JP5741060B2 - 冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 - Google Patents
冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 Download PDFInfo
- Publication number
- JP5741060B2 JP5741060B2 JP2011042527A JP2011042527A JP5741060B2 JP 5741060 B2 JP5741060 B2 JP 5741060B2 JP 2011042527 A JP2011042527 A JP 2011042527A JP 2011042527 A JP2011042527 A JP 2011042527A JP 5741060 B2 JP5741060 B2 JP 5741060B2
- Authority
- JP
- Japan
- Prior art keywords
- cooling
- temperature
- zones
- cooling zone
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Control Of Metal Rolling (AREA)
Description
例えば、仕上圧延機の出側温度(冷却設備に対する入側温度)と通板速度に基づき、予め設定した温度計算モデル式を使用して注水量を推定する。そして、対象とする仮想切板(長手方向に一定長で仮想的に分割した圧延板部分)に対し、上記推定した注水量とするためのバンクを選択し、その選択したバンクで水冷するフィードフォワード制御によって、鋼板を目標の巻取温度とする。なお、仮想切板単位に冷却制御が実施される。
このとき、実測の巻取温度(冷却設備の出側温度)に基づき、選択するバンクや通板速度を変更するフィードバック制御も実施される場合がある。この場合には、上述のように一部のバンクでの実際の注水量が管理されている設定流量と異なっていても、目標温度に近い温度で巻き取り温度が実施可能となっている。このため、オンラインにおいてバンクの異常発見が、し難い。
すなわち、定期的に休止日などに設備動作チェックを行うことで実施する。または、各バンクを構成するヘッダのノズルのスプレー弁に対し、リミットスイッチなどを設けておき、その弁の実動作を検出したり、流量計を設置することで流量を検出したりして管理している。
また、リミットスイッチや流量計を設置して管理することは、診断のためだけに複数の
センサや検出機などの機器類の設置が必要である。また、設置した各センサ等の機器類の保守点検が別途必要となるといった課題がある。
本発明は、上記のような点に着目したもので、診断のためだけにセンサ等の機器を必ずしも設置しなくても、冷却制御で使用する諸元を利用してオンラインで設備異常を把握することを目的としている。
上記複数列の冷却帯を通過する前の実際の圧延材温度である入側温度Teと当該複数列の冷却帯を通過した後の実際の圧延材温度である出側温度Tdとをそれぞれ測定し、
上記入側温度Teと上記出側温度Tdの差である温度降下量を、上記選択された各冷却帯の水冷時における冷却水の単位時間当たりの各設定流量がそれぞれ予め設定した一定値となっているとき且つ上記選択された冷却帯の組合せが異なる冷却の条件ごとにそれぞれ取得し、
上記温度降下量を複数取得すると、取得した温度降下量毎に、温度降下量とその温度降下量を求めたときに上記選択された冷却帯の情報とから、温度降下量に応じた抜熱量と上記各冷却帯での実際の抜熱量との平衡式を求め、求めた複数の平衡式から、上記複数列の冷却帯のうちの少なくとも一つの冷却帯における、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求め、
上記求めた計算流量と上記設定した上記設定流量とから冷却帯の故障診断を行うことを特徴とする。
次に、請求項2に記載した発明は、請求項1に記載した構成に対し、上記平衡式は、下記(3)式から求めることを特徴とする。
・・・(3)
但し、ΔQi = Δqwi・Li(水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
ここで、
i :i番目の冷却帯を示す添え字(ただし、i:1〜n、nは冷却帯の総数)
ΔQi :i番目の冷却帯での水冷若しくは空冷による単位時間当たりの抜熱量
Vi :i番目の冷却帯での平均搬送速度
ΔQe :入側温度測定位置から複数列の冷却帯の入側までの単位時間当たりの抜熱量
Ve :入側温度測定位置から複数列の冷却帯の入側までの平均搬送速度
ΔQd :複数列の冷却帯の出側から出側温度測定位置までの単位時間当たりの抜熱量
Vd :複数列の冷却帯の出側から出側温度測定位置までの平均搬送速度
Δqwi:i番目の冷却帯での水冷熱伝達係数
Li :i番目の冷却帯での上記計算流量
ΔQAi:i番目の冷却帯での単位時間当たりの空冷による抜熱量
である。
次に、請求項4に記載した発明は、圧延材を、複数列の冷却帯からなる冷却設備に通過させる際に、上記複数列の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷して当該圧延材を目標温度に冷却する圧延材の冷却方法において、
上記請求項1〜請求項3のいずれか1項に記載の冷却帯診断方法で故障と診断された冷却帯を、上記選択対象から外すことを特徴とする。
上記選択された各冷却帯の水冷時における冷却水の単位時間当たりの各設定流量がそれぞれ予め設定した一定値となっているときに、上記複数列の冷却帯を通過する前の実際の圧延材温度である入側温度Teと当該複数列の冷却帯を通過した後の実際の圧延材温度である出側温度Tdとを取得する実績温度取得部と、
上記実績温度取得部が温度を取得した圧延材部分の冷却に対して上記選択された冷却帯の組合せを取得する選択冷却帯取得部と、
上記選択冷却帯取得部の取得した冷却帯の組合せに基づき、冷却帯の組合せとして、予め設定した複数種類以上の異なる組合せを取得したと判定すると、上記組合せ毎に、上記入側温度Teと上記出側温度Tdの差である温度降下量とその温度降下量を求めたときに選択された冷却帯の情報とから、温度降下量に応じた抜熱量と上記各冷却帯での実際の抜熱量との平衡式を求め、求めた複数の平衡式から、上記複数列の冷却帯のうちの少なくとも一つの冷却帯における、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求める計算流量演算部と、
上記計算流量演算部で求めた計算流量と上記設定流量とから冷却帯の故障診断を行う故障診断部と、
を備えることを特徴とする。
次に、請求項6に記載した発明は、請求項5の構成に対し、上記平衡式は、下記(2)式から求めることを特徴とする。
・・・(4)
但し、ΔQi = Δqwi・Li(水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
ここで、
i :i番目の冷却帯を示す添え字(ただし、i:1〜n、nは冷却帯の総数)
ΔQi :i番目の冷却帯での水冷若しくは空冷による単位時間当たりの抜熱量
Vi :i番目の冷却帯での平均搬送速度
ΔQe :入側温度測定位置から複数列の冷却帯の入側までの単位時間当たりの抜熱量
Ve :入側温度測定位置から複数列の冷却帯の入側までの平均搬送速度
ΔQd :複数列の冷却帯の出側から出側温度測定位置までの単位時間当たりの抜熱量
Vd :複数列の冷却帯の出側から出側温度測定位置までの平均搬送速度
Δqwi:i番目の冷却帯での水冷熱伝達係数
Li :i番目の冷却帯での上記計算流量
ΔQAi:i番目の冷却帯での単位時間当たりの空冷による抜熱量
である。
次に、請求項8に記載した発明は、圧延材を、複数列の冷却帯からなる冷却設備に通過させる際に、上記複数の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷して当該圧延材を目標温度に冷却する圧延材の冷却装置において、
上記請求項5〜請求項7のいずれか1項に記載の冷却帯診断装置で故障と診断された冷却帯を、上記選択対象から外すことを特徴とする。
このとき、請求項3又は請求項6に係る発明によれば、全ての冷却帯(バンク)の故障診断を実施することが出来る。
図1は、本実施形態の冷却装置の構成を示す概念図である。
本実施形態では、圧延材として鋼板を例にして説明する。ただし、圧延材は鋼板に限定されず、アルミ板などからなり、且つ熱間圧延後の帯状の圧延材であってもよい。
(構成)
冷却装置は、図1に示すように、冷却設備1とその冷却設備1の各バンクを制御する冷却コントローラ2とを備える。
上記冷却設備1には、注水可能な多数のノズルを持った冷却水ヘッダが複数配置され、選択された冷却水ヘッダのノズルからの冷却水で、搬送されてくる鋼板3の水冷を行う。上記多数の冷却水ヘッダは、鋼板搬送方向に沿って複数に区分され、区分毎に冷却帯であるバンクを構成する。すなわち、冷却設備1には鋼板搬送方向に沿って複数列のバンクが配置されている。また、バンク毎に各ヘッダに冷却水を供給する制御弁をそれぞれ設け、バンク毎に各冷却水ヘッダへの冷却水供給を制御可能となっている。
また、巻取温度計6が巻取機4の入側に配置されている。巻取温度計6は巻取機4に巻き取られる鋼板3の温度を測定する。
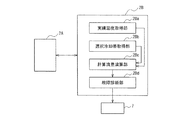
冷却コントローラ2は、冷却制御部2Aと冷却帯診断部2Bとを備える。冷却コントローラ2の冷却帯診断部2Bは、上記バンクを診断する冷却帯診断装置を構成する。
ード制御を実施する。
上記冷却帯診断部2Bは、実績温度取得部2Baと、選択冷却帯取得部2Bbと、計算流量演算部2Bcと、故障診断部2Bdとを備える。
実績温度取得部2Baは、同一の仮想切板に対して、仕上出側温度計5及び巻取温度計6がそれぞれ測定した温度を、入側温度Te及び出側温度Tdとして取得する。具体的には、実績温度取得部2Baは、冷却制御部2Aから、各仮想切板毎の入側温度Te及び出側温度Tdを取得する。
まずステップS10にて、上記選択冷却帯取得部2Bbの取得したバンクの組合せに基づき、予め設定した複数種類以上の異なる組合せを取得したと判定する。本実施形態では、冷却設備1に設定したバンク数と同じ数であるn個の異なるバンクの組合せを取得したか否かを判定する。条件を満足する場合には、ステップS20に移行する。条件を満足しない場合には、ステップS10の処理を予め設定した制御時間毎に実施する。異なるバンクの組合せの判定は、例えば、バンクの組合せを、バンク列の行列として表し、異なる行列の数によって判定する。例えばバンク数が13とした場合であって、第4,6,9番目のバンクを選択したい場合には、例えば下記のような行列とする(選択して冷却指令を行ったバンクを「1」とした。)。
ステップS20では、実績温度取得部2Ba及び選択冷却帯取得部2Bbが取得した、「選択されたバンク(水冷のバンク)と入側温度Te及び出側温度Tdの組」を、パラメータとして、バンク数分の下記(5)式の関数を規定することで連立方程式を設定する。ここで、バンク数をnとする。
Te−Td =(ΣΔQi/Vi)+ΔQe/Ve+ΔQd/Vd
・・・(5)
但し、ΔQi = Δqwi・Li(水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
ここで、
i :i番目のバンクを示す添え字(ただし、i:1〜n、nはバンクの総数)
ΔQi :i番目のバンクでの水冷若しくは空冷による単位時間当たりの抜熱量
Vi :i番目のバンクでの平均搬送速度
ΔQe :入側温度測定位置から複数列のバンクの入側までの単位時間当たりの抜熱量
Ve :入側温度測定位置から複数列のバンクの入側までの平均搬送速度
ΔQd :複数列のバンクの出側から出側温度測定位置までの単位時間当たりの抜熱量
Vd :複数列のバンクの出側から出側温度測定位置までの平均搬送速度
Δqwi:i番目のバンクでの水冷熱伝達係数
Li :i番目のバンクでの上記計算流量
ΔQAi:i番目のバンクでの単位時間当たりの空冷による抜熱量
である。
Te−Td =((ΣΔQi)+ΔQe+ΔQd)/V ・・・(6)
但し、Vは、仕上出側温度計5の測定位置から巻取温度計6の測定位置までの間の平均搬送速度とする。
次に、上記(5)式について説明する。
圧延材を構成する材料の冷却は、その冷却水量、材料速度、材料温度、材質等によって左右される。このため、下記(7)式の平衡式が成立する。
材料の温度降下量=(冷却水による抜熱)+(空冷による抜熱) ・・・(7)
また、仕上出側温度計5の測定位置から巻取温度計6の測定位置までの間での、総抜熱は、各バンクでの抜熱(ΣΔQi/Vi)と、仕上出側温度計5の測定位置から複数列のバンクの入側までの間(図1中S1)の空冷による抜熱量(ΔQe/Ve)と、複数列のバンクの出側から巻取温度計6の測定位置までの間(図1中S2)の空冷による抜熱量(ΔQd/Vd)となる。
また、上記(5)式における空冷による、単位時間当たりの抜熱量ΔQe、ΔQd、ΔQAi(i:1〜n)は、予め実験や理論によって求めておいて、設定しておけばよい。この単位時間当たりの抜熱量ΔQe、ΔQd、ΔQAiは、例えば、抜熱位置の温度雰囲気、
鋼板3の比熱、入側温度Teの範囲によって設定する。対象とする抜熱位置の温度雰囲気、鋼板3の比熱、入側温度Teの範囲の変化が小さい場合には、一定の値に設定すればよい。温度雰囲気、比熱範囲、入側温度Teの範囲毎に予めマップ形式でデータを持っていて、上記入側温度Teによって決定するようにしても良い。また、抜熱位置の温度雰囲気、鋼板3の比熱、入側温度Teの範囲がそれぞれ予め設定した範囲となっているときに、上記「選択されたバンク(水冷のバンク)と入側温度Te及び出側温度Td」を取得するようにしても良い。
の比熱、冷却水の温度によって予め実験や理論から求めておけばよい。なお、冷却水による抜熱は冷却水量に比例する。
このように、上記(5)式において、各バンクでの上記計算流量Liだけを不定の変数
とした連立方程式となる。このため、バンク数nだけの方程式があれば、各バンクでの実際の流量である計算流量Li(i:1〜n)を求める事が出来る。
本実施形態では、各バンク毎に次の判定処理を実施する。
例えば、対象とするバンクにおける、計算流量と設定流量との誤差が、予め設定した閾値(±20%など)以上の判定した場合には、異常バンクと判定する。
「計算流量>設定流量の120%」か否かを判定する。条件を満足する場合には、流量調整弁が故障と判定する。応答が早い方向に温度差がずれている場合には、この条件を使用することが好ましい。
また、「計算流量<設定流量の90%」か否かを判定する。条件を満足する場合には、ノズル詰まり若しくは応答遅れの故障と判定する。
なお、「計算流量>設定流量の150%」などと計算流量が設定流量よりも大幅に大きい場合には、当該バンクの流量調整弁が故障であると共に、他の空冷状態のはずのバンクの不良のおそれがあると判定する。例えば、当該バンクで注水可能の最大流量以上の計算流量の場合には、他のバンクの故障推定を行う。他のバンクの故障の判定は、そのバンクの診断によって決定可能である。
上記冷却制御部2Aは、上記冷却帯診断部2Bで異常と判定されたバンクを選択対象のバンクから外して上述の処理を実施する。
以上のように、本実施形態の冷却装置では、通常取得する冷却設備1に対する入側・出側の実績温度と冷却制御指令の情報を利用して、オンラインで冷却設備1を構成する冷却帯(バンク)の異常を診断して把握することが可能となる。この結果、より早期に故障診断が可能になると共に、当該冷却帯(バンク)の故障診断のための動作点検の簡素化を図ることが出来る。
ここで、冷却設備1によっては、バンク列の途中に中間温度計を設置して鋼板3の温度を測定する場合もある。この場合には、例えばバンク列を2つのグループに分けて、各グ
ループ毎に上記バンクの異常診断を実施するようにしても良い。
例えば、診断対象とするバンクを3つとし、その診断対象のバンクの選択・非選択状態が同じ場合であって、各バンクの選択・非選択状態が異なる3つのときの「入側温度Teと出側温度Tdとの組」を取得して、3つの連立方程式を解くことで、当該3つの診断対象のバンクを判定しても良い。
2 冷却コントローラ
2A 冷却制御部
2B 冷却帯診断部
2Ba 実績温度取得部
2Bb 選択冷却帯取得部
2Bc 計算流量演算部
2Bd 故障診断部
3 鋼板
4 巻取機
5 仕上出側温度計
6 巻取温度計
7 表示部
Li 計算流量
Td 出側温度
Te 入側温度
Claims (8)
- 圧延材が複数列の冷却帯を通過する際に、上記複数列の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷すると共に、上記選択されなかった残りの冷却帯で空冷されることで上記圧延材を目標温度に冷却する冷却装置における上記冷却帯を診断する冷却帯診断方法であって、
上記複数列の冷却帯を通過する前の実際の圧延材温度である入側温度Teと当該複数列の冷却帯を通過した後の実際の圧延材温度である出側温度Tdとをそれぞれ測定し、
上記入側温度Teと上記出側温度Tdの差である温度降下量を、上記選択された各冷却帯の水冷時における冷却水の単位時間当たりの各設定流量がそれぞれ予め設定した一定値となっているとき且つ上記選択された冷却帯の組合せが異なる冷却の条件ごとにそれぞれ取得し、
上記温度降下量を複数取得すると、取得した温度降下量毎に、温度降下量とその温度降下量を求めたときに上記選択された冷却帯の情報とから、温度降下量に応じた抜熱量と上記各冷却帯での実際の抜熱量との平衡式を求め、求めた複数の平衡式から、上記複数列の冷却帯のうちの少なくとも一つの冷却帯における、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求め、
上記求めた計算流量と上記設定した上記設定流量とから冷却帯の故障診断を行うことを特徴とする冷却帯診断方法。 - 上記平衡式は、下記(1)式から求めることを特徴とする請求項1に記載した冷却帯診断方法。
Te−Td =(ΣΔQi/Vi)+ΔQe/Ve+ΔQd/Vd
・・・(1)
但し、ΔQi = Δqwi・Li(水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
ここで、
i :i番目の冷却帯を示す添え字(ただし、i:1〜n、nは冷却帯の総数)
ΔQi :i番目の冷却帯での水冷若しくは空冷による単位時間当たりの抜熱量
Vi :i番目の冷却帯での平均搬送速度
ΔQe :入側温度測定位置から複数列の冷却帯の入側までの単位時間当たりの抜熱量
Ve :入側温度測定位置から複数列の冷却帯の入側までの平均搬送速度
ΔQd :複数列の冷却帯の出側から出側温度測定位置までの単位時間当たりの抜熱量
Vd :複数列の冷却帯の出側から出側温度測定位置までの平均搬送速度
Δqwi:i番目の冷却帯での水冷熱伝達係数
Li :i番目の冷却帯での上記計算流量
ΔQAi:i番目の冷却帯での単位時間当たりの空冷による抜熱量
である。 - 取得する上記温度降下量の数は、複数列の冷却帯の数以上であることを特徴とする請求項1又は請求項2に記載した冷却帯診断方法。
- 圧延材を、複数列の冷却帯からなる冷却設備に通過させる際に、上記複数列の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷して当該圧延材を目標温度に冷却する圧延材の冷却方法において、
上記請求項1〜請求項3のいずれか1項に記載の冷却帯診断方法で故障と診断された冷却帯を、上記選択対象から外すことを特徴とする圧延材の冷却方法。 - 圧延材が複数列の冷却帯を通過する際に、上記複数列の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷すると共に、上記選択されなかった残りの冷却帯で空冷されることで上記圧延材を目標温度に冷却する冷却装置における、上記冷却帯を診断する冷却帯診断装置であって、
上記選択された各冷却帯の水冷時における冷却水の単位時間当たりの各設定流量がそれぞれ予め設定した一定値となっているときに、上記複数列の冷却帯を通過する前の実際の圧延材温度である入側温度Teと当該複数列の冷却帯を通過した後の実際の圧延材温度である出側温度Tdとを取得する実績温度取得部と、
上記実績温度取得部が温度を取得した圧延材部分の冷却に対して上記選択された冷却帯の組合せを取得する選択冷却帯取得部と、
上記選択冷却帯取得部の取得した冷却帯の組合せに基づき、冷却帯の組合せとして、予め設定した複数種類以上の異なる組合せを取得したと判定すると、上記組合せ毎に、上記入側温度Teと上記出側温度Tdの差である温度降下量とその温度降下量を求めたときに選択された冷却帯の情報とから、温度降下量に応じた抜熱量と上記各冷却帯での実際の抜熱量との平衡式を求め、求めた複数の平衡式から、上記複数列の冷却帯のうちの少なくとも一つの冷却帯における、水冷時における単位時間当たりの実際の冷却水流量である計算流量を求める計算流量演算部と、
上記計算流量演算部で求めた計算流量と上記設定流量とから冷却帯の故障診断を行う故障診断部と、
を備えることを特徴とする冷却帯診断装置。 - 上記平衡式は、下記(2)式から求めることを特徴とする請求項5に記載した冷却帯診断装置。
Te−Td =(ΣΔQi/Vi)+ΔQe/Ve+ΔQd/Vd
・・・(2)
但し、ΔQi = Δqwi・Li(水冷時の場合)
ΔQi = ΔQAi (空冷時の場合)
ここで、
i :i番目の冷却帯を示す添え字(ただし、i:1〜n、nは冷却帯の総数)
ΔQi :i番目の冷却帯での水冷若しくは空冷による単位時間当たりの抜熱量
Vi :i番目の冷却帯での平均搬送速度
ΔQe :入側温度測定位置から複数列の冷却帯の入側までの単位時間当たりの抜熱量
Ve :入側温度測定位置から複数列の冷却帯の入側までの平均搬送速度
ΔQd :複数列の冷却帯の出側から出側温度測定位置までの単位時間当たりの抜熱量
Vd :複数列の冷却帯の出側から出側温度測定位置までの平均搬送速度
Δqwi:i番目の冷却帯での水冷熱伝達係数
Li :i番目の冷却帯での上記計算流量
ΔQAi:i番目の冷却帯での単位時間当たりの空冷による抜熱量
である。 - 上記計算流量演算部は、異なる冷却帯の組合せを上記複数列の冷却帯の数以上取得したと判定すると、複数列の冷却帯の各計算流量を求めることを特徴とする請求項5又は請求項6に記載した冷却帯診断装置。
- 圧延材を、複数列の冷却帯からなる冷却設備に通過させる際に、上記複数列の冷却帯のうちから選択された1又は2以上の冷却帯での冷却水で水冷して当該圧延材を目標温度に冷却する圧延材の冷却装置において、
上記請求項5〜請求項7のいずれか1項に記載の冷却帯診断装置で故障と診断された冷却帯を、上記選択対象から外すことを特徴とする圧延材の冷却装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011042527A JP5741060B2 (ja) | 2011-02-28 | 2011-02-28 | 冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011042527A JP5741060B2 (ja) | 2011-02-28 | 2011-02-28 | 冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012179611A JP2012179611A (ja) | 2012-09-20 |
| JP2012179611A5 JP2012179611A5 (ja) | 2014-04-03 |
| JP5741060B2 true JP5741060B2 (ja) | 2015-07-01 |
Family
ID=47011306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011042527A Expired - Fee Related JP5741060B2 (ja) | 2011-02-28 | 2011-02-28 | 冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5741060B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114178325B (zh) * | 2021-10-29 | 2023-06-23 | 中冶南方工程技术有限公司 | 热轧碳钢层流冷却喷射集管的冷却水流量获取方法及温度计算方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3199975B2 (ja) * | 1995-03-13 | 2001-08-20 | 三菱電機株式会社 | 熱間圧延設備における冷却設備診断装置 |
| JP4106040B2 (ja) * | 2004-03-29 | 2008-06-25 | 新日本製鐵株式会社 | 鋼板の冷却制御装置の異常診断および異常回避方法 |
-
2011
- 2011-02-28 JP JP2011042527A patent/JP5741060B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012179611A (ja) | 2012-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101983111B (zh) | 厚钢板的材质保证系统及其设备 | |
| KR101228647B1 (ko) | 제어 장치 및 제어 방법 | |
| CA2497489A1 (en) | Real-time system and method of monitoring transient operations in continuous casting process for breakout prevention | |
| US10095199B2 (en) | Energy consumption predicting device for rolling line | |
| JP4715534B2 (ja) | 鋼材の冷却装置、冷却方法、製造方法、及び、冷却能力診断方法 | |
| JP2012040593A (ja) | 熱間圧延における仕上温度制御装置 | |
| JP5741060B2 (ja) | 冷却帯診断方法、圧延材の冷却方法、冷却帯診断装置、圧延材の冷却装置 | |
| JP6102650B2 (ja) | 連続ラインにおける板温制御方法及び板温制御装置 | |
| KR20080060033A (ko) | 런 아웃 테이블 구간에서의 압연 판 온도 제어 장치 및방법 | |
| JP5768467B2 (ja) | 熱間圧延ラインにおける圧延鋼板の仕上げ出側温度制御方法 | |
| JPWO2015015643A1 (ja) | 省エネルギー操業リコメンドシステム | |
| JP2007301603A (ja) | 圧延材の巻き取り温度制御方法及び圧延装置 | |
| JP2012179611A5 (ja) | ||
| JP2015167976A (ja) | 熱延鋼板の巻取温度制御方法 | |
| JP2013087319A (ja) | 直火型連続加熱炉の制御方法および制御装置 | |
| JP7601033B2 (ja) | 搬送異常検出装置及び搬送異常検出方法並びに搬送異常検出のための最大電流予測モデルの構築方法 | |
| JP2017170456A (ja) | 制御方法選択支援システム | |
| JP2009191286A (ja) | 厚板製造方法及び厚板製造設備 | |
| CN1059848C (zh) | 热轧设备中冷却设备的诊断装置 | |
| JP5310147B2 (ja) | 厚鋼板の材質保証設備 | |
| JP5310146B2 (ja) | 厚鋼板の材質保証設備 | |
| JP5928377B2 (ja) | 熱間圧延材の冷却制御方法 | |
| JP5391758B2 (ja) | 厚鋼板の材質保証設備 | |
| JP2017030028A (ja) | 鋼材冷却設備診断装置及びその方法 | |
| JP5310151B2 (ja) | 厚鋼板の材質保証設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140214 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150413 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5741060 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |