JP5709221B2 - Laminating equipment - Google Patents
Laminating equipment Download PDFInfo
- Publication number
- JP5709221B2 JP5709221B2 JP2012226760A JP2012226760A JP5709221B2 JP 5709221 B2 JP5709221 B2 JP 5709221B2 JP 2012226760 A JP2012226760 A JP 2012226760A JP 2012226760 A JP2012226760 A JP 2012226760A JP 5709221 B2 JP5709221 B2 JP 5709221B2
- Authority
- JP
- Japan
- Prior art keywords
- foil
- separator
- pressing
- positive
- negative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000010030 laminating Methods 0.000 title claims description 30
- 239000011888 foil Substances 0.000 claims description 250
- 238000003825 pressing Methods 0.000 claims description 221
- 238000003475 lamination Methods 0.000 claims description 27
- 238000006073 displacement reaction Methods 0.000 claims description 17
- 239000007774 positive electrode material Substances 0.000 claims description 7
- 239000007773 negative electrode material Substances 0.000 claims description 6
- 230000000630 rising effect Effects 0.000 claims description 3
- 239000011810 insulating material Substances 0.000 claims description 2
- 210000000078 claw Anatomy 0.000 description 145
- 230000007246 mechanism Effects 0.000 description 27
- 238000001179 sorption measurement Methods 0.000 description 26
- 238000000034 method Methods 0.000 description 15
- 230000032258 transport Effects 0.000 description 13
- 230000008569 process Effects 0.000 description 11
- 238000010586 diagram Methods 0.000 description 9
- 238000005452 bending Methods 0.000 description 6
- 239000011149 active material Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 239000003990 capacitor Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0468—Compression means for stacks of electrodes and separators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Secondary Cells (AREA)
Description
本発明は、例えば積層電池の製造過程等において用いられる積層装置に関するものである。 The present invention relates to a stacking apparatus used in, for example, a manufacturing process of a stacked battery.
積層電池等を構成する積層体は、正極活物質の塗布された矩形シート状の正極箔と、負極活物質の塗布された矩形シート状の負極箔とが、絶縁性素材よりなる矩形シート状のセパレータを介して交互に積層されて形成されている。 A laminated body constituting a laminated battery or the like is a rectangular sheet-like positive electrode foil coated with a positive electrode active material and a rectangular sheet-like negative electrode foil coated with a negative electrode active material. It is formed by alternately laminating through separators.
かかる積層体を製造するに際しては、一般に正極箔、負極箔、セパレータなどのシート体を所定の搬送装置を用いて順次、所定の積層位置へ搬送し載置していく方法などが採用される。 When manufacturing such a laminated body, generally, a method in which sheet bodies such as a positive electrode foil, a negative electrode foil, and a separator are sequentially transported to a predetermined stacking position using a predetermined transport device, and the like are employed.
また、シート体を積層(載置)するに際しては、当該シート体が位置ずれを起こさないよう、その縁部が押さえ爪等で押さえつけられる(例えば、特許文献1等参照)。 Further, when laminating (mounting) the sheet bodies, the edges of the sheet bodies are pressed by pressing claws or the like so as not to cause positional displacement (see, for example, Patent Document 1).
しかしながら、特許文献1のように、同一の押さえ爪により、正極箔と負極箔とを区別なく押さえる構成では、押さえ爪が一方の電極箔(例えば正極箔)を押さえた際に付着した活物質(例えば正極活物質)が、他方の電極箔(例えば負極箔)を押さえる際に当該他方の電極箔に付着するおそれがある。
However, as in
また、特許文献1のように、シート体の四隅のうち、対角となる2箇所だけを押さえる構成では、例えば押さえていない箇所がめくれ、折れ曲がった状態で、次のシート体が積層されてしまうおそれがある。
In addition, as in
上述したような各種不具合が発生した場合には、短絡の原因となるなど、製品品質の低下を招くおそれがある。 When the above-mentioned various problems occur, it may cause a short circuit, resulting in a decrease in product quality.
本発明は、上記事情に鑑みてなされたものであり、製品品質の低下抑制等を図ることのできる積層装置を提供することを主たる目的の一つとしている。 The present invention has been made in view of the above circumstances, and has as one of its main purposes to provide a laminating apparatus capable of suppressing a reduction in product quality.
以下、上記課題を解決するのに適した各手段につき、項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。 Hereinafter, each means suitable for solving the above-described problem will be described in terms of items. In addition, the effect specific to the means to respond | corresponds as needed is added.
手段1.正極活物質の塗布された矩形シート状の正極箔と、負極活物質の塗布された矩形シート状の負極箔とを、絶縁性素材よりなる矩形シート状のセパレータを介して交互に積層してなる積層体を製造するための積層装置であって、
所定の吸着手段により順次、前記正極箔、負極箔又はセパレータを吸着して所定の積層位置へと搬送し、当該積層位置にて前記正極箔、負極箔又はセパレータを載置し積層していく搬送手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記正極箔の四隅、又は、前記正極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第1押さえ部材と、
水平方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから外方へ退避した退避位置と、前記正極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第1水平方向変位手段と、
上下方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから上方へ離間した離間位置と、前記正極箔又は前記セパレータに当接可能な当接位置とに変位可能な第1上下方向変位手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記負極箔の四隅、又は、前記負極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第2押さえ部材と、
水平方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから外方へ退避した退避位置と、前記負極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第2水平方向変位手段と、
上下方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから上方へ離間した離間位置と、前記負極箔又は前記セパレータに当接可能な当接位置とに変位可能な第2上下方向変位手段とを備え、
前記搬送手段により新たに前記積層位置へ前記正極箔、負極箔又はセパレータを搬送し載置する際には、当該新たに載置した前記正極箔、負極箔又はセパレータを当該搬送手段により押さえた状態で、その下に既に載置された前記正極箔、負極箔又はセパレータの四隅を押さえている前記4つの第1押さえ部材又は前記4つの第2押さえ部材を退避させた後、前記新たに載置した前記正極箔、負極箔又はセパレータの四隅を、これに対応する前記4つの第1押さえ部材又は前記4つの第2押さえ部材により押さえるよう構成されていることを特徴とする積層装置。
The positive foil, negative foil or separator is sequentially sucked by a predetermined suction means and transported to a predetermined stacking position, and the positive foil, negative foil or separator is placed and stacked at the stacking position. Means,
Laminated at the four corners of the positive foil, which is provided corresponding to the four corners of the laminated body laminated at the lamination position, and transported to the lamination position by the conveying means, or under the positive foil. Four first pressing members for pressing the four corners of the separator transported and placed by the transport means to the stacking position from above;
The position of the first pressing member in the horizontal direction can be displaced to at least a retracted position retracted outward from the positive foil or the separator and a pressing position corresponding to the four corners of the positive foil or the separator. Directional displacement means;
The position of the first pressing member in the vertical direction is a first vertical position that can be displaced to at least a spaced position spaced upward from the positive foil or the separator, and a contact position that can contact the positive foil or the separator. Directional displacement means;
Provided corresponding to the four corners of the laminate laminated at the lamination position, and laminated at the four corners of the negative foil or the lower side of the negative foil carried and transported to the lamination position by the conveying means Four second pressing members for pressing the four corners of the separator transported and placed by the transport means to the stacking position from above,
A second horizontal position in which the position of the second pressing member in the horizontal direction can be displaced to at least a retracted position retracted outward from the negative foil or the separator and a pressing position corresponding to the four corners of the negative foil or the separator. Directional displacement means;
Second upper and lower positions displaceable in the vertical direction at least between a position spaced apart from the negative foil or the separator and a contact position capable of contacting the negative foil or the separator. Directional displacement means,
When the positive electrode foil, the negative electrode foil or the separator is newly transported and placed on the stacking position by the transport means, the positively placed positive foil, the negative electrode foil or the separator is pressed by the transport means. Then, after the four first pressing members or the four second pressing members pressing the four corners of the positive electrode foil, the negative electrode foil, or the separator that have already been placed under the retracted, the newly placed A lamination apparatus, wherein the four corners of the positive foil, the negative foil or the separator are pressed by the four first pressing members or the four second pressing members corresponding thereto.
上記手段1によれば、正極箔、負極箔、セパレータなどのシート体を積層位置へ搬送し押さえつける搬送手段を備えると共に、正極箔及びその下側に積層されるセパレータを押さえるための押さえ部材(第1押さえ部材)と、負極箔及びその下側に積層されるセパレータを押さえるための押さえ部材(第2押さえ部材)とを別々に備えることによって、以下のような手順で積層工程を進めることができる。
According to the above-mentioned
例えば積層位置に積層されている積層途中の積層体の上面に新たに正極箔を載置する際には、既にその下に載置されたセパレータの四隅を4つの第1押さえ部材により押さえた状態のまま、搬送手段により搬送してきた正極箔を前記セパレータの上に載置する。 For example, when a positive electrode foil is newly placed on the upper surface of a laminated body that is being laminated at the lamination position, the four corners of the separator already placed underneath are pressed by the four first pressing members. As it is, the positive foil transported by the transport means is placed on the separator.
続いて、載置した正極箔を搬送手段により押さえた状態で、前記セパレータの四隅を押さえている4つの第1押さえ部材を一旦退避させた後、再度、4つの第1押さえ部材により正極箔の四隅を押さえる。その後、搬送手段を離間させる。 Subsequently, in a state where the placed positive foil is pressed by the conveying means, the four first pressing members holding the four corners of the separator are temporarily retracted, and then the positive foil of the positive foil is again pressed by the four first pressing members. Hold the four corners. Thereafter, the conveying means is separated.
次に、正極箔の四隅を4つの第1押さえ部材により押さえた状態のまま、搬送手段により新たに搬送してきたセパレータを前記正極箔の上に載置する。 Next, the separator newly transported by the transport means is placed on the positive foil while the four corners of the positive foil are pressed by the four first pressing members.
続いて、載置したセパレータを搬送手段により押さえた状態で、前記正極箔の四隅を押さえている4つの第1押さえ部材を退避させた後、4つの第2押さえ部材によりセパレータの四隅を押さえる。その後、搬送手段を離間させる。 Subsequently, in a state where the placed separator is pressed by the conveying means, the four first pressing members holding the four corners of the positive foil are retracted, and then the four corners of the separator are pressed by the four second pressing members. Thereafter, the conveying means is separated.
次に、セパレータの四隅を4つの第2押さえ部材により押さえた状態のまま、搬送手段により搬送してきた負極箔を前記セパレータの上に載置する。 Next, the negative electrode foil conveyed by the conveying means is placed on the separator while the four corners of the separator are pressed by the four second pressing members.
続いて、載置した負極箔を搬送手段により押さえた状態で、前記セパレータの四隅を押さえている4つの第2押さえ部材を一旦退避させた後、再度、4つの第2押さえ部材により負極箔の四隅を押さえる。 Subsequently, in a state where the placed negative electrode foil is pressed by the conveying means, the four second pressing members holding the four corners of the separator are once retracted, and then the negative electrode foil is again pressed by the four second pressing members. Hold the four corners.
このような構成とすることにより、本手段によれば、第1押さえ部材(又は第2押さえ部材)が正極箔(又は負極箔)を押さえた際に付着した正極活物質(又は負極活物質)が、負極箔(又は正極箔)を押さえる際に当該負極箔(又は正極箔)に付着するおそれがない。 With this configuration, according to the present means, the positive electrode active material (or the negative electrode active material) attached when the first pressing member (or the second pressing member) presses the positive electrode foil (or the negative electrode foil). However, there is no possibility of adhering to the negative foil (or positive foil) when the negative foil (or positive foil) is pressed.
また、正極箔、負極箔、セパレータなどのシート体の四隅すべてを押さえる構成となっているため、シート体の四隅のうちいずれかがめくれ、折れ曲がった状態で、次のシート体が積層されてしまうといった不具合の発生を抑制することができる。 In addition, since it is configured to hold all four corners of the sheet body such as the positive electrode foil, the negative electrode foil, and the separator, any one of the four corners of the sheet body is turned up and the next sheet body is stacked in a bent state. The occurrence of defects can be suppressed.
結果として、製品品質の低下抑制を図ることができる。 As a result, reduction in product quality can be suppressed.
尚、上記不具合の発生を抑制するため、仮に正極箔等用の押さえ部材と、負極箔等用の押さえ部材とを別々に設けると共に、搬送手段によりシート体を押さえることなく、押さえ部材の切換えを行おうとした場合には、正極箔等用に2組、計8つの押さえ部材と、負極箔等用に2組、計8つの押さえ部材とをそれぞれ備える必要が生じ、合計16個の押さえ部材を制御しなければならず、装置が複雑化するおそれがある。 In order to suppress the occurrence of the above problems, a holding member for positive foil and the like and a holding member for negative foil are provided separately, and the pressing member can be switched without holding the sheet body by the conveying means. When trying to do so, it is necessary to provide two sets for the positive foil and a total of eight pressing members, and two sets for the negative foil and the like, for a total of eight pressing members. It must be controlled and the device may be complicated.
これに対し、本手段1によれば、搬送手段によりシート体を押さえた状態で、4つの押さえ部材(第1押さえ部材又は第2押さえ部材)の切換えを行うことができる構成となっているため、装置の簡素化を図ることができる。
On the other hand, according to the
さらに、本手段1では、正極箔を押さえる押さえ部材と、その下側に積層されるセパレータを押さえる押さえ部材とを同一の第1押さえ部材とすることが可能となると共に、負極箔を押さえる押さえ部材と、その下側に積層されるセパレータを押さえる押さえ部材とを同一の第2押さえ部材とすることが可能となるため、セパレータ用に別途の押さえ部材を設ける必要がなく、さらなる装置の簡素化を図ることができる。
Furthermore, in the
また、仮にシート体を搬送手段により押さえることなく、押さえ部材の切換えを行おうとした場合には、例えばシート体の四隅においてそれぞれ、第1の押さえ部材により所定のシート体(例えば正極箔)を押さえた状態で、さらにその上に別のシート体(例えばセパレータ)を重ね、当該シート体を第2の押さえ部材により押さえた状態とし、その後、第1の押さえ部材を退避させるといったように、2種類の押さえ部材(第1の押さえ部材及び第2の押さえ部材)により同時に押さえた状態となるため、シート体に皺が発生するおそれがある。また、シート体が浮いた状態で、別の押さえ部材が近づいてくると、シート体の縁がめくれ、折れ曲がるおそれがある。結果として、製品品質が低下するおそれがある。 Further, if the pressing member is to be switched without pressing the sheet body by the conveying means, for example, a predetermined sheet body (for example, positive foil) is pressed by the first pressing member at each of the four corners of the sheet body. In another state, another sheet body (for example, a separator) is further stacked thereon, the sheet body is pressed by the second pressing member, and then the first pressing member is retracted. Since the pressing members (the first pressing member and the second pressing member) are simultaneously pressed, wrinkles may occur in the sheet body. Further, when another pressing member approaches the sheet body in a floating state, the edge of the sheet body may turn over and bend. As a result, product quality may be reduced.
これに対し、本手段1では、搬送手段によりシート体を押さえた状態で、4つの押さえ部材(第1押さえ部材又は第2押さえ部材)の切換えを行う構成となっている。すなわち、シート体の四隅すべてを同時に解放し、当該シート体を一旦平らにした後、当該シート体を押さえる構成となっているため、皺や折れ曲がりなどの発生を抑制することができる。
On the other hand, the
加えて、搬送手段によりシート体をより広い範囲で均一に押えつけることが可能となるため、上記作用効果をさらに高めると共に、シート体の位置ずれ等も発生しにくくなる。 In addition, since the sheet member can be uniformly pressed in a wider range by the conveying means, the above-described effects can be further enhanced, and the sheet member can hardly be displaced.
尚、本手段における「四隅」とは、厳密にシート体の2辺が交わる「コーナー部」のみを意味するものではなく、「コーナー部の近傍」や「4箇所」などの概念を含むものである。従って、シート体の各コーナー部からやや離れている4箇所を押さえる構成であっても、少なくとも4つの押さえ部材により4箇所を同時に押さえられる構成となっていればよい。かかる構成においても、「コーナー部」を押さえた場合と同様の作用効果が得られる。 The “four corners” in this means does not mean only the “corner portion” where two sides of the sheet body exactly meet, but includes concepts such as “near the corner portion” and “four places”. Therefore, even if it is the structure which presses four places a little apart from each corner part of a sheet | seat body, it should just be the structure which can hold | suppress four places simultaneously by at least four pressing members. Even in such a configuration, the same effect as that obtained when the “corner portion” is pressed can be obtained.
手段2.前記第1押さえ部材及び第2押さえ部材が、前記退避位置から前記押さえ位置へ移動する際の高さが、
当該第1押さえ部材及び第2押さえ部材が、前記押さえ位置から前記退避位置へ戻る際の高さよりも高くなるように設定されていることを特徴とする手段1に記載の積層装置。
The laminating apparatus according to
例えば第1押さえ部材と第2押さえ部材の切換え等を行う際、仮に退避位置へ退避する押さえ部材と、押さえ位置へ近づいてくる押さえ部材とが同じ高さで動作する場合、又は、退避位置へ退避する押さえ部材の方が、押さえ位置へ近づいてくる押さえ部材よりも高い位置で動作する場合には、浮き上がったシート体の縁に、押さえ位置へ近づいてくる押さえ部材が引っかかり、シート体の縁がめくれ、折れ曲がるおそれがある。結果として、製品品質が低下するおそれがある。 For example, when switching between the first pressing member and the second pressing member, etc., if the pressing member retracted to the retracted position and the pressing member approaching the pressing position operate at the same height, or to the retracted position When the retracting pressing member operates at a higher position than the pressing member approaching the pressing position, the pressing member approaching the pressing position is caught on the edge of the lifted sheet body, and the edge of the sheet body There is a risk of turning over and bending. As a result, product quality may be reduced.
これに対し、本手段2によれば、押さえ部材がシート体を引っ掛けるおそれが低減される。結果として、シート体の折れ曲がりを抑制し、製品品質の向上を図ることができる。 On the other hand, according to this means 2, the possibility that the pressing member catches the sheet body is reduced. As a result, bending of the sheet body can be suppressed and product quality can be improved.
手段3.前記正極箔又は負極箔を押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量を、
前記セパレータを押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量よりも大きく設定したことを特徴とする手段1又は2に記載の積層装置。
The lamination according to means 1 or 2, wherein the first pressing member or the second pressing member that has pressed the separator is set to be larger than the amount of rise when moving from the pressing position to the retracted position. apparatus.
押さえ部材と電極箔(正極箔又は負極箔)との擦れを可能な限り少なくする観点から見れば、セパレータを押さえていた押さえ部材が退避する時には、その上に電極箔が載っていることから可能な限り低い位置を移動する方が好ましい一方、電極箔を押さえていた押さえ部材が退避する時には、その下に電極箔があることから可能な限り高い位置を移動する方が好ましい。 From the viewpoint of reducing the friction between the holding member and the electrode foil (positive electrode foil or negative electrode foil) as much as possible, when the holding member holding the separator is retracted, it is possible because the electrode foil is placed on it. While it is preferable to move the position as low as possible, when the pressing member holding the electrode foil is retracted, it is preferable to move the position as high as possible because the electrode foil is underneath.
この点、上記手段3のようにすれば、押さえ部材により電極箔が擦られ、ダメージを受けるおそれを低減することができる。結果として、製品品質の向上を図ることができる。
In this respect, if the
手段4.前記第1押さえ部材及び第2押さえ部材は、直進動作を行うように構成されていることを特徴とする手段1乃至3のいずれかに記載の積層装置。
仮に押さえ部材が旋回動作をして、押さえ位置と退避位置とに変位する構成とした場合には、押さえ部材の切換えを行う際に、当該押さえ部材により電極箔が擦られる面積が大きくなるおそれがある。 If the pressing member is pivoted and displaced between the pressing position and the retracted position, the area of the electrode foil rubbed by the pressing member may increase when the pressing member is switched. is there.
これに対し、本手段4では、押さえ部材が直進動作を行うことにより、押さえ部材によって電極箔が擦られる面積が少なくなり、電極箔に与えるダメージを軽減することができる。 On the other hand, in this means 4, when the pressing member performs a rectilinear operation, an area where the electrode foil is rubbed by the pressing member is reduced, and damage to the electrode foil can be reduced.
以下、一実施形態について図面を参照しつつ説明する。図1に示すように、リチウムイオン二次電池等の積層電池を構成する積層体4は、セパレータ2、負極箔1、セパレータ2、正極箔3がこの順序で、下から順に繰り返し積み上げられることで形成されている。
Hereinafter, an embodiment will be described with reference to the drawings. As shown in FIG. 1, a
負極箔1及び正極箔3は、矩形状の金属箔よりなる極箔本体1A,3Aの表裏両面に活物質1B,3Bが塗布形成されることにより構成されており、活物質1B,3Bが塗布形成されてなる塗工部と、極箔本体1A,3Aが露出してなる未塗工部とを有している。
The
具体的に、負極箔1の極箔本体1Aは、例えば銅により構成され、正極箔3の極箔本体3Aは、例えばアルミニウムにより構成されている。また、負極箔1の表裏両面には、負極活物質として、例えばケイ素等を含有する粒子が塗布され、正極箔3の裏表両面には、正極活物質として、例えばコバルト酸リチウム等を含有する粒子が塗布されている。
Specifically, the electrode foil
以下、特に正・負を区別する必要のないときには、負極箔1、正極箔3を総称して「電極箔1,3」と称することもある。同様に、電極箔1,3と、セパレータ2とを区別する必要のないときには、電極箔1,3、セパレータ2を総称して「シート体」と称することもある。
Hereinafter, when it is not particularly necessary to distinguish between positive and negative, the
セパレータ2は、絶縁性を有する矩形シート状の多孔質樹脂フィルムにより構成されており、負極箔1及び正極箔3の平面矩形状の塗工部(活物質1B,3B)よりも一回り大きい矩形状をなしている。
The
適正な積層状態において、負極箔1及び正極箔3の塗工部は、セパレータ2によって完全に覆われ、はみ出しておらず、負極箔1及び正極箔3の未塗工部のみが、それぞれ異なる位置においてセパレータ2からはみ出すようにして突出している。当該各未塗工部は、負極タブ、正極タブに相当するものであり、積層電池の内部で電極端子の負極及び正極に対しそれぞれ電気的に接続される領域となる。
In an appropriate laminated state, the coated portions of the
図2は、積層装置(積層電池の製造装置)10の主要部分を示す概略構成図(平面図)である。同図に示すように、積層装置10は、セパレータ供給ステージ11、電極箔供給ステージ12、及び、積層ステージ13を備えている。
FIG. 2 is a schematic configuration diagram (plan view) showing a main part of the stacking apparatus (stacked battery manufacturing apparatus) 10. As shown in the figure, the
セパレータ供給ステージ11上には、積層の都度、図示しないセパレータ供給手段によって、所定のパレット50に蓄積されている上記セパレータ2が1枚ずつ供給される。
On the
また、電極箔供給ステージ12上には、積層の都度、図示しない電極箔供給手段によって、所定のパレット60,61に蓄積されている負極箔1又は正極箔3が、交互に1枚ずつ供給される。
On the electrode
積層装置10は、セパレータ供給ステージ11又は電極箔供給ステージ12から、積層ステージ13へ、セパレータ2又は電極箔1,3を搬送する搬送手段としての搬送装置14を備えている。
The stacking
搬送装置14は、上記各ステージ11〜13の上方を通るように設けられたガイドレール15と、当該ガイドレール15に垂下状態で支持された搬送アーム16と、当該搬送アーム16の下端に設けられた吸着手段としての吸着部17とを備えている。
The
搬送アーム16は、図示しないモータ等の駆動手段によりガイドレール15に沿って移動可能に設けられていると共に、シリンダ等の駆動手段の作動により上下方向(図2では紙面奥行方向)に伸縮可能となっている。
The
搬送アーム16がガイドレール15に沿って移動することにより、吸着部17もまた、ガイドレール15に沿って移動し、搬送アーム16が伸縮することにより、吸着部17が上下動するようになっている。
When the
吸着部17は、搬送アーム16の下端に固定されたベース部18と、当該ベース部18の下側に設けられた多孔質体からなる吸着板19とを有している(図7参照)。
The
ベース部18の内部には、吸着板19に連通する吸引経路(図示略)が形成されている。また、ベース部18の外部には、前記吸引経路に連通するバキュームホース20が接続されている。バキュームホース20の他端側には、図示しないバキュームポンプが接続されている。そして、バキュームポンプが図示しない制御装置によってオンオフ制御されることにより、吸着部17(吸着板19)における吸着及び吸着解除を切替可能となっている。
A suction path (not shown) communicating with the
バキュームポンプがオン状態となると、バキュームホース20及び前記吸引経路を介して吸着板19から吸引が行われ、吸着板19の下面(吸着面)にセパレータ2又は電極箔1,3が吸着される〔図7(a)参照〕。
When the vacuum pump is turned on, suction is performed from the
一方、積層ステージ13上には、電極箔1,3及びセパレータ2を積層していく積層位置において、これらを載置し積層していくための積層台29が設けられている(図2,3等参照)。
On the other hand, on the
積層台29は、電極箔1,3及びセパレータ2よりも一回り大きな平面視略矩形状をなし、電極箔1,3及びセパレータ2は、自身の各辺が、積層台29の各辺に対し略平行するように載置される。
The stacking table 29 has a substantially rectangular shape in plan view that is slightly larger than the electrode foils 1, 3 and the
尚、上述したように、電極箔1,3及びセパレータ2は、それぞれ大きさが異なり、適正な積層状態においても、電極箔1,3の未塗工部がセパレータ2からはみ出し、完全にはその周囲が一致しないように構成されているが、便宜上、図1を除く、その他の図面においては、電極箔1,3及びセパレータ2を同一矩形状で図示している。
As described above, the electrode foils 1 and 3 and the
また、積層台29の周囲には、当該積層台29に積層された積層体4(電極箔1,3及びセパレータ2)を保持するための保持機構30が設けられている。
Further, a
図3等に示すように、保持機構30は、積層台29(積層体4)の四隅のコーナー部に対応して設けられた4つの保持部材31と、当該4つの保持部材31を連動させる連動駆動機構32とを備えている。連動駆動機構32が本実施形態における第1水平方向変位手段及び第2水平方向変位手段を構成する。
As shown in FIG. 3 and the like, the holding
ここで、まず連動駆動機構32の構成について詳しく説明する。連動駆動機構32は、積層台29の周囲において、当該積層台29を取り囲むように所定間隔をあけて配置された8つのプーリ33と、当該8つのプーリ33に対し八角形状に掛けられた環状のタイミングベルト34とを備えている。
Here, first, the configuration of the interlocking
各プーリ33は、それぞれ上下方向(図3では紙面奥行方向)に沿った回転軸を有し、水平方向に回転可能に設けられている。8つのプーリ33のうち、少なくとも1つは、サーボモータ等の図示しない回転駆動手段に連結され、当該回転駆動手段により回転駆動制御される駆動プーリとなっており、残りは、タイミングベルト34を介して前記駆動プーリに従動する従動プーリとなっている。そして、駆動プーリ33が回転することにより、タイミングベルト34は、自身の長手方向に沿って往復動可能となる。
Each
タイミングベルト34には、上記4つの保持部材31がそれぞれ連結されており、タイミングベルト34の動作に連動して、4つの保持部材31がそれぞれタイミングベルト34の長手方向に沿って往復動可能となる。尚、本実施形態では、各保持部材31の往復動方向が、平面視において、積層台29(積層体4)の各辺に対しそれぞれ45°傾いた方向に設定されている。
The
次に各保持部材31の構成について詳しく説明する。各保持部材31は、積層台29(積層体4)の各コーナー部に対向するように設けられた本体部40と、当該本体部40の背面側において、タイミングベルト34と連結された連結部41と、本体部40の上部に設けられた一対の押さえ爪42A,42Bとを備えている。
Next, the configuration of each holding
各押さえ爪42A,42Bは、本体部40から積層台29側へ水平方向に沿って突出形成された平板状をなし、それぞれ積層体4の四隅のコーナー部を上から押さえられるように構成されている。
Each of the holding
本実施形態では、積層体4の最上面(積層開始時には積層台29上)に載置されたシート体の種類に応じて、積層体4を押さえる押さえ爪42A,42Bの種類が切換わる構成となっている。
In the present embodiment, the type of pressing claws 42 </ b> A and 42 </ b> B for pressing the
より詳しくは、積層体4の最上面に載置されたシート体が正極箔3、又は、正極箔3の下側に積層されるセパレータ2である場合には、一対の押さえ爪42A,42Bのうち、保持部材31の左側に位置する押さえ爪42Aが使用される。以下、当該押さえ爪42Aを「正極用押さえ爪42A」という。正極用押さえ爪42Aが本実施形態における第1押さえ部材に相当する。
More specifically, when the sheet placed on the uppermost surface of the
一方、積層体4の最上面に載置されたシート体が負極箔3、又は、負極箔1の下側に積層されるセパレータ2である場合には、一対の押さえ爪42A,42Bのうち、保持部材31の右側に位置する押さえ爪42Bが使用される。以下、当該押さえ爪42Bを「負極用押さえ爪42B」という。負極用押さえ爪42Bが本実施形態における第2押さえ部材に相当する。
On the other hand, when the sheet body placed on the uppermost surface of the
また、図4,5に示すように、各保持部材31の下方位置には、それぞれ当該保持部材31を上下動させるための上下駆動機構45が設けられている。上下駆動機構45は、本実施形態における第1上下方向変位手段及び第2上下方向変位手段を構成する。
As shown in FIGS. 4 and 5, a
本実施形態における上下駆動機構45は、中心から外れた位置に回転軸46が設けられた円盤状の偏心ローラ47と、回転軸46に接続され、偏心ローラ47を回転させるサーボモータ等の駆動手段(図示略)とにより構成されている。
The
偏心ローラ47は、回転軸46が水平方向に沿うように配置されると共に、その周面が常時、保持部材31の本体部40の下面に当接した状態となっている。そして、回転軸46を介して偏心ローラ47を回転させることにより、これに当接した保持部材31が上下動する構成となっている。また、保持部材31が水平移動する際には、本体部40が偏心ローラ47上を摺動しつつ水平移動することとなる。
The
上述した連動駆動機構32及び上下駆動機構45を駆動制御することにより、保持部材31を所定範囲内で、上下方向及び水平方向の任意の位置に移動させたり、任意の位置に保持することができる。
By driving and controlling the interlocking
これにより、水平方向における押さえ爪42A,42Bの位置が、積層体4から外方へ退避した退避位置(図3参照)と、積層体4の四隅のコーナー部を押さえる押さえ位置〔図6(a),(b)参照〕とに変位可能となると共に、上下方向における押さえ爪42A,42Bの位置が、積層体4から上方へ離間した離間位置〔図7(c)参照〕と、積層体4に当接可能な当接位置〔図7(a)〜(c)参照〕とに変位可能となる。尚、図4,5,7においては、積層台29に積層されたシート体の相互の間隔をあけ、積層体4を簡素化して図示している。
As a result, the positions of the
次に、上記の積層装置10を用いた積層体4の積層手順について説明する。本実施形態では、セパレータ2を積層する第1セパレータ積層工程、その上に負極箔3を積層する負極箔積層工程、その上にセパレータ2を積層する第2セパレータ積層工程、その上に正極箔3を積層する正極箔積層工程をこの順序で、所定回数繰り返すことで、積層体4が製造される。
Next, the lamination | stacking procedure of the
第1セパレータ積層工程が開始されると、先ず搬送装置14の吸着部17がセパレータ供給ステージ11上へと案内される。ここで、吸着部17は、下降して、セパレータ供給ステージ11上に供給されたセパレータ2を吸着する。
When the first separator stacking process is started, the
続いて、セパレータ2を吸着した吸着部17が、積層ステージ13の積層台29上へと案内される〔図7(a)参照〕。但し、図7では、既に積層台29上に複数のシート体が積層され、積層体4が存在する場合が図示されている。
Subsequently, the
ここで、吸着部17は、セパレータ2を吸着した状態のまま下降して、当該セパレータ2を積層台29上へ載置する。そして、吸着部17は、セパレータ2を下方(積層台29)へ押さえ付けた状態で停止する。
Here, the adsorbing
この際、保持機構30の各保持部材31(押さえ爪42A,42B)は退避位置に退避している(図3参照)。
At this time, each holding member 31 (pressing
積層台29上にセパレータ2が載置されると、退避位置にある各保持部材31が上昇し、各押さえ爪42A,42Bの高さ位置が、載置されたセパレータ2の高さ位置よりも高い位置となる。
When the
続いて、各保持部材31を水平移動させ、各負極用押さえ爪42Bを退避位置からセパレータ2の各コーナー部の上方位置(以下、押さえ位置という)へと移動させる〔図6(a)参照〕。
Subsequently, each holding
各負極用押さえ爪42Bが押さえ位置へ移動すると、ここで各保持部材31が下降する。これにより、各負極用押さえ爪42Bが、セパレータ2上方に離間した離間位置から、セパレータ2に当接可能な当接位置へと変位する。そして、セパレータ2の各コーナー部が各負極用押さえ爪42Bにより押さえられた状態となる〔図4,5、図7(c)参照〕。但し、図7と同様、図4,5では、既に積層台29上に複数のシート体が積層され、積層体4が存在する場合が図示されている。
When each
各負極用押さえ爪42Bによりセパレータ2の四隅が押さえられた状態となると、吸着部17による吸引を停止し、セパレータ2の吸着を解除する。そして、吸着部17が上昇し、負極箔積層工程へと移行する。
When the four corners of the
尚、以下の各積層工程でも同様であるが、吸着部17による吸引停止(シート体の吸着解除)のタイミングは、上記タイミングによらず、吸着部17がシート体を下方へ押さえ付け、シート体が位置ズレ等を起こさない状態となった後であれば、いつでもよい。
The same applies to each of the following stacking steps, but the suction stop (sheet body suction release) timing by the
負極箔積層工程が開始されると、吸着部17が電極箔供給ステージ12上へと案内される。ここで、吸着部17は、下降して、電極箔供給ステージ12上に供給された負極箔1を吸着する。
When the negative electrode foil laminating step is started, the
続いて、負極箔1を吸着した吸着部17が、積層ステージ13の積層台29上へと案内される〔図7(a)参照〕。
Subsequently, the adsorbing
ここで、吸着部17は、負極箔1を吸着した状態のまま下降して、当該負極箔1を上記セパレータ2上へ載置する。そして、吸着部17は、負極箔1を下方(セパレータ2)へ押さえ付けた状態で停止する。
Here, the adsorbing
この際、セパレータ2の各コーナー部が各負極用押さえ爪42Bにより押さえられた状態が維持されており、吸着部17の周縁部より外方へはみ出した負極箔1のはみ出し部分は、セパレータ2を押さえている各負極用押さえ爪42Bの上に載った状態となる〔図7(b)参照〕。
At this time, the state in which each corner portion of the
セパレータ2上に負極箔1が載置されると、各保持部材31は若干上昇すると共に、水平移動する。これにより、各負極用押さえ爪42Bは、セパレータ2から若干浮き上がった状態で、押さえ位置から退避位置へと一旦退避する。
When the
尚、以下の各積層工程でも同様であるが、押さえ爪42A,42Bが退避位置から押さえ位置へ移動する際の高さは、当該押さえ爪42A,42Bが押さえ位置から退避位置へ戻る際の高さよりも高くなるように設定されている。
The same applies to each of the following lamination processes, but the height when the
各負極用押さえ爪42Bが退避すると、負極箔1のはみ出し部分が真っ直ぐに延び、当該負極箔1は、波打つことなく平坦な状態となる。つまり、負極箔1全体が、上記セパレータ2と適正に重なり合った状態となる。
When each negative
このように、負極箔1全体がセパレータ2と適正に重なり合った状態となると、退避位置にある各保持部材31が上昇し、各押さえ爪42A,42Bの高さ位置が、載置された負極箔1の高さ位置よりも高い位置となる。
As described above, when the entire
続いて、各保持部材31を水平移動させ、再度、各負極用押さえ爪42Bを退避位置から負極箔1の各コーナー部の上方位置(押さえ位置)へと移動させる〔図6(a)参照〕。
Subsequently, each holding
各負極用押さえ爪42Bが押さえ位置へ移動すると、ここで各保持部材31が下降する。これにより、各負極用押さえ爪42Bが、負極箔1上方に離間した離間位置から、負極箔1に当接可能な当接位置へと変位する。そして、負極箔1の各コーナー部が各負極用押さえ爪42Bにより押さえられた状態となる〔図4,5、図7(c)参照〕。
When each
各負極用押さえ爪42Bにより負極箔1の四隅が押さえられた状態となると、吸着部17による吸引を停止し、負極箔1の吸着を解除する。そして、吸着部17が上昇し、第2セパレータ積層工程へと移行する。
When the four corners of the
第2セパレータ積層工程が開始されると、吸着部17がセパレータ供給ステージ11上へと案内される。ここで、吸着部17は、下降して、セパレータ供給ステージ11上に供給されたセパレータ2を吸着する。
When the second separator stacking process is started, the
続いて、セパレータ2を吸着した吸着部17が、積層ステージ13の積層台29上へと案内される〔図7(a)参照〕。
Subsequently, the
ここで、吸着部17は、セパレータ2を吸着した状態のまま下降して、当該セパレータ2を上記負極箔1上へ載置する。そして、吸着部17は、セパレータ2を下方(負極箔1)へ押さえ付けた状態で停止する。
Here, the adsorbing
この際、負極箔1の各コーナー部が各負極用押さえ爪42Bにより押さえられた状態が維持されており、吸着部17の周縁部より外方へはみ出したセパレータ2のはみ出し部分は、負極箔1を押さえている各負極用押さえ爪42Bの上に載った状態となる〔図7(b)参照〕。
At this time, the state where each corner portion of the
負極箔1上にセパレータ2が載置されると、各保持部材31は若干上昇すると共に、水平移動する。これにより、各負極用押さえ爪42Bは、負極箔1から若干浮き上がった状態で、押さえ位置から退避位置へと一旦退避する。
When the
尚、以下の各積層工程でも同様であるが、本実施形態では、電極箔1,3を押さえていた押さえ爪42A,42Bが、押さえ位置から退避位置へ移動する際の上昇量を、セパレータ2を押さえていた押さえ爪42A,42Bが、押さえ位置から退避位置へ移動する際の上昇量よりも大きく設定されている。
The same applies to each of the following lamination processes, but in this embodiment, the amount of rise when the
各負極用押さえ爪42Bが退避すると、セパレータ2のはみ出し部分が真っ直ぐに延び、当該セパレータ2は、波打つことなく平坦な状態となる。つまり、セパレータ2全体が、上記負極箔1と適正に重なり合った状態となる。
When each of the negative
このように、セパレータ2全体が負極箔1と適正に重なり合った状態となると、退避位置にある各保持部材31が上昇し、各押さえ爪42A,42Bの高さ位置が、載置されたセパレータ2の高さ位置よりも高い位置となる。
As described above, when the
続いて、各保持部材31を水平移動させ、各正極用押さえ爪42Aを退避位置からセパレータ2の各コーナー部の上方位置(押さえ位置)へと移動させる〔図6(b)参照〕。
Subsequently, each holding
各正極用押さえ爪42Aが押さえ位置へ移動すると、ここで各保持部材31が下降する。これにより、各正極用押さえ爪42Aが、セパレータ2上方に離間した離間位置から、セパレータ2に当接可能な当接位置へと変位する。そして、セパレータ2の各コーナー部が各正極用押さえ爪42Aにより押さえられた状態となる〔図4,5、図7(c)参照〕。
When each positive electrode
各正極用押さえ爪42Aによりセパレータ2の四隅が押さえられた状態となると、吸着部17による吸引を停止し、セパレータ2の吸着を解除する。そして、吸着部17が上昇し、正極箔積層工程へと移行する。
When the four corners of the
正極箔積層工程が開始されると、吸着部17が電極箔供給ステージ12上へと案内される。ここで、吸着部17は、下降して、電極箔供給ステージ12上に供給された正極箔3を吸着する。
When the positive foil stacking process is started, the
続いて、正極箔3を吸着した吸着部17が、積層ステージ13の積層台29上へと案内される〔図7(a)参照〕。
Subsequently, the adsorbing
ここで、吸着部17は、正極箔3を吸着した状態のまま下降して、当該正極箔3を上記セパレータ2上へ載置する。そして、吸着部17は、正極箔3を下方(セパレータ2)へ押さえ付けた状態で停止する。
Here, the adsorbing
この際、セパレータ2の各コーナー部が各正極用押さえ爪42Aにより押さえられた状態が維持されており、吸着部17の周縁部より外方へはみ出した正極箔3のはみ出し部分は、セパレータ2を押さえている各正極用押さえ爪42Aの上に載った状態となる〔図7(b)参照〕。
At this time, the state in which each corner portion of the
セパレータ2上に正極箔3が載置されると、各保持部材31は若干上昇すると共に、水平移動する。これにより、各正極用押さえ爪42Aは、セパレータ2から若干浮き上がった状態で、押さえ位置から退避位置へと一旦退避する。
When the
各正極用押さえ爪42Aが退避すると、正極箔3のはみ出し部分が真っ直ぐに延び、当該正極箔3は、波打つことなく平坦な状態となる。つまり、正極箔3全体が、上記セパレータ2と適正に重なり合った状態となる。
When each positive
このように、正極箔3全体がセパレータ2と適正に重なり合った状態となると、退避位置にある各保持部材31が上昇し、各押さえ爪42A,42Bの高さ位置が、載置された正極箔3の高さ位置よりも高い位置となる。
As described above, when the entire
続いて、各保持部材31を水平移動させ、再度、各正極用押さえ爪42Aを退避位置から正極箔3の各コーナー部の上方位置(押さえ位置)へと移動させる〔図6(a)参照〕。
Subsequently, each holding
各正極用押さえ爪42Aが押さえ位置へ移動すると、ここで各保持部材31が下降する。これにより、各正極用押さえ爪42Aが、正極箔3上方に離間した離間位置から、正極箔3に当接可能な当接位置へと変位する。そして、正極箔3の各コーナー部が各正極用押さえ爪42Aにより押さえられた状態となる〔図4,5、図7(c)参照〕。
When each positive electrode
各正極用押さえ爪42Aにより正極箔3の四隅が押さえられた状態となると、吸着部17による吸引を停止し、正極箔3の吸着を解除する。そして、吸着部17が上昇し、2順目の第1セパレータ積層工程へと移行する。
When the four corners of the
2順目の第1セパレータ積層工程が開始されると、吸着部17がセパレータ供給ステージ11上へと案内される。ここで、吸着部17は、下降して、セパレータ供給ステージ11上に供給されたセパレータ2を吸着する。
When the second first separator stacking step is started, the
続いて、セパレータ2を吸着した吸着部17が、積層ステージ13の積層台29上へと案内される〔図7(a)参照〕。
Subsequently, the
ここで、吸着部17は、セパレータ2を吸着した状態のまま下降して、当該セパレータ2を上記正極箔3上へ載置する。そして、吸着部17は、セパレータ2を下方(正極箔3)へ押さえ付けた状態で停止する。
Here, the adsorbing
この際、正極箔3の各コーナー部が各正極用押さえ爪42Aにより押さえられた状態が維持されており、吸着部17の周縁部より外方へはみ出したセパレータ2のはみ出し部分は、正極箔3を押さえている各正極用押さえ爪42Aの上に載った状態となる〔図7(b)参照〕。
At this time, the state in which each corner portion of the
正極箔3上にセパレータ2が載置されると、各保持部材31は若干上昇すると共に、水平移動する。これにより、各正極用押さえ爪42Aは、正極箔3から若干浮き上がった状態で、押さえ位置から退避位置へと一旦退避する。
When the
各正極用押さえ爪42Aが退避すると、セパレータ2のはみ出し部分が真っ直ぐに延び、当該セパレータ2は、波打つことなく平坦な状態となる。つまり、セパレータ2全体が、上記正極箔3と適正に重なり合った状態となる。
When each positive
このように、セパレータ2全体が正極箔3と適正に重なり合った状態となると、退避位置にある各保持部材31が上昇し、各押さえ爪42A,42Bの高さ位置が、載置されたセパレータ2の高さ位置よりも高い位置となる。
Thus, when the
続いて、各保持部材31を水平移動させ、各負極用押さえ爪42Bを退避位置からセパレータ2の各コーナー部の上方位置(押さえ位置)へと移動させる〔図6(b)参照〕。
Subsequently, each holding
各負極用押さえ爪42Bが押さえ位置へ移動すると、ここで各保持部材31が下降する。これにより、各負極用押さえ爪42Bが、セパレータ2上方に離間した離間位置から、セパレータ2に当接可能な当接位置へと変位する。そして、セパレータ2の各コーナー部が各負極用押さえ爪42Bにより押さえられた状態となる〔図4,5、図7(c)参照〕。
When each
各負極用押さえ爪42Bによりセパレータ2の四隅が押さえられた状態となると、吸着部17による吸引を停止し、セパレータ2の吸着を解除する。そして、吸着部17が上昇し、再び、正極箔積層工程へと移行する。
When the four corners of the
以降、上述したように、上記各種積層工程を所定回数繰り返すことで、下から順にセパレータ2、負極箔1、セパレータ2、正極箔3が繰り返し積み上げられた積層体4を得ることができる。
Thereafter, as described above, by repeating the above various lamination steps a predetermined number of times, it is possible to obtain a
以上詳述したように、本実施形態によれば、シート体を積層台29へ搬送し押さえつける搬送装置14(吸着部17)を備えると共に、正極箔3及びその下側に積層されるセパレータ2を押さえるための押さえ爪(正極用押さえ爪42A)と、負極箔1及びその下側に積層されるセパレータ2を押さえるための押さえ爪(負極用押さえ爪42B)とを別々に備えている。
As described in detail above, according to the present embodiment, the transport device 14 (adsorption unit 17) for transporting and pressing the sheet body to the stacking
これにより、正極用押さえ爪42A(又は負極用押さえ爪42B)が正極箔3(又は負極箔1)を押さえた際に付着した正極活物質(又は負極活物質)が、負極箔1(又は正極箔3)を押さえる際に当該負極箔1(又は正極箔3)に付着するおそれがない。
Thus, the positive electrode active material (or the negative electrode active material) attached when the positive electrode
また、シート体の四隅すべてを押さえる構成となっているため、シート体の四隅のうちいずれかがめくれ、折れ曲がった状態で、次のシート体が積層されてしまうといった不具合の発生を抑制することができる。 In addition, since all the four corners of the sheet body are pressed, any of the four corners of the sheet body is turned over, and the occurrence of a problem that the next sheet body is stacked in a bent state can be suppressed. .
さらに、本実施形態では、吸着部17によりシート体を押さえた状態で、シート体の四隅すべてを同時に解放し、当該シート体を一旦平らにした後、当該シート体を押さえる構成となっているため、皺や折れ曲がりなどの発生を抑制することができる。
Furthermore, in this embodiment, since the sheet body is pressed by the adsorbing
加えて、吸着部17によりシート体をより広い範囲で均一に押えつけることが可能となるため、上記作用効果をさらに高めると共に、シート体の位置ずれ等も発生しにくくなる。
In addition, since the
さらに加えて、本実施形態では、押さえ爪42A,42Bが退避位置から押さえ位置へ移動する際の高さが、当該押さえ爪42A,42Bが押さえ位置から退避位置へ戻る際の高さよりも高くなるように設定されている。これにより、押さえ爪42A,42Bがシート体を引っ掛けるおそれが低減される。結果として、シート体の折れ曲がりを抑制することができる。
In addition, in this embodiment, the height when the
また、本実施形態では、電極箔1,3を押さえていた押さえ爪42A,42Bが、押さえ位置から退避位置へ移動する際の上昇量を、セパレータ2を押さえていた押さえ爪42A,42Bが、押さえ位置から退避位置へ移動する際の上昇量よりも大きく設定されている。これにより、退避する押さえ爪42A,42Bにより電極箔1,3が擦られ、ダメージを受けるおそれを低減することができる。
Further, in this embodiment, the holding
さらに、本実施形態では、各押さえ爪42A,42Bが直進動作を行うように構成されている。これにより、旋回動作を行う押さえ爪に比べ、電極箔1,3が擦られる面積が少なくなり、電極箔1,3に与えるダメージを軽減することができる。
Furthermore, in this embodiment, each
加えて、本実施形態では、各保持部材31の水平移動方向が、積層台29(積層体4)の各辺に対しそれぞれ45°傾いた方向に設定されている。これにより、押さえ爪42A,42Bに擦られる電極箔1,3の面積を極力少なくすることができる。
In addition, in this embodiment, the horizontal movement direction of each holding
結果として、製品品質の低下抑制を図ることができる。 As a result, reduction in product quality can be suppressed.
また、本実施形態では、吸着部17によりシート体を押さえた状態で、4つの押さえ爪42A,42Bの切換えを行うことができる構成となっているため、装置の簡素化を図ることができる。
Further, in the present embodiment, since the four
さらに、本実施形態では、正極箔3を押さえる押さえ爪と、その下側に積層されるセパレータ2を押さえる押さえ爪とを同一の正極用押さえ爪42Aとすることが可能となると共に、負極箔1を押さえる押さえ爪と、その下側に積層されるセパレータ2を押さえる押さえ爪とを同一の負極用押さえ爪42Bとすることが可能となるため、セパレータ2用に別途の押さえ爪を設ける必要がなく、さらなる装置の簡素化を図ることができる。
Furthermore, in the present embodiment, the pressing claw that holds the
尚、上述した実施形態の記載内容に限定されることなく、例えば次のように実施してもよい。 In addition, you may implement as follows, for example, without being limited to the description content of embodiment mentioned above.
(a)上記実施形態では、積層装置10により積層電池に係る積層体4が製造される構成となっているが、これに限らず、例えば積層装置10によって、リチウムイオンキャパシタや電解コンデンサ等に係る積層体を製造する構成としてもよい。
(A) In the above-described embodiment, the
(b)上記実施形態に係る積層体4は、セパレータ2、負極箔1、セパレータ2、正極箔3がこの順序で、下から順に繰り返し積み上げられるようにして積層形成されているが、勿論、積層順序はこれに限定されるものではない。例えば、セパレータ2、正極箔3、セパレータ2、負極箔1の順序で、下から順に繰り返し積み上げられるようにしてもよいし、負極箔1又は正極箔3が最下層に位置する構成としてもよい。
(B) The
(c)シート体としての電極箔1,3及びセパレータ2の材質や形状等は、上記実施形態に限定されるものではない。例えば上記実施形態では、セパレータ2が多孔質樹脂フィルムにより構成されているが、絶縁性の不織布により構成してもよい。
(C) The material and shape of the electrode foils 1 and 3 and the
(d)搬送手段や吸着手段の構成は上記実施形態に限定されるものではない。例えば、上記実施形態では、多孔質体からなる吸着板(多孔質吸着板)19を採用しているが、これに限らず、多孔式吸着板を採用してもよい。 (D) The configuration of the transport unit and the suction unit is not limited to the above embodiment. For example, in the above-described embodiment, the adsorption plate (porous adsorption plate) 19 made of a porous material is adopted, but the present invention is not limited to this, and a porous adsorption plate may be adopted.
また、上記実施形態では、各供給ステージ11,12に供給された各シート体を、1つの搬送装置14を用いて積層ステージ13へ搬送する構成となっているが、これに代えて、各シート体にそれぞれ対応した複数の搬送装置を用意し、各搬送装置を用いて、積層ステージ13に対し各シート体を交互に搬送し積層する構成としてもよい。かかる場合には、これら複数の搬送装置により、本実施形態における搬送手段が構成されることとなる。
Moreover, in the said embodiment, although it has the structure which conveys each sheet | seat body supplied to each
また、上記実施形態では、負極箔1及び正極箔3共通の電極箔供給ステージ12が設けられているが、これに限らず、それぞれ別の電極箔供給ステージ12が設けられる構成としてもよい。すなわち、負極箔供給ステージ及び正極箔供給ステージがそれぞれ別に設けられていてもよい。
Moreover, in the said embodiment, although the electrode
(e)保持機構30の構成は上記実施形態に限定されるものではない。例えば、上記実施形態では、4つの保持部材31がタイミングベルト34により連動する構成となっているが、これに限らず、各保持部材31が個別に動作する構成としてもよい。
(E) The configuration of the
また、上記実施形態では、各保持部材31の水平移動方向が、平面視において、積層体4の各辺に対しそれぞれ45°傾いた方向に設定されているが、各保持部材31の水平移動方向は、これに限定されるものではない。
Moreover, in the said embodiment, although the horizontal movement direction of each holding
但し、正極用押さえ爪42A及び負極用押さえ爪42Bが一体形成された上記保持部材31の下では、少なくとも各保持部材31の水平移動方向が、積層体4の各辺に対し斜めに傾いている方が、各保持部材31の動作を簡素化する上では好ましい。
However, under the holding
(f)上記実施形態では、保持部材31が、水平方向変位手段としての連動駆動機構32により水平方向へ変位可能に構成されると共に、上下方向変位手段としての上下駆動機構45により上下方向へ変位可能に構成されている。これに限らず、例えば水平方向変位手段と上下方向変位手段を1つの駆動機構により具現化した構成としてもよい。これにより、保持部材31が水平方向へ移動しつつ、上下方向へも移動するといったように、水平面に対し斜めに移動可能な構成としてもよい。
(F) In the above embodiment, the holding
また、上記実施形態に係る上下駆動機構45は、偏心ローラ47により保持部材31を上下動する構成となっているが、これに限らず、例えば通常のローラの回転軸の位置を上下動することにより、保持部材31を上下動する構成としてもよい。
Further, the
(g)上記実施形態では、正極用押さえ爪42A及び負極用押さえ爪42Bが、保持部材31として一体形成された構成となっているが、これに限らず、正極用押さえ爪42Aと負極用押さえ爪42Bとがそれぞれ別体で設けられた構成としてもよい。
(G) In the above-described embodiment, the positive electrode
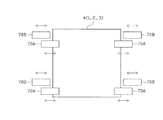
例えば、図8に示すように、積層体4の四隅に対応して、独立して動作する正極用押さえ爪70A及び負極用押さえ爪70Bをそれぞれ4つずつ備えた構成としてもよい。
For example, as shown in FIG. 8, it is good also as a structure provided with the
図8に示す例では、積層体4の4辺のうち相対向する2辺に対応して、各押さえ爪70A,70Bがそれぞれ2つずつ配置されており、当該2辺と直交する方向(図8の左右方向)に沿って各押さえ爪70A,70Bが直線的に水平移動可能に構成されている。勿論、各押さえ爪70A,70Bは、それぞれ上下動可能(紙面奥行き方向)に動作可能に構成されている。かかる構成により、上記実施形態と同様の手順で、積層体4を製造することができる。
In the example shown in FIG. 8, two pressing claws 70 </ b> A and 70 </ b> B are arranged in correspondence with two opposite sides of the four sides of the
(h)上記(g)のように、正極用押さえ爪、及び、負極用押さえ爪がそれぞれ別体で設けられた構成における各押さえ爪の動作形態は、図8に示した例のように、水平方向に直線的に変位するスライドタイプに限定されるものではない。 (H) As shown in the above (g), the operation mode of each presser claw in the configuration in which the presser claw for the positive electrode and the presser claw for the negative electrode are provided separately is as in the example shown in FIG. It is not limited to the slide type that is linearly displaced in the horizontal direction.
例えば、図9〜図12に示すように、積層体4の四隅に対応して、水平方向へ旋回動作する旋回タイプの正極用押さえ爪80A及び負極用押さえ爪80Bをそれぞれ4つずつ備えた構成としてもよい。勿論、各押さえ爪80A,80Bは、上下動可能(紙面奥行き方向)に動作可能に構成されている。尚、図9〜図12においては、便宜上、積層体4の2箇所のコーナー部付近のみを図示している。
For example, as shown in FIG. 9 to FIG. 12, a configuration in which four positive-type pressing claws 80 </ b> A and four negative-type pressing claws 80 </ b> B that rotate in the horizontal direction corresponding to the four corners of the
図9に示した例では、積層体4のコーナー部で交わる2辺のうちの一方の辺に対応して正極用押さえ爪80Aを設けると共に、他方の辺に対応して負極用押さえ爪80Bを設けている。
In the example shown in FIG. 9, the positive electrode pressing claw 80 </ b> A is provided corresponding to one side of the two sides intersecting at the corner of the
かかる構成によれば、上記実施形態と同様に、押さえ爪80A,80Bで押さえる箇所をほぼ同じ位置とできるため、シート体が押さえ爪80A,80Bにより擦られる箇所を極力少なくすることができる。
According to such a configuration, as in the above-described embodiment, the positions pressed by the
また、図10,11に示した例では、正極用押さえ爪80A及び負極用押さえ爪80Bがシート体の同じ辺を押さえることができるよう、積層体4の4辺のうち相対向する2辺に対応して、それぞれ正極用押さえ爪80A及び負極用押さえ爪80Bを2組ずつ設けると共に、各押さえ爪80A,80Bの退避位置から押さえ位置までの旋回角度をそれぞれ90°又は180°に設定している。
In the example shown in FIGS. 10 and 11, the positive electrode pressing claw 80 </ b> A and the negative electrode pressing claw 80 </ b> B are arranged on two opposite sides of the four sides of the
かかる構成によれば、正極用押さえ爪80A及び負極用押さえ爪80Bを連動させることも可能となり、制御の簡素化を図ることができる。また、図10に示した例では、保持機構30の幅(図10の左右方向の幅)を極力狭く抑えることができ、保持機構30の小型化を図ることができる。
According to such a configuration, it is possible to interlock the positive electrode
尚、押さえ爪80A,80Bを動かす駆動機構としては、モータやカム機構などが挙げられる。また、図11に示した例の旋回態様としては、図示したような往復動ではなく、一方向へ180°ずつ回転する態様とすることも可能となる(後述する図12の例に関しても同様)。
In addition, a motor, a cam mechanism, etc. are mentioned as a drive mechanism which moves the holding
また、図12に示した例では、正極用押さえ爪80Aを、積層体4の4辺のうち相対向する2辺に対応して、それぞれ2組ずつ設けると共に、負極用押さえ爪80Bを、積層体4の四隅のコーナー部に対応して設け、各押さえ爪80A,80Bの退避位置から押さえ位置までの旋回角度をそれぞれ180°に設定している。さらに、ここでは、押さえ位置に位置する押さえ爪80A,80Bの長手方向が、積層体4の各辺に対しそれぞれ45°傾いた方向に設定されている。これにより、退避する押さえ爪80A,80Bによって擦られる電極箔1,3の面積を極力少なくすることができる。
In the example shown in FIG. 12, two sets of positive electrode pressing claws 80 </ b> A are provided corresponding to two opposite sides of the four sides of the
尚、仮に1つの回動軸に対し正極用押さえ爪及び負極用押さえ爪の両者を一体形成し、これが旋回動作を行う構成とした場合には、押さえ爪の切換え等を行う際、退避位置へ退避する押さえ爪と、押さえ位置へ近づいてくる押さえ爪とが同じ高さで動作するようになるため、浮き上がったシート体の縁に、押さえ位置へ近づいてくる押さえ部材が引っかかり、シート体の縁がめくれ、折れ曲がるおそれがある。従って、旋回タイプの押さえ爪を採用する場合には、正極用押さえ爪と、負極用押さえ爪とを別体で設けることが好ましい。 In the case where both the positive and negative electrode holding claws are integrally formed on one rotating shaft, and this is configured to perform a turning operation, when the holding claws are switched, when the holding claws are switched, the retraction position is reached. Since the presser claw that retracts and the presser claw approaching the presser position operate at the same height, the presser member approaching the presser position is caught on the edge of the lifted sheet body, and the edge of the sheet body There is a risk of turning over and bending. Accordingly, when a swivel type presser claw is employed, it is preferable that the positive electrode presser claw and the negative electrode presser claw be provided separately.
1…負極箔、2…セパレータ、3…正極箔、4…積層体、10…積層装置、13…積層ステージ、14…搬送装置、17…吸着部、19…吸着板、29…積層台、30…保持機構、31…保持部材、32…連動駆動機構、42A…正極用押さえ爪、42B…負極用押さえ爪、45…上下駆動機構。
DESCRIPTION OF
Claims (4)
所定の吸着手段により順次、前記正極箔、負極箔又はセパレータを吸着して所定の積層位置へと搬送し、当該積層位置にて前記正極箔、負極箔又はセパレータを載置し積層していく搬送手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記正極箔の四隅、又は、前記正極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第1押さえ部材と、
水平方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから外方へ退避した退避位置と、前記正極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第1水平方向変位手段と、
上下方向における前記第1押さえ部材の位置を、少なくとも前記正極箔又は前記セパレータから上方へ離間した離間位置と、前記正極箔又は前記セパレータに当接可能な当接位置とに変位可能な第1上下方向変位手段と、
前記積層位置に積層される積層体の四隅に対応して設けられると共に、前記搬送手段により前記積層位置へと搬送され載置された前記負極箔の四隅、又は、前記負極箔の下側に積層されるよう、前記搬送手段により前記積層位置へと搬送され載置された前記セパレータの四隅を上から押さえるための4つの第2押さえ部材と、
水平方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから外方へ退避した退避位置と、前記負極箔又は前記セパレータの四隅に対応した押さえ位置とに変位可能な第2水平方向変位手段と、
上下方向における前記第2押さえ部材の位置を、少なくとも前記負極箔又は前記セパレータから上方へ離間した離間位置と、前記負極箔又は前記セパレータに当接可能な当接位置とに変位可能な第2上下方向変位手段とを備え、
前記搬送手段により新たに前記積層位置へ前記正極箔、負極箔又はセパレータを搬送し載置する際には、当該新たに載置した前記正極箔、負極箔又はセパレータを当該搬送手段により押さえた状態で、その下に既に載置された前記正極箔、負極箔又はセパレータの四隅を押さえている前記4つの第1押さえ部材又は前記4つの第2押さえ部材を退避させた後、前記新たに載置した前記正極箔、負極箔又はセパレータの四隅を、これに対応する前記4つの第1押さえ部材又は前記4つの第2押さえ部材により押さえるよう構成されていることを特徴とする積層装置。 A rectangular sheet-shaped positive electrode foil coated with a positive electrode active material and a rectangular sheet-shaped negative electrode foil coated with a negative electrode active material are alternately laminated via a rectangular sheet-shaped separator made of an insulating material. A laminating apparatus for producing a laminate,
The positive foil, negative foil or separator is sequentially sucked by a predetermined suction means and transported to a predetermined stacking position, and the positive foil, negative foil or separator is placed and stacked at the stacking position. Means,
Laminated at the four corners of the positive foil, which is provided corresponding to the four corners of the laminated body laminated at the lamination position, and transported to the lamination position by the conveying means, or under the positive foil. Four first pressing members for pressing the four corners of the separator transported and placed by the transport means to the stacking position from above;
The position of the first pressing member in the horizontal direction can be displaced to at least a retracted position retracted outward from the positive foil or the separator and a pressing position corresponding to the four corners of the positive foil or the separator. Directional displacement means;
The position of the first pressing member in the vertical direction is a first vertical position that can be displaced to at least a spaced position spaced upward from the positive foil or the separator, and a contact position that can contact the positive foil or the separator. Directional displacement means;
Provided corresponding to the four corners of the laminate laminated at the lamination position, and laminated at the four corners of the negative foil or the lower side of the negative foil carried and transported to the lamination position by the conveying means Four second pressing members for pressing the four corners of the separator transported and placed by the transport means to the stacking position from above,
A second horizontal position in which the position of the second pressing member in the horizontal direction can be displaced to at least a retracted position retracted outward from the negative foil or the separator and a pressing position corresponding to the four corners of the negative foil or the separator. Directional displacement means;
Second upper and lower positions displaceable in the vertical direction at least between a position spaced apart from the negative foil or the separator and a contact position capable of contacting the negative foil or the separator. Directional displacement means,
When the positive electrode foil, the negative electrode foil or the separator is newly transported and placed on the stacking position by the transport means, the positively placed positive foil, the negative electrode foil or the separator is pressed by the transport means. Then, after the four first pressing members or the four second pressing members pressing the four corners of the positive electrode foil, the negative electrode foil, or the separator that have already been placed under the retracted, the newly placed A lamination apparatus, wherein the four corners of the positive foil, the negative foil or the separator are pressed by the four first pressing members or the four second pressing members corresponding thereto.
当該第1押さえ部材及び第2押さえ部材が、前記押さえ位置から前記退避位置へ戻る際の高さよりも高くなるように設定されていることを特徴とする請求項1に記載の積層装置。 The height when the first pressing member and the second pressing member move from the retracted position to the pressing position,
The laminating apparatus according to claim 1, wherein the first pressing member and the second pressing member are set to be higher than a height when returning from the pressing position to the retracted position.
前記セパレータを押さえていた前記第1押さえ部材又は第2押さえ部材が、前記押さえ位置から前記退避位置へ移動する際の上昇量よりも大きく設定したことを特徴とする請求項1又は2に記載の積層装置。 The amount of increase when the first pressing member or the second pressing member holding the positive foil or the negative foil moves from the pressing position to the retracted position,
3. The first pressing member or the second pressing member that has pressed the separator is set to be larger than the rising amount when moving from the pressing position to the retracted position. Laminating equipment.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012226760A JP5709221B2 (en) | 2012-10-12 | 2012-10-12 | Laminating equipment |
| CN201310045551.5A CN103730680B (en) | 2012-10-12 | 2013-02-05 | Stacked laminator |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012226760A JP5709221B2 (en) | 2012-10-12 | 2012-10-12 | Laminating equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014078464A JP2014078464A (en) | 2014-05-01 |
| JP5709221B2 true JP5709221B2 (en) | 2015-04-30 |
Family
ID=50454668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012226760A Expired - Fee Related JP5709221B2 (en) | 2012-10-12 | 2012-10-12 | Laminating equipment |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5709221B2 (en) |
| CN (1) | CN103730680B (en) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6597029B2 (en) * | 2014-07-31 | 2019-10-30 | 株式会社村田製作所 | Laminating equipment |
| JP5783581B1 (en) * | 2014-08-06 | 2015-09-24 | Ckd株式会社 | Laminating apparatus and manufacturing method of laminated body |
| KR101725915B1 (en) * | 2015-01-09 | 2017-04-11 | 주식회사 엘지화학 | Jig Apparatus Comprising Press Bar |
| JP5923654B1 (en) * | 2015-10-27 | 2016-05-24 | Ckd株式会社 | Laminating equipment |
| JP6619683B2 (en) * | 2016-04-05 | 2019-12-11 | 株式会社日本マイクロニクス | Sheet lamination jig, method for producing laminated product, and method for producing sheet-shaped secondary battery |
| JP6676554B2 (en) * | 2017-01-17 | 2020-04-08 | Ckd株式会社 | Laminating equipment |
| JP6585639B2 (en) * | 2017-01-17 | 2019-10-02 | Ckd株式会社 | Laminating equipment |
| JP6585645B2 (en) * | 2017-02-14 | 2019-10-02 | Ckd株式会社 | Laminating equipment |
| CN108461797B (en) * | 2017-02-17 | 2021-01-22 | Da技术有限公司 | High-speed cell stack manufacturing apparatus for secondary batteries |
| KR20180109576A (en) * | 2017-03-28 | 2018-10-08 | (주)이티에스 | Electrode stacking method and electrode stacking apparatus performing the same |
| JP6930397B2 (en) * | 2017-11-29 | 2021-09-01 | 株式会社豊田自動織機 | Laminating equipment |
| JP6947136B2 (en) * | 2018-08-06 | 2021-10-13 | トヨタ自動車株式会社 | Electrode laminate manufacturing equipment |
| WO2020203114A1 (en) * | 2019-03-29 | 2020-10-08 | パナソニック株式会社 | Layered electrode body manufacturing device |
| US12107251B2 (en) | 2019-03-29 | 2024-10-01 | Panasonic Holdings Corporation | Device and method for manufacturing laminated electrode body |
| JP7147678B2 (en) * | 2019-05-08 | 2022-10-05 | トヨタ自動車株式会社 | Transfer method |
| CN110371639B (en) * | 2019-07-25 | 2024-08-06 | 杭州同悦自动化设备有限公司 | Pusher and push plate cooperative conveying mechanism of wrapper sheet machine |
| JP6824590B2 (en) * | 2019-07-31 | 2021-02-03 | 株式会社京都製作所 | Stacked battery manufacturing equipment |
| JP6888704B1 (en) * | 2020-02-14 | 2021-06-16 | トヨタ自動車株式会社 | Laminating equipment and laminating method |
| DE102022107942A1 (en) | 2022-04-04 | 2023-10-05 | Mb Atech Gmbh | Stacking unit for producing modules or precursors of modules |
| DE102022115207A1 (en) | 2022-06-17 | 2023-12-28 | Mb Atech Gmbh | Device for producing modules or precursors of modules |
| DE102022124788B3 (en) | 2022-09-27 | 2024-01-18 | Mb Atech Gmbh | Inspection during the production of modules or preliminary stages of modules |
| DE102022124784A1 (en) | 2022-09-27 | 2024-03-28 | Mb Atech Gmbh | Inspection during the production of modules or preliminary stages of modules |
| DE102022124777A1 (en) | 2022-09-27 | 2024-03-28 | Mb Atech Gmbh | Inspection during the production of modules or preliminary stages of modules |
| CN118522935A (en) * | 2023-11-01 | 2024-08-20 | 深圳欣界能源科技有限公司 | Battery cell lamination equipment, battery cell preparation method and battery |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100388648B1 (en) * | 2001-05-23 | 2003-06-25 | 주식회사 코캄엔지니어링 | Automated manufacturing system of lithium secondary cell |
| JP5099822B2 (en) * | 2007-07-27 | 2012-12-19 | Necトーキン株式会社 | Method and apparatus for manufacturing stacked battery |
| JP5217503B2 (en) * | 2008-02-29 | 2013-06-19 | 日産自動車株式会社 | Sheet laminating apparatus and sheet laminating method |
| JP5766904B2 (en) * | 2009-03-09 | 2015-08-19 | 日産自動車株式会社 | Sheet member laminating apparatus and sheet member laminating method |
| JP5997877B2 (en) * | 2011-04-07 | 2016-09-28 | 株式会社京都製作所 | Laminating apparatus and laminating method |
-
2012
- 2012-10-12 JP JP2012226760A patent/JP5709221B2/en not_active Expired - Fee Related
-
2013
- 2013-02-05 CN CN201310045551.5A patent/CN103730680B/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN103730680B (en) | 2015-12-02 |
| JP2014078464A (en) | 2014-05-01 |
| CN103730680A (en) | 2014-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5709221B2 (en) | Laminating equipment | |
| JP5997877B2 (en) | Laminating apparatus and laminating method | |
| CN103460490B (en) | Stacked laminator and laminating method | |
| JP6057984B2 (en) | Laminating apparatus and method | |
| JP6154801B2 (en) | Apparatus and method for manufacturing electrode body | |
| JP5766904B2 (en) | Sheet member laminating apparatus and sheet member laminating method | |
| EP2903072B1 (en) | Sheet material adhesive agent application method | |
| US20180272687A1 (en) | Sheet-laminating device and sheet-laminating method | |
| KR101968906B1 (en) | Device for corner rounding of lead tab for secondary battery | |
| JP2014009080A (en) | Transport apparatus for sheet body and apparatus for manufacturing layer built cell | |
| JP5432204B2 (en) | Electrode foil conveying device and laminated battery manufacturing device | |
| JP5272048B2 (en) | Sheet body conveying apparatus and laminated battery manufacturing apparatus | |
| JP2018116807A (en) | Lamination device | |
| JP5833265B1 (en) | Laminating equipment | |
| JP5923654B1 (en) | Laminating equipment | |
| JP6585645B2 (en) | Laminating equipment | |
| JP6444926B2 (en) | Laminating equipment | |
| JP6342375B2 (en) | Laminating equipment | |
| JP7206959B2 (en) | Stacking device | |
| JP6676554B2 (en) | Laminating equipment | |
| CN114641154B (en) | Panel equipment | |
| JP2009064920A (en) | Method of manufacturing laminated electronic parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140519 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5709221 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |