JP6463094B2 - 接合装置及び接合方法 - Google Patents
接合装置及び接合方法 Download PDFInfo
- Publication number
- JP6463094B2 JP6463094B2 JP2014238073A JP2014238073A JP6463094B2 JP 6463094 B2 JP6463094 B2 JP 6463094B2 JP 2014238073 A JP2014238073 A JP 2014238073A JP 2014238073 A JP2014238073 A JP 2014238073A JP 6463094 B2 JP6463094 B2 JP 6463094B2
- Authority
- JP
- Japan
- Prior art keywords
- patch
- corner
- pressing member
- joining
- corner portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/004—Preventing sticking together, e.g. of some areas of the parts to be joined
- B29C66/0042—Preventing sticking together, e.g. of some areas of the parts to be joined of the joining tool and the parts to be joined
- B29C66/0044—Preventing sticking together, e.g. of some areas of the parts to be joined of the joining tool and the parts to be joined using a separating sheet, e.g. fixed on the joining tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/532—Joining single elements to the wall of tubular articles, hollow articles or bars
- B29C66/5326—Joining single elements to the wall of tubular articles, hollow articles or bars said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81415—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled
- B29C66/81417—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled being V-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81455—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps being a fluid inflatable bag or bladder, a diaphragm or a vacuum bag for applying isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/04—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements
- B29C73/10—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using preformed elements using patches sealing on the surface of the article
- B29C73/12—Apparatus therefor, e.g. for applying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/24—Apparatus or accessories not otherwise provided for
- B29C73/30—Apparatus or accessories not otherwise provided for for local pressing or local heating
- B29C73/32—Apparatus or accessories not otherwise provided for for local pressing or local heating using an elastic element, e.g. inflatable bag
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3644—Vacuum bags; Details thereof, e.g. fixing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4835—Heat curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7375—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured
- B29C66/73751—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined uncured, partially cured or fully cured the to-be-joined area of at least one of the parts to be joined being uncured, i.e. non cross-linked, non vulcanized
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7394—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/02—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using liquid or paste-like material
- B29C73/025—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D using liquid or paste-like material fed under pressure
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Description
先ず図8を参照して、本願の発明者によって認識された課題について説明する。図8は、L形型材の対象物10におけるコーナーに対して、接合装置908を用いて強化繊維を接合する状況を示す側面図である。
図1を参照して、本発明の第1の実施形態に係る接合装置8は、対象物10のCURVE部におけるコーナーの被接合部位に、強化繊維14及びマトリックス樹脂を含むパッチ12を押圧して接合する際に用いる装置である。接合装置8は、バッグ材20と、減圧ポート21と、離型フィルム22と、ブリーザー23と、ヒーターマット24と、シーラント26と、押圧部材30とを有する。図2を参照して、押圧部材30は、第1カウルプレート30Cと、第2カウルプレート30Wと、弾性加圧体32とを有する。
コーナー部CRに被接合部位を有する対象物10に対して、接合装置8を用いて強化繊維14を含むパッチ12を接合する方法について説明する。
先ず、対象物10と、バッグ材20と、減圧ポート21と、離型フィルム22と、ブリーザー23と、ヒーターマット24と、シーラント26と、押圧部材30とを準備する(図1参照)。バッグ材20は、減圧ポート21を有するものを準備する。押圧部材30は、第1カウルプレート30Cと、第2カウルプレート30Wと、弾性加圧体32とを有するものを準備する。また、押圧部材30のコーナー加圧部32Fは、パッチ12接合後のコーナー部設計値(Nom.edge)に対応する表面形状を有するものを準備する。
次に、必要に応じて、対象物10のコーナーの被接合部位に対して切除加工を行って、損傷した部位、又は不要な部位を切除する下処理を行う。
次に、対象物10のコーナー部CRの被接合部位に、強化繊維14を含むパッチ12が接触するように配置する。そして、パッチ12の上に離型フィルム22を配置し、押圧部材30、ブリーザー23、ヒーターマット24等を適宜配置する。
シーラント26を配置して、バッグ材20を用いて対象物10の被接合部位、パッチ12、離型フィルム22、押圧部材30、ブリーザー23、及びヒーターマット24を、バッグ材20で覆い、対象物10の被接合部位を含む密閉空間を形成する。
被接合部位を囲む密閉空間が形成されたら、減圧ポート21に真空ポンプを接続して、密閉空間内の気体を吸引脱気する。すると、外圧によって第1カウルプレート30Cは、パッチ12を対象物10のCAP部に向けて押圧する。同様に第2カウルプレート30Wは、パッチ12を対象物10のWEB部に向けて押圧して成形する。そして、弾性加圧体32の受圧面32Rには、押圧力が付与される。
弾性加圧体32の受圧面32Rに押圧力が付与されると、弾性加圧体32のコーナー加圧部32Fは、第1カウルプレート30Cと第2カウルプレート30Wとの間の隙間から、対象物10のコーナー部CRの方向に突出する。すると、コーナー加圧部32Fは、パッチ12を対象物10のコーナー部CRの被接合部位に向けて押圧する。そして、パッチ12に含まれる強化繊維14がコーナー部CRに向けて引っ張られるので、コーナー部CRの周辺の改善部CBにおけるリンクルの発生を減少させることができる。
所定の時間の間、ヒーターマット24に通電を行って、対象物10とパッチ12とを加熱する。パッチ12のマトリックス樹脂に熱硬化性樹脂を用いる場合には、加熱時に硬化して対象物10とパッチ12とを接合するとともに、成形を行う。パッチ12のマトリックス樹脂に熱可塑性樹脂を用いる場合には、加熱後の冷却時に硬化して、対象物10とパッチ12とを接合するとともに成形を行う。
成形が終了したら、バッグ材20、シーラント26、離型フィルム22、押圧部材30、ブリーザー23、及びヒーターマット24を取り除く。このようにして、対象物10に対するパッチ12の接合を行う。
第1の実施形態では、対象物10のコーナー部CRを、弾性加圧体32を用いて押圧する実施形態について説明した。これに対し、第2の実施形態では、対象物10のコーナー部CRを、押圧部材30Pの角部に形成されている加圧部30Fを用いて押圧する実施形態について説明する。
図3に示すように、押圧部材30Pの角部には加圧部30Fが形成されている。押圧部材30Pは、加圧部30Fから−X方向(第1方向)に向けてCAP部に沿って延出する第1板部と、加圧部30Fから第1方向とは異なる第2方向(−Y方向)に向けてWEB部に沿って延出する第2板部とを有する。
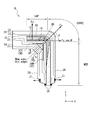
次に、図4乃至図6を用いて、図3に示した押圧部材30Pを、バッグ材20の外圧に加えて更に付勢装置40を用いて加圧成形を行う実施形態について説明する。付勢装置40は、押圧部材30Pを、パッチ12及び対象物10の被接合部位に向けて付勢する。
次に、コーナー部CRに被接合部位を有する対象物10に対して、接合装置18及び付勢装置40を用いて強化繊維14を含むパッチ12を接合する方法について説明する。
先ず、対象物10と、バッグ材20と、減圧ポート21と、離型フィルム22と、ブリーザー23と、ヒーターマット24と、シーラント26と、押圧部材30Pと、付勢装置40とを準備する(図3乃至図7参照)。バッグ材20は、減圧ポート21を有するものを準備すると良い。押圧部材30Pの加圧部30Fを含む形状は、対象物10及びパッチ12接合後のコーナー部設計値(Nom.edge)に対応する表面形状を有するものを準備する。
次に、必要に応じて対象物10のコーナーの被接合部位に対して切除加工を行って、損傷した部位、又は不要な部位を切除する下処理を行う。
次に、図3に示すように、対象物10のコーナー部CRの被接合部位に、強化繊維14を含むパッチ12が接触するように配置する。そして、パッチ12の上に離型フィルム22を配置し、押圧部材30P、ブリーザー23、ヒーターマット24等を適宜配置する。
シーラント26を配置して、バッグ材20を用いて対象物10の被接合部位、パッチ12、離型フィルム22、押圧部材30P、ブリーザー23、及びヒーターマット24を、バッグ材20で覆い、対象物10の被接合部位を含む密閉空間を形成する。
被接合部位を囲む密閉空間が形成されたら、減圧ポート21に真空ポンプを接続して、密閉空間内の気体を吸引脱気する。すると、外圧によって押圧部材30Pは、パッチ12を対象物10のCAP部、WEB部に向けて押圧して成形する。
次に、図4乃至図6に示すように、対象物10に対して傾斜ブロック44及び付勢力付与部材42を配置する。このとき、加圧部42Tがパッチ12を、対象物10のコーナー部CRに向けて加圧するように配置する。そして、スライドブロック43及びバックブロック46を配置する。次に、第1付勢力付与部40I及び第2付勢力付与部40Eを配置する。そして、スライドブロック43及びバックブロック46に対してクランプ力FCを印加する。すると、付勢力付与部材42が摺動斜面BVに沿って移動し、加圧部42Tがパッチ12を対象物10のコーナー部CRに向けて押圧する。すると、パッチ12に含まれる強化繊維14がコーナー部CRに向けて引っ張られるので、コーナー部CRの周辺におけるリンクルの発生を減少させることができる。
所定の時間の間、ヒーターマット24に通電を行って、対象物10とパッチ13とを加熱する。
成形が終了したら、付勢装置40、バッグ材20、シーラント26、離型フィルム22、押圧部材30P、ブリーザー23、及びヒーターマット24を取り除く。こうして、対象物10に対するパッチ12の接合が終了する。
図7に、他の対象物への適用例を示す。本発明による接合装置を用いた対象物10に対するパッチ12の接合は、図1及び図3等に示したL形型材、及び図4乃至図6に示したコの字断面の型材における被接合部位に限らず、図7に示すH形型材のコーナー部CRにおける被接合部位の補修や製造に適用することができる。なお、上記の実施形態では、被対象物10に補修用のパッチ12を接合する実施形態について説明した。しかし、実施形態は、被接合部位を有する対象物にパッチを適用して、各種の部材又は装置を製造するために用いられてもよい。
10...対象物
12...パッチ
14...強化繊維
20...バッグ材
21...減圧ポート
22...離型フィルム
23...ブリーザー
24...ヒーターマット(加熱装置)
26...シーラント
30...押圧部材
30C...第1カウルプレート
30F...加圧部
30P...押圧部材
30W...第2カウルプレート
32...弾性加圧体(加圧ブロック)
32F...加圧部
32R...受圧面
40...付勢装置
40I...第1付勢力付与部
40E...第2付勢力付与部
42...付勢力付与部材
42T...加圧部
43...スライドブロック
44...傾斜ブロック
46...バックブロック
BV...摺動斜面
CB...改善部
CR...コーナー部
FC...クランプ力
FD...加圧力
FW...リンクル発生部
Claims (9)
- 対象物に、強化繊維複合材でできたパッチを接合する接合装置であって、
前記対象物のコーナー部の被接合部位に配置された前記パッチを、印加される力に応答して前記対象物の前記コーナー部の前記被接合部位に押付ける押圧部材と、
前記パッチを加熱する加熱装置と、
前記対象物の前記被接合部位を含む表面部分、前記パッチ、前記加熱装置、および前記押圧部材を被うバッグ材と
を具備し、
前記押圧部材は、
前記コーナー部から前記対象物に沿って第1方向に延びる第1板部と、
前記コーナー部から前記対象物に沿って、前記第1方向とは異なる第2方向に延びる第2板部と、
前記第1板部と前記第2板部との間を通って前記コーナー部を押圧する弾性加圧体と、
を備え、
前記弾性加圧体は、前記印加される力が付与される受圧面と、前記印加される力に応答して前記第1板部と前記第2板部との間の隙間を通って前記コーナー部を押圧する加圧部とを有する
接合装置。 - 前記弾性加圧体は、デュロメータ硬度が10以上55以下である
請求項1に記載の接合装置。 - 前記弾性加圧体には、高熱伝導材料が添加されている
請求項1又は2に記載の接合装置。 - 前記バッグ材の内部は減圧され、
前記印加される力は、その内部が減圧された前記バッグ材を介して前記押圧部材を前記コーナー部に向かう方向に付勢する大気圧である
請求項1乃至3のいずれか一項に記載の接合装置。 - 対象物に、強化繊維複合材でできたパッチを接合する接合装置であって、
前記対象物のコーナー部の被接合部位に配置された前記パッチを、印加される力に応答して前記対象物の前記コーナー部の前記被接合部位に押付ける押圧部材と、
前記押圧部材に前記印加される力を付与する付勢装置と、
前記パッチを加熱する加熱装置と、
前記対象物における前記被接合部位を含む表面部分、前記パッチ、前記加熱装置、および前記押圧部材を被うバッグ材と、
を具備し、
前記バッグ材の内部は減圧され、
前記付勢装置は、前記バッグ材と前記対象物とにより形成される密閉空間の外部に配置され、前記押圧部材を前記パッチに向けて付勢する
接合装置。 - 前記付勢装置は、前記コーナー部と、前記コーナー部から延びる前記対象物の部分とに前記印加される力を付与する付与部材を有する
請求項5に記載の接合装置。 - 前記付勢装置は、傾斜ブロックとスライドブロックとを更に備え、
前記傾斜ブロックは、前記スライドブロックおよび前記付与部材が摺動する摺動斜面を有し、
前記スライドブロックは、前記摺動斜面に沿って摺動することにより、前記コーナー部の方向とは異なる方向のクランプ力を、前記コーナー部の方向の前記印加される力に変換して前記付与部材に伝達する
請求項6に記載の接合装置。 - 前記傾斜ブロック、前記スライドブロックおよび前記付与部材は、前記対象物における前記被接合部位側に配置され、
前記付勢装置は、前記対象物における前記被接合部位側の裏面側に、前記クランプ力を印加するバックブロックを更に有する
請求項7に記載の接合装置。 - 対象物に、強化繊維複合材でできたパッチを接合する接合方法であって、
減圧ポートを有するバッグ材と、加熱装置と、パッチの表面を押圧する押圧部材とを準備する工程と、
前記対象物のコーナー部の被接合部位に、前記パッチを配置する工程と、
前記コーナー部の前記被接合部位に向けて前記押圧部材を配置する工程と、
前記バッグ材と前記対象物とにより、前記パッチ、前記パッチを加熱するための前記加熱装置、および、前記押圧部材を含む密閉空間を形成する工程と、
前記密閉空間の内部を減圧する工程と、
前記パッチが前記対象物の前記コーナー部の前記被接合部位に接合されるように、前記押圧部材により前記バッグ材を介して前記パッチを前記コーナー部の前記被接合部位に向けて押圧する工程と、
前記加熱装置によって、前記対象物と前記パッチとを加熱して接合する工程と、
を具備し、
前記押圧部材は、
前記コーナー部から前記対象物に沿って第1方向に延びる第1板部と、
前記コーナー部から前記対象物に沿って、前記第1方向とは異なる第2方向に延びる第2板部と、
前記第1板部と前記第2板部との間を通って前記コーナー部を押圧する弾性加圧体と、
を備え、
前記弾性加圧体は、印加される力が付与される受圧面と、前記印加される力に応答して前記第1板部と前記第2板部との間の隙間を通って前記コーナー部を押圧する加圧部とを有する
接合方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014238073A JP6463094B2 (ja) | 2014-11-25 | 2014-11-25 | 接合装置及び接合方法 |
| BR112017003982A BR112017003982A2 (pt) | 2014-11-25 | 2015-11-25 | aparelho de ligação, e, método de ligação para ligar um remendo contendo uma fibra de reforço em uma seção ligada de uma parte de superfície. |
| PCT/JP2015/083112 WO2016084861A1 (ja) | 2014-11-25 | 2015-11-25 | 接合装置と接合方法 |
| CN201580041094.XA CN106573422B (zh) | 2014-11-25 | 2015-11-25 | 接合装置和接合方法 |
| EP15863240.6A EP3181339B1 (en) | 2014-11-25 | 2015-11-25 | Bonding device and bonding method |
| US15/507,757 US10456961B2 (en) | 2014-11-25 | 2015-11-25 | Bonding apparatus and bonding method |
| CA2959476A CA2959476C (en) | 2014-11-25 | 2015-11-25 | Bonding apparatus and bonding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014238073A JP6463094B2 (ja) | 2014-11-25 | 2014-11-25 | 接合装置及び接合方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016097633A JP2016097633A (ja) | 2016-05-30 |
| JP2016097633A5 JP2016097633A5 (ja) | 2017-07-27 |
| JP6463094B2 true JP6463094B2 (ja) | 2019-01-30 |
Family
ID=56074413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014238073A Active JP6463094B2 (ja) | 2014-11-25 | 2014-11-25 | 接合装置及び接合方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10456961B2 (ja) |
| EP (1) | EP3181339B1 (ja) |
| JP (1) | JP6463094B2 (ja) |
| CN (1) | CN106573422B (ja) |
| BR (1) | BR112017003982A2 (ja) |
| CA (1) | CA2959476C (ja) |
| WO (1) | WO2016084861A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10695993B2 (en) | 2016-01-15 | 2020-06-30 | GM Global Technology Operations LLC | In-situ polymerization of polyamides for composite part repair |
| US10589477B2 (en) | 2016-05-02 | 2020-03-17 | GM Global Technology Operations LLC | Cosmetic repair of a thermoplastic carbon fiber composite |
| US11046017B2 (en) * | 2016-11-07 | 2021-06-29 | Robert Bosch Battery Systems Llc | Device and method for forming complex joints in layered sheet material |
| DE102017004339B4 (de) * | 2017-05-05 | 2021-05-12 | Audi Ag | Verfahren zum Herstellen eines Faserverbundbauteils |
| US10611104B2 (en) * | 2017-06-15 | 2020-04-07 | GM Global Technology Operations LLC | Heating elements for repair of molding defects for carbon fiber thermoplastic composites |
| JP7291536B2 (ja) * | 2019-05-20 | 2023-06-15 | 日産自動車株式会社 | 繊維強化樹脂製のパネル及びその成形方法 |
| JP7255025B2 (ja) * | 2020-06-17 | 2023-04-10 | 三菱重工業株式会社 | 治具及び複合材の加工方法 |
| KR102315158B1 (ko) * | 2021-05-12 | 2021-10-20 | 오시찬 | 접착물 배출장치 |
| US12011887B2 (en) | 2021-12-17 | 2024-06-18 | Rohr, Inc. | Systems and methods for thermoplastic panel manufacturing |
| WO2024163421A1 (en) * | 2023-01-31 | 2024-08-08 | Rtx Corporation | Polyimide composite repair apparatus and method via high temperature resin transfer molding |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2638673B1 (fr) * | 1988-11-08 | 1991-03-22 | Aerospatiale | Outillage pour le moulage de panneaux auto-raidis en materiau composite |
| GB9622780D0 (en) * | 1996-11-01 | 1997-01-08 | British Aerospace | Repair of composite laminates |
| US6761783B2 (en) * | 2002-04-09 | 2004-07-13 | The Boeing Company | Process method to repair bismaleimide (BMI) composite structures |
| EP2154575B1 (en) * | 2004-07-16 | 2014-12-24 | Mitsubishi Chemical Corporation | Electrophotographic photoreceptor |
| US8790485B2 (en) | 2005-02-25 | 2014-07-29 | Bell Helicopter Textron Inc. | Single vacuum debulk composite panel repair |
| US7857925B2 (en) | 2007-06-15 | 2010-12-28 | The Boeing Company | Process development protocol and vacuum bag process for carbon-epoxy prepreg |
| CN101873922B (zh) | 2007-11-26 | 2013-12-18 | 贝尔直升机泰克斯特龙公司 | 多阶段挤压并压实厚复合维修层压件 |
| JP4929147B2 (ja) * | 2007-12-19 | 2012-05-09 | 三菱重工業株式会社 | 樹脂製品の修理方法 |
| DE102007062872A1 (de) | 2007-12-28 | 2009-07-09 | Airbus Deutschland Gmbh | Verfahren zur Herstellung eines Profils aus Faserverbundwerkstoff |
| DE102009001075A1 (de) * | 2009-02-23 | 2010-09-09 | Airbus Deutschland Gmbh | Verfahren zum zumindest teilweise Nachbearbeiten oder Ersetzen eines Versteifungselementes einer Faserverbundstruktur und zugehörige Anbindvorrichtung |
| US8444127B2 (en) * | 2009-12-14 | 2013-05-21 | The Boeing Company | High temperature composite patch tool |
| IT1399682B1 (it) * | 2010-03-29 | 2013-04-26 | Alenia Aeronautica Spa | Procedimento e dispositivo per la riparazione di pannelli di materiale composito |
| US8986479B2 (en) | 2010-09-30 | 2015-03-24 | The Boeing Company | Systems and methods for on-aircraft composite repair using double vacuum debulking |
-
2014
- 2014-11-25 JP JP2014238073A patent/JP6463094B2/ja active Active
-
2015
- 2015-11-25 BR BR112017003982A patent/BR112017003982A2/pt active Search and Examination
- 2015-11-25 WO PCT/JP2015/083112 patent/WO2016084861A1/ja not_active Ceased
- 2015-11-25 EP EP15863240.6A patent/EP3181339B1/en not_active Not-in-force
- 2015-11-25 CA CA2959476A patent/CA2959476C/en active Active
- 2015-11-25 CN CN201580041094.XA patent/CN106573422B/zh not_active Expired - Fee Related
- 2015-11-25 US US15/507,757 patent/US10456961B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| BR112017003982A2 (pt) | 2017-12-12 |
| US20170305044A1 (en) | 2017-10-26 |
| CA2959476A1 (en) | 2016-06-02 |
| WO2016084861A1 (ja) | 2016-06-02 |
| EP3181339B1 (en) | 2021-02-24 |
| CN106573422B (zh) | 2020-05-12 |
| EP3181339A1 (en) | 2017-06-21 |
| EP3181339A4 (en) | 2017-09-06 |
| CN106573422A (zh) | 2017-04-19 |
| US10456961B2 (en) | 2019-10-29 |
| CA2959476C (en) | 2019-09-17 |
| JP2016097633A (ja) | 2016-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6463094B2 (ja) | 接合装置及び接合方法 | |
| CN101909862B (zh) | 由复合纤维材料生产型材的方法 | |
| JP5597134B2 (ja) | 被成形材の成形方法 | |
| JP5668874B2 (ja) | プリフォームの製造方法及び繊維強化樹脂成形品の製造方法 | |
| US20120061006A1 (en) | Method for at least partially reworking or replacing a reinforcement element of a fibre composite structure and associated connecting device | |
| JP5891244B2 (ja) | 複合材半径部を圧縮する方法および装置 | |
| JP5278790B2 (ja) | 繊維強化樹脂複合材料の製造方法および製造装置 | |
| JP2009542483A (ja) | 複合部品の製造方法 | |
| CN101128310A (zh) | 单一真空压实的复合修补板 | |
| JP6785866B2 (ja) | 複合材の成形方法及び複合材の成形用治具 | |
| JP6697819B2 (ja) | 複合材料成形装置及び複合材料成形方法 | |
| JP5587916B2 (ja) | 複合部品の製造方法 | |
| US20180079112A1 (en) | Curing device for resin composite material, curing method, and molded resin article | |
| CN110861317A (zh) | 预成型体赋形方法和复合材料成型方法 | |
| US20240025135A1 (en) | Method for producing composite molded body | |
| JP5017040B2 (ja) | プリフォームの製造方法および製造装置 | |
| JP2007118598A (ja) | プリフォームの製造方法および製造装置 | |
| JP2018024097A (ja) | 繊維強化樹脂成形体の製造方法 | |
| EP3715081A1 (en) | Method for producing composite material, fiber base material, and shaping mold for fiber base material | |
| JPWO2017061046A1 (ja) | 繊維強化複合部材の成形装置 | |
| US20260061710A1 (en) | Composite material molding method and molding apparatus | |
| JP4464208B2 (ja) | ハニカムサンドイッチパネルの製造方法 | |
| JP2015147384A (ja) | 繊維強化複合材料成形体の製造方法 | |
| US12496752B2 (en) | Devices and method for producing a t-shaped semifinished product from a multiply non-crimp fabric | |
| JP7700746B2 (ja) | 接合体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180807 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180807 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6463094 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |