JP5747576B2 - 超音波切断装置及びこれを用いる車両用内装材の製造方法 - Google Patents
超音波切断装置及びこれを用いる車両用内装材の製造方法 Download PDFInfo
- Publication number
- JP5747576B2 JP5747576B2 JP2011054707A JP2011054707A JP5747576B2 JP 5747576 B2 JP5747576 B2 JP 5747576B2 JP 2011054707 A JP2011054707 A JP 2011054707A JP 2011054707 A JP2011054707 A JP 2011054707A JP 5747576 B2 JP5747576 B2 JP 5747576B2
- Authority
- JP
- Japan
- Prior art keywords
- load state
- load
- blade
- vibrator
- ultrasonic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 48
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 238000000034 method Methods 0.000 title claims description 11
- 238000001514 detection method Methods 0.000 claims description 41
- 238000010586 diagram Methods 0.000 claims description 18
- 230000007246 mechanism Effects 0.000 claims description 11
- 238000012544 monitoring process Methods 0.000 claims description 8
- 230000008859 change Effects 0.000 claims description 7
- 230000005284 excitation Effects 0.000 claims description 5
- 230000010355 oscillation Effects 0.000 claims description 3
- 230000007547 defect Effects 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 4
- 230000004397 blinking Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
Images



Landscapes
- Nonmetal Cutting Devices (AREA)
Description
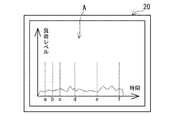
請求項2に記載の発明は、請求項1記載において、前記振動子に所定の発振周波数の電圧を印加する発振器を備え、前記第1表示指示手段は、前記負荷状態グラフ上に前記発振器の励振を起動した複数のタイミングを表示させ、該複数のタイミングのうちの隣接するタイミングの間隔が前記領域情報となることを要旨とする。
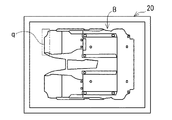
請求項3に記載の発明は、請求項1又は2記載において、前記負荷状態検出手段により検出された前記負荷状態に基づいて、前記負荷信号が所定のしきい値を超える前記刃の軌道上の過負荷位置を検出する過負荷位置検出手段と、前記刃の軌道を示す軌道図、及び該軌道図における前記過負荷位置検出手段により検出された前記過負荷位置を表示部に表示させる第2表示指示手段と、を更に備えることを要旨とする。
上記問題を解決するために、請求項4に記載の発明は、請求項1乃至3のいずれか一項に記載の超音波切断装置を用いる車両用内装材の製造方法であって、前記負荷状態検出手段により検出された前記負荷状態を監視しながら被切断部を超音波切断して車両用内装材を得ることを要旨とする。
また、第1表示指示手段を更に備えるので、第1表示指示手段により負荷状態が表示部に表示される。よって、超音波カッターの刃の軌道上の負荷発生位置を容易且つ迅速に把握することができる。特に、従来の負荷報知機能では把握し難かった弱負荷及びその発生位置を把握することができる。
また、過負荷位置検出手段と、第2表示指示手段と、を更に備える場合は、過負荷位置検出手段により刃の軌道上の過負荷位置が検出され、第2表示指示手段により刃の軌道図及び過負荷位置が表示部に表示される。よって、超音波カッターの刃の軌道上の負荷発生位置を容易且つ迅速に把握することができる。
本発明の車両用内装材の製造方法によると、超音波切断装置において、駆動制御手段により刃が所定の軌道上を通るように移動機構が駆動制御され、負荷信号検知手段により振動子の負荷信号が検知され、負荷状態検出手段により負荷信号の時間軸に対する強度変化が負荷状態として検出される。そして、負荷状態を監視しながら被切断部を超音波切断して車両用内装材が得られる。このように負荷状態を監視することにより、超音波カッターの刃の軌道上の負荷発生位置を把握することができる。その結果、超音波切断加工の不具合状況(例えば、刃折れ、刃の劣化、切断過負荷等)を詳細に把握して不良率を低減させることができる。
本実施形態1.に係る超音波切断装置(1)は、振動子(7)及び振動子の超音波振動が伝達される刃(8)を有し、移動機構(2)に取り付けられて移動可能とされる超音波カッター(3)と、刃が所定の軌道上を通るように移動機構を駆動制御する駆動制御手段(14)と、振動子の負荷信号を検知する負荷信号検知手段(11)と、負荷信号検知手段により検知された負荷信号の時間軸に対する強度変化を負荷状態として検出する負荷状態検出手段(16)と、を備えることを特徴とする(例えば、図1及び図2等参照)。
本実施形態2.に係る車両用内装材の製造方法は、上記実施形態1.の超音波切断装置を用いる車両用内装材の製造方法であって、上記負荷状態検出手段により検出された負荷状態を監視しながら被切断部を超音波切断して車両用内装材を得ることを特徴とする。
本実施例に係る超音波切断装置1は、図1に示すように、垂直多関節式の産業用ロボット2(本発明に係る「移動機構」として例示する。)と、この産業用ロボット2のアーム先端側2aに取り付けられる超音波カッター3と、この超音波カッター3を駆動するための発振器4と、これら産業用ロボット2及び発振器3を駆動制御するための制御装置5と、を備えている。
次に、上記構成の超音波切断装置1の作用について説明する。先ず、所定のフロアカーペット23の量産(超音波切断加工)を開始する前工程として、表示モニター20に負荷状態グラフA及び/又は軌道図Bを表示して監視しながらフロアカーペット23の各被切断部を切断する。そして、負荷状態グラフAを表示する場合において、図3に示すように、負荷状態グラフAに負荷信号の強度が強い箇所(例えば、タイミングc,dの間、タイミングe,fの間等)が生じている場合には、その箇所に対応して産業用ロボット2の駆動制御に関する情報を調整したり、フロアカーペット23を支持する治具24(図2参照)と刃8との干渉状態を調整したりする調整作業が行われる。一方、上記軌道図Bを表示する場合において、図5に示すように、その軌道図Bに過負荷位置qが表示されている場合には、その箇所に対応して上述の調整作業が行われる。その後、フロアカーペット23の量産を開始すると、負荷状態グラフAでは負荷信号の強度変化がなだらかとなり(図4参照)、軌道図Bでは過負荷位置は表示されない。
以上より、本実施例の超音波切断装置1によると、駆動制御手段14により刃8が所定の軌道上を通るように産業用ロボット2が駆動制御され、負荷信号検知手段11により振動子7の負荷電流が検知され、負荷状態検出手段16により負荷電流の時間軸に対する強度変化が負荷状態として検出される。よって、この負荷状態を利用することにより、超音波カッター3の刃8の軌道上の負荷発生位置を把握することができる。その結果、超音波切断加工の不具合状況(例えば、刃折れ、刃の劣化、切断過負荷等)を詳細に把握して不良率を低減させることができる。
Claims (4)
- 振動子及び該振動子の超音波振動が伝達される刃を有し、移動機構に取り付けられて移動可能とされる超音波カッターと、
前記刃が所定の軌道上を通るように前記移動機構を駆動制御する駆動制御手段と、
前記振動子の負荷信号を検知する負荷信号検知手段と、
前記負荷信号検知手段により検知された前記負荷信号の時間軸に対する強度変化を負荷状態として検出する負荷状態検出手段と、
前記負荷状態検出手段により検出された前記負荷状態を表示部に表示させる第1表示指示手段と、を備え、
前記第1表示指示手段は、前記負荷状態を示す負荷状態グラフ上に前記刃の軌道のうちの所定の領域を示す領域情報を表示させることを特徴とする超音波切断装置。 - 前記振動子に所定の発振周波数の電圧を印加する発振器を備え、
前記第1表示指示手段は、前記負荷状態グラフ上に前記発振器の励振を起動した複数のタイミングを表示させ、該複数のタイミングのうちの隣接するタイミングの間隔が前記領域情報となる請求項1記載の超音波切断装置。 - 前記負荷状態検出手段により検出された前記負荷状態に基づいて、前記負荷信号が所定のしきい値を超える前記刃の軌道上の過負荷位置を検出する過負荷位置検出手段と、
前記刃の軌道を示す軌道図、及び該軌道図における前記過負荷位置検出手段により検出された前記過負荷位置を表示部に表示させる第2表示指示手段と、を更に備える請求項1又は2に記載の超音波切断装置。 - 請求項1乃至3のいずれか一項に記載の超音波切断装置を用いる車両用内装材の製造方法であって、
前記負荷状態検出手段により検出された前記負荷状態を監視しながら被切断部を超音波切断して車両用内装材を得ることを特徴とする車両用内装材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054707A JP5747576B2 (ja) | 2011-03-11 | 2011-03-11 | 超音波切断装置及びこれを用いる車両用内装材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011054707A JP5747576B2 (ja) | 2011-03-11 | 2011-03-11 | 超音波切断装置及びこれを用いる車両用内装材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012187687A JP2012187687A (ja) | 2012-10-04 |
| JP5747576B2 true JP5747576B2 (ja) | 2015-07-15 |
Family
ID=47081418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011054707A Active JP5747576B2 (ja) | 2011-03-11 | 2011-03-11 | 超音波切断装置及びこれを用いる車両用内装材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5747576B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016214699A1 (de) * | 2016-08-08 | 2018-02-08 | Sauer Gmbh | Verfahren und Vorrichtung zur Bearbeitung eines Werkstücks an einer numerisch gesteuerten Werkzeugmaschine |
| JP7332150B2 (ja) * | 2018-10-03 | 2023-08-23 | 国立大学法人三重大学 | 合成樹脂の切断加工方法及び切断加工装置 |
| CN111070255A (zh) * | 2019-11-08 | 2020-04-28 | 桐城市千家惠塑料包装有限公司 | 一种塑料环保袋降解用切割装置 |
| CN119451794A (zh) * | 2022-08-23 | 2025-02-14 | 株式会社Lg新能源 | 二次电池制造装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6234678Y2 (ja) * | 1981-04-24 | 1987-09-03 | ||
| JPS61241048A (ja) * | 1985-04-16 | 1986-10-27 | Shimada Phys & Chem Ind Co Ltd | 超音波加工の監視方法 |
| JPH01140947A (ja) * | 1987-11-25 | 1989-06-02 | Mitsubishi Electric Corp | 数値制御装置 |
| JPH04123107A (ja) * | 1990-09-13 | 1992-04-23 | Fanuc Ltd | 負荷状態描画方式 |
| DE19630096C2 (de) * | 1996-07-25 | 1998-07-09 | Georg Geis Maschinenfabrik | Vorrichtung zum räumlichen Schneiden von dünnwandigen Formteilen |
| JP3073195B1 (ja) * | 1999-01-29 | 2000-08-07 | 住友特殊金属株式会社 | ワーク切断装置およびワーク切断方法 |
-
2011
- 2011-03-11 JP JP2011054707A patent/JP5747576B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012187687A (ja) | 2012-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5747576B2 (ja) | 超音波切断装置及びこれを用いる車両用内装材の製造方法 | |
| US7751940B2 (en) | Robot cleaner and control method thereof | |
| JP6562275B2 (ja) | 超音波エネルギの適用により加工材料を切断する方法及び切断装置 | |
| JP5442629B2 (ja) | 振動切削装置及び振動切削方法 | |
| JP2008229800A (ja) | アーム搭載移動ロボットとその制御方法 | |
| JP2006130976A5 (ja) | ||
| JP2006036148A (ja) | エアバッグカバーの製造装置 | |
| JP2015213937A (ja) | スポット溶接ガンの電極チップを切削するドレッシング装置を備えたチップドレッシングシステム | |
| JP6329707B2 (ja) | 摩擦撹拌点接合装置及び摩擦撹拌点接合方法 | |
| JP6456434B2 (ja) | 振動源推定装置 | |
| JP2006102889A (ja) | 減速機の異常判定装置及び減速機の異常判定方法 | |
| WO2006001479A1 (ja) | 異常検出方法およびモータ制御装置 | |
| JP2009172668A (ja) | レーザスクライブ装置及びレーザスクライブ方法 | |
| CN114901437A (zh) | 用于监测加工过程的方法和装置 | |
| WO2018179499A1 (ja) | 切断装置 | |
| CN109883661A (zh) | 基于振动分析的裁床断刀检测方法 | |
| CN102198606A (zh) | 机床的切削工具刀尖诊断装置 | |
| KR20180099396A (ko) | 초음파 컷팅장치 | |
| JP3784663B2 (ja) | シール体の清掃装置 | |
| JP2019162641A (ja) | 摩擦接合装置及びその運転方法 | |
| JP2006061752A5 (ja) | ||
| JP2006321015A (ja) | ロボットハンド装置 | |
| EP3690277B1 (en) | Couplings that actively stabilize vibrations | |
| JP7278803B2 (ja) | 情報処理方法、情報処理装置、ロボットシステム、ロボットシステムの制御方法、ロボットシステムを用いた物品の製造方法、プログラム及び記録媒体 | |
| JPS62266094A (ja) | ミシン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131016 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140617 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150414 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150427 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5747576 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |