en) | Apparatus for creping paper and other crepable foils | |
| JP5479483B2 (ja) | ロールのまたはロールに関連する改良 | |
| JP2014524972A (ja) | はみ出しているライナーを有する接着テープの製造方法 | |
| CN103998226A (zh) | 用于处理纤维材料和/或柔韧材料的幅材的多功能设备 | |
| US3184357A (en) | Method of laminating sheaths | |
| JP2005154145A5 (ja) | ||
| KR100372009B1 (ko) | 이중원단의 접착 장치 및 방법 | |
| CN107650455A (zh) | 带纹路结构的复合膜及其复合机构和复合工艺 | |
| KR100848036B1 (ko) | 통기, 신축성, 복원력 및 발수기능을 가진 스판 합포 시트및 그 제조방법 | |
| CN104203173A (zh) | 吸收性物品的制造装置 | |
| WO2019008526A1 (en) | ROLLER FOR TRANSFORMING STRIP MATERIAL, ESPECIALLY FOR PAPER MATERIAL | |
| CN107914507A (zh) | 一种卷纸加工装置 | |
| JP3795002B2 (ja) | シュープレス用弾性スリーブ、シュープレス用弾性スリーブの製造方法およびシュープレスロール | |
| GB2477157A (en) | A de-watering or squeeze roll and related apparatus | |
| WO2024161282A1 (en) | Apparatus for producing transversely extensible webs of fibrous material | |
| WO2015171043A1 (en) | A shoe press and a machine for producing laminated paperboard | |
| JP2008510892A (ja) | 増大体積を有する繊維材料ウェブを製造するための機械及び方法 | |
| WO2013050810A1 (en) | Method for forming a web of transversely compacted fibrous material with voluminosity and extensibility increase, and apparatus for implementing the method | |
| CN116043511A (zh) | 一种服装生产用裁剪设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150529 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5756517 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |