JP5721739B2 - 高温複合ツール - Google Patents
高温複合ツール Download PDFInfo
- Publication number
- JP5721739B2 JP5721739B2 JP2012543129A JP2012543129A JP5721739B2 JP 5721739 B2 JP5721739 B2 JP 5721739B2 JP 2012543129 A JP2012543129 A JP 2012543129A JP 2012543129 A JP2012543129 A JP 2012543129A JP 5721739 B2 JP5721739 B2 JP 5721739B2
- Authority
- JP
- Japan
- Prior art keywords
- patch
- vacuum
- tool
- backing plate
- rework area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title description 70
- 238000010438 heat treatment Methods 0.000 claims description 57
- 238000007596 consolidation process Methods 0.000 claims description 49
- 238000012545 processing Methods 0.000 claims description 21
- 238000007789 sealing Methods 0.000 claims description 8
- 230000000295 complement effect Effects 0.000 claims description 4
- 239000010408 film Substances 0.000 description 68
- 238000000034 method Methods 0.000 description 45
- 239000000463 material Substances 0.000 description 32
- 210000000569 greater omentum Anatomy 0.000 description 25
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 15
- 238000009413 insulation Methods 0.000 description 15
- 229920003192 poly(bis maleimide) Polymers 0.000 description 15
- 230000008569 process Effects 0.000 description 11
- 238000000926 separation method Methods 0.000 description 10
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000005056 compaction Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000565 sealant Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 239000003039 volatile agent Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 239000011159 matrix material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- 229920002449 FKM Polymers 0.000 description 1
- 241000269799 Perca fluviatilis Species 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000013475 authorization Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- -1 but not limited to Substances 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 238000011017 operating method Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/04—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements
- B29C73/10—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements using patches sealing on the surface of the article
- B29C73/12—Apparatus therefor, e.g. for applying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1018—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure using only vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/24—Apparatus or accessories not otherwise provided for
- B29C73/30—Apparatus or accessories not otherwise provided for for local pressing or local heating
- B29C73/32—Apparatus or accessories not otherwise provided for for local pressing or local heating using an elastic element, e.g. inflatable bag
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1028—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by bending, drawing or stretch forming sheet to assume shape of configured lamina while in contact therewith
- Y10T156/103—Encasing or enveloping the configured lamina
Description
また、本発明は以下に記載する態様を含む。
(態様1)
構造の再加工エリアにパッチを移すツールであって、
少なくとも一つの吸引孔を有する当て板と、
真空下でパッチを当て板に当接させて引き込む吸引孔に流動的に連結された真空ポート
を含むツール。
(態様2)
当て板が、真空ポートを吸引孔に流動的に接続する少なくとも一つの通路を含む
態様1に記載のツール。
(態様3)
パッチを加熱するために当て板に連結された加熱ブランケット
をさらに含む、態様1に記載のツール。
(態様4)
当て板がさらにハンドルを含む
態様1に記載のツール。
(態様5)
再加工エリアに合わせてパッチを位置調整するために、当て板に配置された位置合わせテンプレート
をさらに含む、態様1に記載のツール。
(態様6)
当て板が、構造の輪郭を補完する形状である
態様1に記載のツール。
(態様7)
パッチが、構造の外側モールド線に装着するためのダブラーとして構成されている
態様1に記載のツール。
(態様8)
複合構造の再加工エリアにパッチを取り付けるツールであって、
上面及び下面を有し、上面に形成された複数の吸引孔を含み、吸引孔を流動的に相互接続する複数の通路を有する、実質的に剛性の当て板と、
真空を印加して、パッチを当て板に対して保持するための、下面から延び、通路に流動的に連結されている少なくとも一つの真空ポートと、
当て板から外向きに延在する一対の断熱ハンドルと、
下面に装着され、加熱ブランケットと、下面とは反対の加熱ブランケットの側に配置された断熱層を含む加熱ブランケットアセンブリと、
パッチを再加工エリアに合わせて位置調整するために当て板に配置された位置合わせテンプレート
を含むツール。
(態様9)
構造の再加工エリアに取り付けるためにパッチを処理するシステムであって、
パッチを再加工エリアに移すためのツールであって、
上面と下面を有し、真空下でパッチを上面に当接させて引き込むために上面に形成された吸引孔を含む当て板
を含むツールと、
パッチを固めるために当て板に装着可能な真空圧密化アセンブリ
を含むシステム。
(態様10)
ツールを構造に密封するための真空バッグアセンブリ
をさらに含む、態様9に記載のシステム。
(態様11)
パッチを加熱するために当て板に連結された加熱ブランケット
をさらに含む、態様9に記載のシステム。
(態様12)
パッチを再加工エリアに合わせて位置調整するために当て板に配置された位置合わせテンプレート
をさらに含む、態様9に記載のシステム。
(態様13)
真空圧密化アセンブリが、
パッチを当て板に密封するための下部バギングフィルムと、
パッチの上に装着可能な真空ボックスと、
真空ボックスの上に延在可能であり、下部バギングフィルムに密封可能な上部バギングフィルム
を含む、態様9に記載のシステム。
(態様14)
パッチを運ぶために当て板に装着された少なくとも一つのハンドル
をさらに含む、態様9に記載のシステム。
(態様15)
真空ポートと吸引孔の間に延在する通路によって、吸引孔に流動的に連結された真空ポート
をさらに含む、態様9に記載のシステム。
(態様16)
パッチを再加工エリアに合わせて位置調整するために当て板に配置された位置合わせテンプレート
をさらに含む、態様9に記載のシステム。
(態様17)
複合構造の再加工エリアに取り付けるためにパッチを処理するシステムであって、
パッチを再加工エリアへ移すツールであって、
上面及び下面を有し、上面に形成された複数の吸引孔を含み、吸引孔を流動的に接続する複数の通路を有する、実質的に剛性の当て板と、
下面に装着されており、真空を印加してパッチを当て板に対して保持するために通路に流動的に連結されている少なくとも一つの真空ポートと、
パッチを加熱するために当て板に連結された加熱ブランケットと、
パッチを再加工エリアに合わせて位置調整するために当て板に配置された位置合わせテンプレート
を含むツールを含み、また、
パッチを固めるための真空圧密化アセンブリであって、
パッチを当て板に密封するための下部バギングフィルムと、
パッチの上に装着可能な真空ボックスと、
真空ボックスを下部バギングフィルムに密封するために真空ボックスの上に延在可能な上部バギングフィルム
を含む真空圧密化アセンブリと、
複合構造にツールを密封するための真空バッグアセンブリ
の内の少なくとも一つを含むシステム。
(態様18)
少なくとも一つの吸引孔を有する当て板の表面上にパッチを装着し、
吸引孔を通して真空を印加して、パッチを当て板と接触させたまま保持する
ステップを含む、パッチを処理する方法。
(態様19)
当て板に連結された真空圧密化アセンブリでパッチを固める
ステップをさらに含む、態様18に記載の方法。
(態様20)
当て板とパッチを再加工エリアに移し、
バギングフィルムが再加工エリアに密封されるように、当て板とパッチの上にバギングフィルムを配置し、
バギングフィルムに真空を印加する
ステップをさらに含む、態様18に記載の方法。
(態様21)
当て板が、当て板に装着される位置合わせテンプレートを含み、本方法がさらに、
位置合わせテンプレートを使用してパッチを再加工エリアに合わせて方向づけする
ステップを含む、態様18に記載の方法。
(態様22)
再加工エリアのパッチを少なくとも部分的に硬化させ、
パッチに熱および圧力の内の少なくとも一つを加える
ステップをさらに含む、態様20に記載の方法。
(態様23)
パッチを少なくとも部分的に硬化させるステップが、
当て板に連結された加熱ブランケットでパッチを加熱する
ことを含む、態様22に記載の方法。
(態様24)
パッチを再加工エリアに移す時に、パッチを断熱する
ステップをさらに含む、態様20に記載の方法。
(態様25)
複数の吸引孔を有する当て板の上面にパッチを装着し、
当て板に適用された真空圧密化アセンブリを使用してパッチを固まらせ、
吸引孔を通して真空を印加して、パッチを当て板と接触させたまま保持し、
当て板を使用してパッチを再加工エリアへ移し、
パッチを断熱処理し、
パッチを加熱し、
位置合わせテンプレートを使用して、パッチを再加工エリアに対して方向づけし、
パッチを再加工エリアに取り付けて、
吸引孔から真空を除去し、
バギングフィルムが再加工エリアに密封されるように、当て板とパッチの上にバギングフィルムを配置し、
バギングフィルムに真空を印加し、
パッチを加熱してパッチを少なくとも部分的に硬化させる
ステップを含む、パッチを処理する方法。
Claims (8)
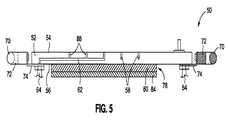
- 構造(10)の再加工エリア(22)にパッチ(30)を移すツール(50)であって、
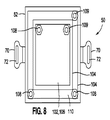
上面(54)および下面(56)および少なくとも一つの吸引孔(58)を有する当て板(52)と、
真空下でパッチ(30)を当て板(52)に当接させて引き込む吸引孔(58)に流動的に連結された真空ポート(64)と、
真空ポート(64)を吸引孔(58)に流動的に接続する少なくとも一つの通路(62)と、
再加工エリア(22)に合わせてパッチ(30)を位置調整するために、当て板(52)に配置された位置合わせテンプレート(76)とを含み、
前記位置合わせテンプレート(76)は、構造上に形成されたマーキングに対応して位置合わせできる線分を含む、一時的なまたは常在するマーキングを含む、
ツール。 - パッチ(30)を加熱するために当て板(52)に連結された加熱ブランケット(80)
をさらに含む、請求項1に記載のツール。 - 当て板(52)がさらにハンドル(70)を含む請求項1に記載のツール。
- 当て板(52)が、構造(10)の輪郭を補完する形状である請求項1に記載のツール。
- パッチ(30)が、構造の外側モールド線に装着するためのダブラーとして構成されている請求項1に記載のツール。
- 構造の再加工エリア(22)に取り付けるためにパッチ(30)を処理するシステムであって、
請求項1ないし5のいずれか1項に記載のツール(50)と、
パッチ(30)を固めるために当て板(52)に装着可能な真空圧密化アセンブリ(100)
を含むシステム。 - ツール(50)を構造(10)に密封するための真空バッグアセンブリをさらに含む、請求項6に記載のシステム。
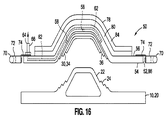
- 真空圧密化アセンブリ(100)が、
パッチ(30)を当て板(52)に密封するための下部バギングフィルム(110)と、
パッチ(30)の上に装着可能な真空ボックス(106)と、
真空ボックス(106)の上に延在可能であり、下部バギングフィルム(110)に密封可能な上部バギングフィルム(102)
を含む、請求項6に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/637,580 | 2009-12-14 | ||
| US12/637,580 US8444127B2 (en) | 2009-12-14 | 2009-12-14 | High temperature composite patch tool |
| PCT/US2010/056453 WO2011081724A1 (en) | 2009-12-14 | 2010-11-12 | High temperature composite tool |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013513499A JP2013513499A (ja) | 2013-04-22 |
| JP2013513499A5 JP2013513499A5 (ja) | 2013-10-10 |
| JP5721739B2 true JP5721739B2 (ja) | 2015-05-20 |
Family
ID=43836990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012543129A Active JP5721739B2 (ja) | 2009-12-14 | 2010-11-12 | 高温複合ツール |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US8444127B2 (ja) |
| EP (1) | EP2512786B1 (ja) |
| JP (1) | JP5721739B2 (ja) |
| KR (2) | KR101964377B1 (ja) |
| CN (1) | CN102725132B (ja) |
| BR (1) | BR112012014456B1 (ja) |
| CA (1) | CA2778258C (ja) |
| WO (1) | WO2011081724A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2953812B1 (fr) * | 2009-12-11 | 2012-09-07 | Airbus Operations Sas | Procede de reparation d'un fuselage d'aeronef |
| DE102010025068B4 (de) * | 2010-06-25 | 2016-07-28 | Airbus Defence and Space GmbH | Vorrichtung und Verfahren zur Herstellung von faserverstärkten Bauteilen |
| US8826957B2 (en) * | 2012-08-31 | 2014-09-09 | General Electric Company | Methods and systems for automated ply layup for composites |
| US9446572B2 (en) * | 2012-10-31 | 2016-09-20 | The Boeing Company | Composite tool having vacuum integrity |
| US9145203B2 (en) * | 2012-10-31 | 2015-09-29 | The Boeing Company | Natural laminar flow wingtip |
| DE102012223871B4 (de) * | 2012-12-20 | 2024-01-18 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren für die Vorbereitung eines Halbzeugs aus Fasermaterial auf ein Nasspressverfahren sowie Vorbereitungsvorrichtung für die Vorbereitung eines Halbzeugs aus Fasermaterial auf ein Nasspressverfahren |
| US9308688B1 (en) * | 2013-03-20 | 2016-04-12 | The Boeing Company | Installation assembly and associated method for forming a bonded joint |
| US9895716B2 (en) * | 2013-04-17 | 2018-02-20 | General Electric Company | Repair process and a repaired component |
| US9227261B2 (en) * | 2013-08-06 | 2016-01-05 | Globalfoundries Inc. | Vacuum carriers for substrate bonding |
| US9370902B2 (en) * | 2013-10-03 | 2016-06-21 | Comerstone Research Group, Inc. | Fiber-reinforced epoxy composites and methods of making same without the use of oven or autoclave |
| JP6273804B2 (ja) * | 2013-12-02 | 2018-02-07 | 東レ株式会社 | 繊維強化プラスチック成形体の製造方法 |
| FR3025133B1 (fr) * | 2014-08-27 | 2017-03-31 | Airbus Operations Sas | Procede de reparation d'une piece en materiau composite |
| US9908993B1 (en) | 2014-10-06 | 2018-03-06 | Cornerstone Research Group, Inc. | Hybrid fiber layup and fiber-reinforced polymeric composites produced therefrom |
| GB2531600A (en) * | 2014-10-24 | 2016-04-27 | Short Brothers Plc | Apparatus and methods for manufacturing and repairing fibre-reinforced composite materials |
| JP6463094B2 (ja) * | 2014-11-25 | 2019-01-30 | 三菱重工業株式会社 | 接合装置及び接合方法 |
| US9960070B2 (en) * | 2014-12-06 | 2018-05-01 | Kla-Tencor Corporation | Chucking warped wafer with bellows |
| CN104972730B (zh) * | 2015-07-09 | 2017-01-04 | 福建省欧亚斯特环保建材有限公司 | 玻镁饰面板的生产方法 |
| US10946594B1 (en) | 2017-01-06 | 2021-03-16 | Cornerstone Research Group, Inc. | Reinforced polymer-infused fiber composite repair system and methods for repairing composite materials |
| US10786957B2 (en) * | 2017-01-30 | 2020-09-29 | General Electric Company | System, method, and apparatus for infusing a composite structure |
| FR3073448B1 (fr) * | 2017-11-16 | 2022-02-04 | Safran Nacelles | Procede de reparation d'un profile composite |
| US10843449B2 (en) * | 2017-12-14 | 2020-11-24 | The Boeing Company | Method and apparatus for forming composite plies on contoured tool surfaces |
| EP3578293A1 (en) * | 2018-06-08 | 2019-12-11 | Nitto Belgium NV | Method for attaching an element to a workpiece using an application tool and application tool for use in the method |
| JP7018855B2 (ja) * | 2018-09-11 | 2022-02-14 | 三菱重工業株式会社 | 修理パッチ、修理パッチの成形方法及び複合材の修理方法 |
| WO2020152652A1 (en) * | 2019-01-25 | 2020-07-30 | National Research Council Of Canada | Articulated forming caul for composite blank vacuum forming |
| US11701801B2 (en) * | 2019-03-04 | 2023-07-18 | The Boeing Company | Caul plate with feature for separating from composite part |
| US11230069B2 (en) | 2019-08-28 | 2022-01-25 | Textron Innovations Inc. | Tool for forming a composite member |
| GB201913332D0 (en) * | 2019-09-16 | 2019-10-30 | Blade Dynamics Ltd | A container comprising fibre material for a fibre-reinforced composite component |
| US20220120512A1 (en) * | 2020-10-20 | 2022-04-21 | The Boeing Company | Thermal transfer blanket system |
| US11827821B2 (en) * | 2021-02-04 | 2023-11-28 | The Boeing Company | Method for curing a patch |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3076561A (en) | 1958-03-06 | 1963-02-05 | M S Bowne | Vacuum transfer device for material in a plastic state |
| US3377096A (en) | 1967-06-02 | 1968-04-09 | Wood S Powr Grip Co Inc | Vacuum gripping pad |
| US3837965A (en) | 1972-10-17 | 1974-09-24 | Us Air Force | Portable repair apparatus |
| US4352707A (en) * | 1981-04-23 | 1982-10-05 | Grumman Aerospace Corporation | Composite repair apparatus |
| US4822651A (en) * | 1985-08-30 | 1989-04-18 | Newsom Cosby M | Vacuum diaphragm device |
| GB9622780D0 (en) * | 1996-11-01 | 1997-01-08 | British Aerospace | Repair of composite laminates |
| FR2763882B1 (fr) * | 1997-05-29 | 1999-08-20 | Aerospatiale | Outillage de reparation sur site d'une structure composite presentant une zone endommagee et procede correspondant |
| US5971454A (en) | 1998-01-09 | 1999-10-26 | International Business Machines Corporation | Article handler |
| US6341808B1 (en) | 2000-06-29 | 2002-01-29 | International Business Machines Corporation | Flexible sheet handling apparatus |
| US6761783B2 (en) * | 2002-04-09 | 2004-07-13 | The Boeing Company | Process method to repair bismaleimide (BMI) composite structures |
| US7857925B2 (en) | 2007-06-15 | 2010-12-28 | The Boeing Company | Process development protocol and vacuum bag process for carbon-epoxy prepreg |
| US8109312B2 (en) * | 2007-12-29 | 2012-02-07 | Michelin Recherche Et Technique S.A. | Tire patch applicator |
| DE102008004297A1 (de) * | 2008-01-15 | 2009-07-16 | Oerlikon Leybold Vacuum Gmbh | Turbomolekularpumpe |
| US8545650B2 (en) * | 2009-12-08 | 2013-10-01 | The Boeing Company | Method of repairing a composite structure |
-
2009
- 2009-12-14 US US12/637,580 patent/US8444127B2/en active Active
-
2010
- 2010-11-12 CA CA2778258A patent/CA2778258C/en active Active
- 2010-11-12 EP EP10779646.8A patent/EP2512786B1/en active Active
- 2010-11-12 CN CN201080056769.5A patent/CN102725132B/zh active Active
- 2010-11-12 JP JP2012543129A patent/JP5721739B2/ja active Active
- 2010-11-12 WO PCT/US2010/056453 patent/WO2011081724A1/en active Application Filing
- 2010-11-12 KR KR1020177027243A patent/KR101964377B1/ko active IP Right Grant
- 2010-11-12 BR BR112012014456A patent/BR112012014456B1/pt active IP Right Grant
- 2010-11-12 KR KR1020127017067A patent/KR101787783B1/ko active IP Right Grant
-
2013
- 2013-04-19 US US13/867,000 patent/US8894784B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN102725132A (zh) | 2012-10-10 |
| WO2011081724A1 (en) | 2011-07-07 |
| EP2512786A1 (en) | 2012-10-24 |
| KR101964377B1 (ko) | 2019-07-31 |
| CA2778258C (en) | 2015-09-08 |
| US20110139344A1 (en) | 2011-06-16 |
| US8894784B2 (en) | 2014-11-25 |
| US20130228275A1 (en) | 2013-09-05 |
| EP2512786B1 (en) | 2020-10-28 |
| KR101787783B1 (ko) | 2017-10-18 |
| KR20170116182A (ko) | 2017-10-18 |
| JP2013513499A (ja) | 2013-04-22 |
| KR20120104273A (ko) | 2012-09-20 |
| BR112012014456A2 (pt) | 2017-03-07 |
| CA2778258A1 (en) | 2011-07-07 |
| BR112012014456B1 (pt) | 2020-04-22 |
| US8444127B2 (en) | 2013-05-21 |
| CN102725132B (zh) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5721739B2 (ja) | 高温複合ツール | |
| EP2512783B1 (en) | Double vacuum cure processing of composite parts | |
| JP5044220B2 (ja) | 炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法 | |
| US11135824B2 (en) | Multi-stage debulk and compaction of thick composite repair laminates | |
| EP2569142B1 (en) | Method of making a composite sandwich structure | |
| KR20100017350A (ko) | 섬유 합성 구조물을 가공하기 위한 장치 및 방법 | |
| US9050757B1 (en) | System and method for curing composites | |
| WO2012096650A1 (en) | Single stage debulk and cure of a prepreg material | |
| JP7216527B2 (ja) | アール部フィラーキットを形成するための方法及び装置 | |
| US7438781B2 (en) | System and method for vacuum bag fabrication | |
| CA2705778C (en) | In-situ, multi-stage debulk, compaction, and single stage curing of thick composite repair laminates | |
| JP7041164B2 (ja) | 複合的な構成要素を製造するためのツール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130826 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150324 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5721739 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |