JP5891244B2 - 複合材半径部を圧縮する方法および装置 - Google Patents
複合材半径部を圧縮する方法および装置 Download PDFInfo
- Publication number
- JP5891244B2 JP5891244B2 JP2013547477A JP2013547477A JP5891244B2 JP 5891244 B2 JP5891244 B2 JP 5891244B2 JP 2013547477 A JP2013547477 A JP 2013547477A JP 2013547477 A JP2013547477 A JP 2013547477A JP 5891244 B2 JP5891244 B2 JP 5891244B2
- Authority
- JP
- Japan
- Prior art keywords
- radius
- composite laminate
- backing plate
- plate
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 47
- 239000002131 composite material Substances 0.000 title claims description 44
- 210000000569 greater omentum Anatomy 0.000 claims description 30
- 238000007596 consolidation process Methods 0.000 claims description 20
- 238000007906 compression Methods 0.000 claims description 19
- 230000006835 compression Effects 0.000 claims description 17
- 238000003825 pressing Methods 0.000 claims description 12
- 238000005056 compaction Methods 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 claims 2
- 230000001070 adhesive effect Effects 0.000 claims 2
- 239000003351 stiffener Substances 0.000 description 34
- 239000000835 fiber Substances 0.000 description 25
- 239000010410 layer Substances 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000012790 adhesive layer Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000000805 composite resin Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 239000003733 fiber-reinforced composite Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/549—Details of caul plates, e.g. materials or shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81455—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps being a fluid inflatable bag or bladder, a diaphragm or a vacuum bag for applying isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
- B29D99/0014—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings provided with ridges or ribs, e.g. joined ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3644—Vacuum bags; Details thereof, e.g. fixing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3655—Pressure transmitters, e.g. caul plates; pressure pads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Description
また、本願は以下に記載する態様を含む。
(態様1)
圧密化中に繊維強化積層部品の半径部分を圧縮する方法であって、
前記半径部分に隣接する前記部品に大半径部分を形成することと、
前記大半径部の繊維を圧縮することにより前記半径部分の前記繊維に張力を付与することを含む、前記部品に圧縮圧力を加えることを含む、方法。
(態様2)
前記部品に前記大半径部を形成することが、前記部品上に余剰の湾曲フランジを形成することを含む、態様1に記載の方法。
(態様3)
前記圧縮圧力を加えることが、前記部品を覆うように真空バッグを配置することと、真空バック処理が施される部品をオートクレーブ内に配置することと、前記バッグ内の真空引きを行うことと、前記オートクレーブを使用して前記バッグに圧力を加えることとを含む、態様1に記載の方法。
(態様4)
当て板装置を使用して前記第1部品の低圧力領域に大気圧負荷を加えることをさらに含む、態様1に記載の方法。
(態様5)
前記低圧領域が、第1部品上の半径部の縁部の途中にあり、前記当て板装置を配置することが、前記第1部品上の半径部および半径部の縁部に亘って第1当て板を配置することと、前記第1当て板に重なる前記第2当て板を第2部品上に配置することとを含む、態様4に記載の方法。
(態様6)
前記当て板装置を使用して大気圧負荷を加えることが、前記第2当て板を使用して前記低圧領域内における前記第1当て板に圧力を加えることを含む、態様5に記載の方法。
(態様7)
低圧領域を覆う第1および第2部品に亘って当て板装置を配置することをさらに含む、態様1に記載の方法。
(態様8)
圧密化中に複合積層部品の半径部の縁部に発生する船首波を抑制する装置であって、
前記部品の前記半径部に圧力を加えるための当て板を備え、
前記当て板が、半径部および半径部の縁部を覆うように適合された第1部分と、前記当て板の第2部分を介して前記半径部の縁部に圧力を加えるために前記第1部分および前記半径部の縁部の上に重なる前記第2部分とを含む、装置。
(態様9)
前記当て板の前記第1部分の前記半径部周囲の厚みがテーパー状である、態様8に記載の装置。
(態様10)
前記当て板の前記第2部分が、前記当て板の前記第1部分および前記半径部の縁部の上に重なる、態様8に記載の装置。
(態様11)
前記当て板の前記第1および第2部分が、互いに一体である、態様8に記載の装置。
Claims (6)
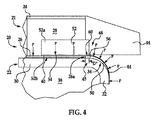
- 真空バッグ(44)の内部において、平坦な上側部分(30)と前記上側部分(30)から連続して延びる円弧状に湾曲し前記上側部分(30)から離れるにつれて下方に向かう半径部(34)を有しておりマンドレル(38)に支持された未硬化の第1の複合積層部品(22)の前記上側部分(30)を、前記第1の複合積層部品(22)の上方に配置された第2の複合積層部品(21)の下側部分(26)に圧密する間に、前記第2の複合積層部品(21)に接触していない前記第1の複合積層部品(22)の前記半径部(34)の上側縁部(45)の途中の低圧縮圧力領域(49)に発生する船首波を抑制する方法であって、
前記マンドレル(38)に支持された前記第1の複合積層部品(22)の前記半径部(34)の前記上側縁部(45)を覆うように第1の当て板(50)を前記半径部(34)の上方に配置することと、
前記第1の当て板(50)の端部(56)と部分的に重なるように第2の当て板(52)を前記第2の複合積層部品(21)に取り付けることと、
前記第1の当て板(50)および前記第2の当て板(52)を用いて、大気圧負荷を前記第1の複合積層部品(22)の前記低圧縮圧力領域(49)に加えることとを含む、
方法。 - 前記大気圧負荷を加えることが、
前記第1の複合積層部品(22)及び前記第2の複合積層部品(21)を覆うように前記真空バッグ(44)を配置することと、
前記真空バック(44)で覆われた前記第1の複合積層部品(22)及び前記第2の複合積層部品(21)をオートクレーブ内に配置することと、
前記バッグ(44)内の真空吸引を行うことと、
前記オートクレーブを使用して前記バッグ(44)に大気圧負荷を加えることとを含む、請求項1に記載の方法。 - 前記大気圧負荷を加えることが、前記第2当て板(52)を押して前記第1の当て板(50)に圧力を加えて、前記第1の当て板(50)が前記低圧縮圧力領域(49)を含む前記半径部(34)を押すようにすることを含む、請求項1または2に記載の方法。
- 平坦な上側部分(30)と前記上側部分(30)から連続して延びる円弧状に湾曲し前記上側部分(30)から離れるにつれて下方に向かう半径部(34)を有しておりマンドレル(38)に支持された未硬化の第1の複合積層部品(22)の前記上側部分(30)を、前記第1の複合積層部品(22)の上方に配置された第2の複合積層部品(21)の下側部分(26)に圧密する間に、前記第2の複合積層部品(21)に接触していない前記第1の複合積層部品(22)の前記半径部(34)の上側縁部(45)の途中の低圧縮圧力領域(49)に発生する船首波を抑制する装置であって、
前記第1の複合積層部品(22)の前記半径部(34)に圧力を加えるための当て板装置を備え、
前記当て板装置が、第1の当て板(50)と第2の当て板(52)とを備え、
前記第1の当て板(50)は、前記マンドレル(38)に支持された前記第1の複合積層部品(22)の前記半径部(34)の前記上側縁部(45)を覆うように前記半径部(34)の上方に配置され、
前記第2の当て板(52)は、前記第2の複合積層部品(21)に取り付けられ、前記第1の複合積層部品(22)の前記半径部(34)の前記上側縁部(45)に前記第2の当て板(52)を介して圧力を加えるために前記第1の当て板(50)の端部(56)及び前記半径部(34)の上側縁部(45)と部分的に重なるように構成された、装置。 - 前記第1の当て板(50)の、前記半径部(34)周囲の厚みがテーパー状であり、前記第2の当て板(52)に重なる前記端部(56)が最大の厚さ(T)を有する、請求項4に記載の装置。
- 前記第2の複合積層部品(21)が、前記下側部分(26)である下部フランジ(26)を有しており、前記下部フランジ(26)と前記第1の複合積層部品(22)との間に接着剤(40)の層が設けられており、第1の当て板(50)の最大の厚さ(T)が前記下部フランジ(26)と接着剤(40)の層とを合わせた厚さに匹敵する、請求項5に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/983,337 | 2011-01-03 | ||
| US12/983,337 US8961732B2 (en) | 2011-01-03 | 2011-01-03 | Method and device for compressing a composite radius |
| PCT/US2011/061279 WO2012094063A1 (en) | 2011-01-03 | 2011-11-17 | Method and device for compressing a composite radius |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014504564A JP2014504564A (ja) | 2014-02-24 |
| JP2014504564A5 JP2014504564A5 (ja) | 2014-12-04 |
| JP5891244B2 true JP5891244B2 (ja) | 2016-03-22 |
Family
ID=45099202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013547477A Active JP5891244B2 (ja) | 2011-01-03 | 2011-11-17 | 複合材半径部を圧縮する方法および装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US8961732B2 (ja) |
| EP (1) | EP2661359B1 (ja) |
| JP (1) | JP5891244B2 (ja) |
| KR (1) | KR101895089B1 (ja) |
| CN (1) | CN103282190B (ja) |
| CA (1) | CA2819544C (ja) |
| ES (1) | ES2599452T3 (ja) |
| PT (1) | PT2661359T (ja) |
| WO (1) | WO2012094063A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9586699B1 (en) | 1999-08-16 | 2017-03-07 | Smart Drilling And Completion, Inc. | Methods and apparatus for monitoring and fixing holes in composite aircraft |
| US9625361B1 (en) | 2001-08-19 | 2017-04-18 | Smart Drilling And Completion, Inc. | Methods and apparatus to prevent failures of fiber-reinforced composite materials under compressive stresses caused by fluids and gases invading microfractures in the materials |
| US8961732B2 (en) | 2011-01-03 | 2015-02-24 | The Boeing Company | Method and device for compressing a composite radius |
| US10029780B2 (en) | 2013-08-09 | 2018-07-24 | The Boeing Company | Stiffened composite panels |
| JP6273804B2 (ja) * | 2013-12-02 | 2018-02-07 | 東レ株式会社 | 繊維強化プラスチック成形体の製造方法 |
| CN104494161B (zh) * | 2014-11-26 | 2017-02-01 | 沈阳飞机工业(集团)有限公司 | 一种z字形结构复合材料制件的制造方法 |
| US11426958B2 (en) | 2018-05-30 | 2022-08-30 | The Boeing Company | 3D printed end cauls for composite part fabrication |
| DE102018125979A1 (de) * | 2018-10-19 | 2020-04-23 | Airbus Operations Gmbh | Verfahren und System zum Verbinden zweier Bauteile |
| US11724420B2 (en) * | 2018-11-29 | 2023-08-15 | The Boeing Company | Precursor fabrication for high-temperature pressure membranes |
| US20200254702A1 (en) * | 2019-02-07 | 2020-08-13 | The Boeing Company | Apparatus and method to tailor fiber distortion in composite parts |
| CN114055762B (zh) * | 2021-12-08 | 2022-06-07 | 广州美斯乐科技有限公司 | 一种真空包装袋的制造设备及其制造工艺 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4217157A (en) * | 1978-11-20 | 1980-08-12 | United Technologies Corporation | Method of fabricating fiber-reinforced articles |
| US4407685A (en) * | 1979-07-23 | 1983-10-04 | Ford Aerospace & Communication Corporation | Metallized film transfer process |
| US4560428A (en) * | 1984-08-20 | 1985-12-24 | Rockwell International Corporation | System and method for producing cured composites |
| US4608220A (en) | 1984-12-20 | 1986-08-26 | The Boeing Company | Method of forming composite material articles |
| FR2638673B1 (fr) | 1988-11-08 | 1991-03-22 | Aerospatiale | Outillage pour le moulage de panneaux auto-raidis en materiau composite |
| US5145621A (en) * | 1990-04-20 | 1992-09-08 | General Electric Company | Crossover mold tool for consolidating composite material |
| JP3193064B2 (ja) * | 1991-04-22 | 2001-07-30 | 富士重工業株式会社 | 複合材料の一体成形方法 |
| US5242523A (en) | 1992-05-14 | 1993-09-07 | The Boeing Company | Caul and method for bonding and curing intricate composite structures |
| US5597435A (en) * | 1992-12-24 | 1997-01-28 | General Electric Company | Method using restrained cauls for composite molding |
| US5746553A (en) | 1996-04-08 | 1998-05-05 | The Boeing Company | Dual purpose lay-up tool |
| WO1998050180A1 (en) | 1997-05-06 | 1998-11-12 | The Boeing Company | Hybrid lay-up tool |
| US5876546A (en) | 1997-09-25 | 1999-03-02 | The Boeing Company | Method for forming inner mold line tooling without a part model |
| JP4191343B2 (ja) * | 1999-11-26 | 2008-12-03 | 本田技研工業株式会社 | ハニカムサンドイッチパネルの製造方法 |
| ES2184551B1 (es) * | 2000-03-07 | 2004-09-01 | Airbus España S.L. | Procedimiento de fabricacion de estructuras primarias en material compuesto con curado en util hembra. |
| EP1336469A1 (en) * | 2002-02-19 | 2003-08-20 | Alenia Aeronautica S.P.A. | Methods of manufacturing a stiffening element for an aircraft skin panel and a skin panel provided with the stiffening element |
| US6761783B2 (en) * | 2002-04-09 | 2004-07-13 | The Boeing Company | Process method to repair bismaleimide (BMI) composite structures |
| JP3938762B2 (ja) * | 2003-05-30 | 2007-06-27 | 川崎重工業株式会社 | 板状構造体、補強材及び板状構造体の製造方法 |
| US7052573B2 (en) | 2003-11-21 | 2006-05-30 | The Boeing Company | Method to eliminate undulations in a composite panel |
| US7534387B2 (en) | 2004-02-25 | 2009-05-19 | The Boeing Company | Apparatus and methods for processing composite components using an elastomeric caul |
| US7306450B2 (en) | 2004-09-29 | 2007-12-11 | The Boeing Company | Apparatuses, systems, and methods for manufacturing composite parts |
| JP4652160B2 (ja) * | 2005-07-11 | 2011-03-16 | 川崎重工業株式会社 | 積層複合材の矯正治具、矯正方法、および成形品 |
| US8268107B2 (en) | 2007-09-21 | 2012-09-18 | The Boeing Company | Fly away caul plate |
| US7754045B2 (en) * | 2007-11-14 | 2010-07-13 | The Boeing Company | Method and tools for fabricating composite beams |
| US8961732B2 (en) | 2011-01-03 | 2015-02-24 | The Boeing Company | Method and device for compressing a composite radius |
-
2011
- 2011-01-03 US US12/983,337 patent/US8961732B2/en active Active
- 2011-11-17 WO PCT/US2011/061279 patent/WO2012094063A1/en active Application Filing
- 2011-11-17 CN CN201180063888.8A patent/CN103282190B/zh active Active
- 2011-11-17 JP JP2013547477A patent/JP5891244B2/ja active Active
- 2011-11-17 ES ES11791706.2T patent/ES2599452T3/es active Active
- 2011-11-17 EP EP11791706.2A patent/EP2661359B1/en active Active
- 2011-11-17 KR KR1020137012224A patent/KR101895089B1/ko active IP Right Grant
- 2011-11-17 PT PT117917062T patent/PT2661359T/pt unknown
- 2011-11-17 CA CA2819544A patent/CA2819544C/en active Active
-
2015
- 2015-01-12 US US14/594,170 patent/US9427899B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US9427899B2 (en) | 2016-08-30 |
| JP2014504564A (ja) | 2014-02-24 |
| CN103282190A (zh) | 2013-09-04 |
| CN103282190B (zh) | 2015-09-30 |
| US20120168071A1 (en) | 2012-07-05 |
| EP2661359B1 (en) | 2016-10-12 |
| CA2819544C (en) | 2018-07-31 |
| PT2661359T (pt) | 2016-11-08 |
| CA2819544A1 (en) | 2012-07-12 |
| KR20130141525A (ko) | 2013-12-26 |
| WO2012094063A1 (en) | 2012-07-12 |
| KR101895089B1 (ko) | 2018-09-04 |
| EP2661359A1 (en) | 2013-11-13 |
| US8961732B2 (en) | 2015-02-24 |
| US20160176080A1 (en) | 2016-06-23 |
| ES2599452T3 (es) | 2017-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5891244B2 (ja) | 複合材半径部を圧縮する方法および装置 | |
| JP6649434B2 (ja) | 複合材スティフナを搬送し、配置し、そして圧密化する方法及び器具 | |
| KR102069926B1 (ko) | 안정화 부재를 구비한 복합 구조물 | |
| US8734711B2 (en) | Method for producing a profile from composite fiber material | |
| US10456961B2 (en) | Bonding apparatus and bonding method | |
| JP4967405B2 (ja) | 繊維強化プラスチックの製造方法 | |
| KR102115774B1 (ko) | 진공 건전성을 가지는 복합 공구 및 이의 제조방법 | |
| US20030098520A1 (en) | High pressure co-cure of lightweight core composite article utilizing a core having a plurality of protruding pins | |
| JP2014522764A5 (ja) | ||
| EP3617424A1 (en) | Structure-frp material bond construction and bonding method | |
| EP3392027B1 (en) | Systems and methods for assembling elongate composite structures | |
| US20210039341A1 (en) | Repair patch, method for molding repair patch, and method for repairing composite material | |
| JP3822182B2 (ja) | 複合材料ハニカムサンドイッチ構造の製造方法 | |
| US11446884B2 (en) | Process for producing a component which is two-dimensional in regions from a fibre composite material | |
| WO2024048125A1 (ja) | 複合材の成形方法及び成形装置 | |
| JP6820753B2 (ja) | 修理パッチの成形方法 | |
| JP2021041701A (ja) | 修理パッチ、被修理部の修理方法及び補修部 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141015 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160209 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160222 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5891244 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |