JP6930397B2 - Laminating equipment - Google Patents
Laminating equipment Download PDFInfo
- Publication number
- JP6930397B2 JP6930397B2 JP2017228914A JP2017228914A JP6930397B2 JP 6930397 B2 JP6930397 B2 JP 6930397B2 JP 2017228914 A JP2017228914 A JP 2017228914A JP 2017228914 A JP2017228914 A JP 2017228914A JP 6930397 B2 JP6930397 B2 JP 6930397B2
- Authority
- JP
- Japan
- Prior art keywords
- pressing member
- work
- area
- corner
- viewed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010030 laminating Methods 0.000 title claims description 69
- 238000003825 pressing Methods 0.000 claims description 191
- 229920005989 resin Polymers 0.000 claims description 91
- 239000011347 resin Substances 0.000 claims description 91
- 230000007423 decrease Effects 0.000 claims description 4
- 238000003860 storage Methods 0.000 description 39
- 238000000034 method Methods 0.000 description 17
- 238000003466 welding Methods 0.000 description 9
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- -1 nickel hydrogen Chemical class 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000007789 sealing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 239000007773 negative electrode material Substances 0.000 description 4
- 239000007774 positive electrode material Substances 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000008151 electrolyte solution Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 239000003507 refrigerant Substances 0.000 description 2
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- BFDHFSHZJLFAMC-UHFFFAOYSA-L nickel(ii) hydroxide Chemical compound [OH-].[OH-].[Ni+2] BFDHFSHZJLFAMC-UHFFFAOYSA-L 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920013636 polyphenyl ether polymer Polymers 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images

















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Cell Separators (AREA)
Description
本発明は、積層装置に関する。 The present invention relates to a laminating device.
特許文献1には、バイポーラ電池が記載されている。このバイポーラ電池は、互いに積層された複数枚のバイポーラ電極を含む電池要素を備える。バイポーラ電極は、集電体と、集電体の片方の面上に設けられた正極層と、集電体の他方の面上に設けられた負極層と、を有する。 Patent Document 1 describes a bipolar battery. The bipolar battery comprises a battery element that includes a plurality of bipolar electrodes stacked on top of each other. The bipolar electrode has a current collector, a positive electrode layer provided on one surface of the current collector, and a negative electrode layer provided on the other surface of the current collector.
上述したような電極を積層するときには、積層された電極間の位置ずれを抑制するために、例えば押圧部材によって積層された電極を押圧する場合がある。新たな電極が積層されるときには、押圧部材による押圧が一時的に開放され、新たな電極が積層された後に、再び押圧部材により積層された電極が押圧される。また、上述したような電極の外縁部には、樹脂枠が設けられている場合がある。電極に樹脂枠が設けられていると、電極と樹脂枠との線膨張率の差によって、電極に反りが生じることがある。このような反りが生じた電極を積層する場合に、押圧部材による押圧が開放されると、積層された電極の反りによる反力によって、積層された電極間の位置がずれるおそれがある。 When laminating the electrodes as described above, the laminated electrodes may be pressed by, for example, a pressing member in order to suppress the positional deviation between the laminated electrodes. When the new electrodes are laminated, the pressing by the pressing member is temporarily released, and after the new electrodes are laminated, the laminated electrodes are pressed again by the pressing member. Further, a resin frame may be provided on the outer edge of the electrode as described above. If the electrode is provided with a resin frame, the electrode may be warped due to the difference in linear expansion coefficient between the electrode and the resin frame. When the electrodes having such a warp are laminated, if the pressing force by the pressing member is released, the position between the laminated electrodes may shift due to the reaction force due to the warp of the laminated electrodes.
そこで、本発明は、電極を含むワーク間の位置ずれを抑制することができる積層装置を提供することを目的とする。 Therefore, an object of the present invention is to provide a laminating apparatus capable of suppressing a displacement between workpieces including electrodes.
本発明の積層装置は、矩形状の電極と電極の外縁部に設けられた矩形環状の樹脂枠とを含むワークを積層するための積層装置であって、ワークが載置される載置面を有する載置台と、載置面に載置されたワークを載置面に押圧するための押圧部と、を備え、載置面は、樹脂枠に対応する矩形環状のエリアを含み、押圧部は、エリアの第1対角線上に配置され、載置面に交差する第1方向から見てエリアの第1対角線上の第1角部に重複する第1位置と第1角部の外側の第2位置との間で移動可能とされた一対の第1押圧部材と、エリアの第2対角線上に配置され、第1方向から見てエリアの第2対角線上の第2角部に重複する第3位置と第2角部の外側の第4位置との間で移動可能とされた一対の第2押圧部材と、を有し、第1押圧部材は、第1位置においてワークを押圧し、第2押圧部材は、第1方向について第1押圧部材と異なる位置に配置され、第3位置においてワークを押圧する。 The laminating device of the present invention is a laminating device for laminating a work including a rectangular electrode and a rectangular annular resin frame provided on an outer edge of the electrode, and a mounting surface on which the work is placed is placed. The mounting table is provided with a mounting table and a pressing portion for pressing the work mounted on the mounting surface against the mounting surface. The mounting surface includes a rectangular annular area corresponding to the resin frame, and the pressing portion includes a rectangular annular area corresponding to the resin frame. , The first position located on the first diagonal of the area and overlapping the first corner on the first diagonal of the area when viewed from the first direction intersecting the mounting surface and the second outside the first corner. A pair of first pressing members that are movable between positions and a third that is arranged on the second diagonal of the area and overlaps the second corner of the area on the second diagonal when viewed from the first direction. It has a pair of second pressing members that are movable between the position and the fourth position outside the second corner, and the first pressing member presses the work in the first position and the second The pressing member is arranged at a position different from that of the first pressing member in the first direction, and presses the work at the third position.
この積層装置においては、ワークを載置面に押圧するための押圧部が、第1押圧部材及び第2押圧部材を有している。したがって、載置面にワークが積層される毎に、第1押圧部材及び第2押圧部材によって、交互にワークを載置面に押圧することができる。すなわち、一方の押圧部材によってすでに積層されたワークを押圧した状態において、他方の押圧部材によって新たに積層されるワークを更に押圧することができる。このため、たとえワークに反りが生じていたとしても、続いて積層されるワークを押圧するために、一方の押圧部材の押圧を一時的に開放したときに、積層されたワークが他方の押圧部材によって押圧されているため、積層されたワークの反りによる反力によってワーク間の位置がずれることが抑制される。しかも、この積層装置においては、一対の第1押圧部材はエリアの第1角部に重複する第1位置においてワークを押圧し、一対の第2押圧部材はエリアの第2角部に重複する第3位置においてワークを押圧する。つまり、ワークの外縁がエリアの外縁に重複するようにワークが載置面上に積層されるときに、ワークの四つの辺部が常に押圧されることになる。したがって、例えばワークの二つの辺部が押圧される場合に比べて、ワークの反りが確実に矯正される。これにより、ワークが積層されるときに、新たに積層されるワークは、反りが確実に矯正されたワーク上に積層されるため、新たに積層されるワークとすでに積層されたワークとの間の位置ずれが抑制される。以上により、この積層装置によれば、ワーク間の位置ずれを抑制することができる。 In this laminating device, the pressing portion for pressing the work against the mounting surface has a first pressing member and a second pressing member. Therefore, each time the work is laminated on the mounting surface, the work can be alternately pressed against the mounting surface by the first pressing member and the second pressing member. That is, in a state where one pressing member has already pressed the laminated work, the other pressing member can further press the newly laminated work. Therefore, even if the work is warped, when the pressure of one pressing member is temporarily released in order to press the work to be laminated subsequently, the laminated work is pressed by the other pressing member. Because it is pressed by the work, the position between the works is suppressed from being displaced due to the reaction force due to the warp of the stacked works. Moreover, in this laminating device, the pair of first pressing members press the work at the first position overlapping the first corner portion of the area, and the pair of second pressing members overlap the second corner portion of the area. Press the work in 3 positions. That is, when the work is laminated on the mounting surface so that the outer edge of the work overlaps the outer edge of the area, the four sides of the work are always pressed. Therefore, the warp of the work is surely corrected as compared with the case where two sides of the work are pressed, for example. As a result, when the workpieces are laminated, the newly laminated workpieces are laminated on the workpieces whose warpage is surely corrected, so that between the newly laminated workpieces and the already laminated workpieces. Misalignment is suppressed. As described above, according to this laminating device, it is possible to suppress the positional deviation between the workpieces.
本発明の積層装置においては、第1押圧部材及び第2押圧部材は、載置面側の第1面と、載置面とは反対側の第2面と、を有し、第2面は、第1方向から見てエリアに重複する部分であって、エリアの外側から内側に向かうにつれて載置面からの距離が漸減するように傾斜した傾斜部を含んでもよい。この場合、例えば第2面が載置面と平行である場合に比べて、新たなワークが一方の押圧部材上に積層された後、他方の押圧部材によって押圧されたときに、一方の押圧部材の第2面と内側面とにより構成されるエッジによって傷つけられることが抑制される。 In the laminating device of the present invention, the first pressing member and the second pressing member have a first surface on the mounting surface side and a second surface on the side opposite to the mounting surface, and the second surface is , A portion that overlaps the area when viewed from the first direction, and may include an inclined portion that is inclined so that the distance from the mounting surface gradually decreases from the outside to the inside of the area. In this case, for example, as compared with the case where the second surface is parallel to the mounting surface, when a new work is laminated on one pressing member and then pressed by the other pressing member, one pressing member is pressed. It is suppressed from being damaged by the edge composed of the second surface and the inner surface of the above.
本発明の積層装置においては、第1押圧部材は、第1方向から見て対応する第1角部に沿うように屈曲した第1内側面を有し、第2押圧部材は、第1方向から見て対応する第2角部に沿うように屈曲した第2内側面を有していてもよい。この場合、第1内側面又は第2内側面によって、ワークの樹脂枠がエリア上に位置するようにワークをガイドすることができる。 In the laminating device of the present invention, the first pressing member has a first inner surface bent along the corresponding first corner portion when viewed from the first direction, and the second pressing member is from the first direction. It may have a second inner surface that is bent along the corresponding second corner. In this case, the work can be guided so that the resin frame of the work is located on the area by the first inner side surface or the second inner side surface.
本発明の積層装置は、第1方向から見て、エリアの外側において第1押圧部材と第2押圧部材との間に配置され、樹脂枠がエリア上に位置するようにワークをガイドするガイド部材を更に備えてもよい。この場合、ガイド部材によって、ワークの樹脂枠がエリア上に位置するようにワークをガイドすることができる。 The laminating device of the present invention is arranged between the first pressing member and the second pressing member on the outside of the area when viewed from the first direction, and is a guide member that guides the work so that the resin frame is located on the area. May be further provided. In this case, the guide member can guide the work so that the resin frame of the work is located on the area.
本発明によれば、電極を含むワーク間の位置ずれを抑制することができる積層装置を提供可能である。 According to the present invention, it is possible to provide a laminating device capable of suppressing a displacement between workpieces including electrodes.
以下、本発明の実施形態について、図面を参照して詳細に説明する。なお、各図において同一又は相当部分には同一符号を付し、重複する説明を省略する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. In each figure, the same or corresponding parts are designated by the same reference numerals, and duplicate description will be omitted.
図1は、蓄電装置の一実施形態を示す概略断面図である。図1に示される蓄電装置1は、例えばフォークリフト、ハイブリッド自動車、電気自動車等の各種車両のバッテリとして用いられる。蓄電装置1は、複数の蓄電モジュール4を積層してなる蓄電モジュール積層体2と、蓄電モジュール積層体2に対して積層方向に拘束荷重を付加する拘束部材3とを備えて構成されている。
FIG. 1 is a schematic cross-sectional view showing an embodiment of a power storage device. The power storage device 1 shown in FIG. 1 is used as a battery for various vehicles such as forklifts, hybrid vehicles, and electric vehicles. The power storage device 1 includes a power
蓄電モジュール積層体2は、複数(本実施形態では3体)の蓄電モジュール4と、複数(本実施形態では4枚)の導電板5とによって構成されている。蓄電モジュール4は、例えば後述するバイポーラ電極14を備えたバイポーラ電池であり、積層方向から見て矩形状をなしている。蓄電モジュール4は、例えばニッケル水素二次電池、リチウムイオン二次電池等の二次電池、又は電気二重層キャパシタである。以下の説明では、ニッケル水素二次電池を例示する。
The power
積層方向に隣り合う蓄電モジュール4,4同士は、導電板5を介して電気的に接続されている。導電板5は、積層方向に隣り合う蓄電モジュール4,4間と、積層端に位置する蓄電モジュール4の外側と、にそれぞれ配置されている。積層端に位置する蓄電モジュール4の外側に配置された一方の導電板5には、正極端子6が接続されている。積層端に位置する蓄電モジュール4の外側に配置された他方の導電板5には、負極端子7が接続されている。正極端子6及び負極端子7は、例えば導電板5の縁部から積層方向に交差する方向に引き出されている。正極端子6及び負極端子7により、蓄電装置1の充放電が実施される。
The
各導電板5の内部には、空気等の冷媒を流通させる複数の流路5aが設けられている。各流路5aは、例えば積層方向と、正極端子6及び負極端子7の引き出し方向とにそれぞれ直交する方向に互いに平行に延在している。これらの流路5aに冷媒を流通させることで、導電板5は、蓄電モジュール4,4同士を電気的に接続する接続部材としての機能のほか、蓄電モジュール4で発生した熱を放熱する放熱板としての機能を併せ持つ。なお、図1の例では、積層方向から見た導電板5の面積は、蓄電モジュール4の面積よりも小さいが、放熱性の向上の観点から、導電板5の面積は、蓄電モジュール4の面積と同じであってもよく、蓄電モジュール4の面積よりも大きくてもよい。
Inside each
拘束部材3は、蓄電モジュール積層体2を積層方向に挟む一対のエンドプレート8,8と、エンドプレート8,8同士を締結する締結ボルト9及びナット10とによって構成されている。エンドプレート8は、積層方向から見た蓄電モジュール4及び導電板5の面積よりも一回り大きい面積を有する矩形の金属板である。エンドプレート8の内側面(蓄電モジュール積層体2側の面)には、電気絶縁性を有するフィルムFが設けられている。フィルムFにより、エンドプレート8と導電板5との間が絶縁されている。
The restraint member 3 is composed of a pair of end plates 8 and 8 that sandwich the power
エンドプレート8の縁部には、蓄電モジュール積層体2よりも外側となる位置に挿通孔8aが設けられている。締結ボルト9は、一方のエンドプレート8の挿通孔8aから他方のエンドプレート8の挿通孔8aに向かって通され、他方のエンドプレート8の挿通孔8aから突出した締結ボルト9の先端部分には、ナット10が螺合されている。これにより、蓄電モジュール4及び導電板5がエンドプレート8,8によって挟持されて蓄電モジュール積層体2としてユニット化されると共に、蓄電モジュール積層体2に対して積層方向に拘束荷重が付加される。
An
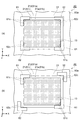
次に、蓄電モジュール4の構成について更に詳細に説明する。図2は、蓄電モジュール4の内部構成を示す概略断面図である。同図に示すように、蓄電モジュール4は、電極積層体11と、電極積層体11を封止する樹脂製の封止体12とを備えている。
Next, the configuration of the
電極積層体11は、セパレータ13を介して複数のバイポーラ電極14が積層されてなる。この例では、電極積層体11の積層方向Dは蓄電モジュール積層体2の積層方向と一致している。バイポーラ電極14は、積層方向から見て矩形状をなしている。電極積層体11は、積層方向Dに延びる側面11aを有している。バイポーラ電極14は、電極板15、電極板15の一方面15aに設けられた正極16、電極板15の他方面15bに設けられた負極17を含んでいる。正極16は、正極活物質が塗工されてなる正極活物質層である。負極17は、負極活物質が塗工されてなる負極活物質層である。電極積層体11において、一のバイポーラ電極14の正極16は、セパレータ13を挟んで積層方向Dに隣り合う一方のバイポーラ電極14の負極17と対向している。電極積層体11において、一のバイポーラ電極14の負極17は、セパレータ13を挟んで積層方向Dに隣り合う他方のバイポーラ電極14の正極16と対向している。
The
電極積層体11において、積層方向Dの一端には負極終端電極18が配置され、積層方向Dの他端には正極終端電極19が配置されている。負極終端電極18は、電極板15、及び電極板15の他方面15bに設けられた負極17を含んでいる。負極終端電極18の負極17は、セパレータ13を介して積層方向Dの一端のバイポーラ電極14の正極16と対向している。負極終端電極18の電極板15の一方面15aには、蓄電モジュール4に隣接する一方の導電板5が接触している。正極終端電極19は、電極板15、及び電極板15の一方面15aに設けられた正極16を含んでいる。正極終端電極19の電極板15の他方面15bには、蓄電モジュール4に隣接する他方の導電板5が接触している。正極終端電極19の正極16は、セパレータ13を介して積層方向Dの他端のバイポーラ電極14の負極17と対向している。
In the
電極板15は、金属製であり、例えばニッケルを含んだ集電板である。電極板15は、例えばニッケルからなる金属箔、或いはニッケルメッキ鋼板からなり、矩形状をなしている。電極板15の外縁部15c(バイポーラ電極14の外縁部)は、矩形枠状をなし、正極活物質及び負極活物質が塗工されない未塗工領域となっている。正極16を構成する正極活物質としては、例えば水酸化ニッケルが挙げられる。負極17を構成する負極活物質としては、例えば水素吸蔵合金が挙げられる。本実施形態では、電極板15の他方面15bにおける負極17の形成領域は、電極板15の一方面15aにおける正極16の形成領域に対して一回り大きくなっている。
The
セパレータ13は、例えばシート状に形成され、矩形状をなしている。セパレータ13としては、ポリエチレン(PE)、ポリプロピレン(PP)等のポリオレフィン系樹脂からなる多孔質フィルム、ポリプロピレン、ポリエチレンテレフタレート(PET)、メチルセルロース等からなる織布又は不織布等が例示される。セパレータ13は、フッ化ビニリデン樹脂化合物で補強されたものであってもよい。なお、セパレータ13は、シート状に限られず、袋状のものを用いてもよい。
The
封止体12は、例えば絶縁性の樹脂によって矩形の筒状に形成されている。封止体12を構成する樹脂材料としては、例えばポリプロピレン(PP)、ポリフェニレンサルファイド(PPS)、又は変性ポリフェニレンエーテル(変性PPE)などが挙げられる。封止体12は、積層方向Dに延びる電極積層体11の側面11aにおいて電極板15の外縁部15cを保持すると共に、側面11aを取り囲むように構成されている。
The sealing
封止体12は、外縁部15cに設けられた第1樹脂部21(樹脂枠)と、側面11aに沿って第1樹脂部21を外側から包囲する第2樹脂部22とを有している。第1樹脂部21は、積層方向Dから見て、矩形環状をなし、例えば超音波又は熱により、外縁部15cの全周にわたって連続的に溶着されている。第1樹脂部21は、電極板15の一方面15a側の外縁部15cに設けられている。第1樹脂部21は所定の厚さ(積層方向Dの長さ)を有するフィルムである。電極板15の端面は、第1樹脂部21から露出している。第1樹脂部21は、積層方向Dから見て、正極16及び負極17から離間して設けられている。
The sealing
第1樹脂部21は、積層方向Dに隣り合う電極板15の外縁部15c同士の間に位置している第1部分21aと、電極板15から外側に張り出している第2部分21bと、を有している。第1部分21aは、第1樹脂部21の内周側の部分である。バイポーラ電極14及び正極終端電極19における外縁部15cに設けられた第1樹脂部21では、第1部分21aの内側に第1樹脂部21の他の部分よりも薄い(積層方向Dの長さが短い)段差部21cが設けられている。段差部21cにはセパレータ13の外縁部が配置され、積層方向Dから見て、段差部21cとセパレータ13の外縁部とは重なっている。セパレータ13は、セパレータ13の外縁に沿って並ぶ数箇所において、例えば溶着により段差部21cに取り付けられている。負極終端電極18の一方面15a側には、セパレータ13が配置されていないので、負極終端電極18の外縁部15cに設けられた第1樹脂部21には、段差部21cが設けられていない。本実施形態では、段差部21cの高さ(積層方向Dの長さ)は、セパレータ13の厚さと同等であるが、同等でなくてもよい。第2部分21bの一部は、第2樹脂部22に埋没している。積層方向Dで隣り合う第1樹脂部21,21同士は、互いに離間している。
The
第2樹脂部22は、電極積層体11及び第1樹脂部21の外側に設けられ、蓄電モジュール4の外壁(筐体)を構成している。第2樹脂部22は、例えば樹脂の射出成形によって形成され、積層方向Dにおいて電極積層体11の全長にわたって延在している。第2樹脂部22は、積層方向Dを軸方向として延在する筒状部である。第2樹脂部22は、積層方向Dに延在する第1樹脂部21の外側面を覆っている。第2樹脂部22は、例えば、射出成形時の熱によって第1樹脂部21の外表面に溶着されている。
The second resin portion 22 is provided outside the
第2樹脂部22は、積層方向Dに隣り合うバイポーラ電極14,14の間、積層方向Dに隣り合う負極終端電極18とバイポーラ電極14との間、及び積層方向Dに隣り合う正極終端電極19とバイポーラ電極14との間をそれぞれ封止している。これにより、積層方向Dで隣り合うバイポーラ電極14,14の間、積層方向Dに隣り合う負極終端電極18とバイポーラ電極14との間、及び積層方向Dに隣り合う正極終端電極19とバイポーラ電極14との間には、それぞれ気密に仕切られた内部空間Vが形成されている。この内部空間Vには、例えば水酸化カリウム水溶液等のアルカリ水溶液からなる電解液(不図示)が収容されている。電解液は、セパレータ13、正極16及び負極17内に含浸されている。電解液は強アルカリ性なので、封止体12は、耐強アルカリ性を有する樹脂材料により構成されている。
The second resin portion 22 is formed between the
図3(a)は、樹脂付電極を一方面側から見た平面図であり、図3(b)は、樹脂付電極を他方面側から見た平面図である。図3(a)及び図3(b)に示される樹脂付電極31は、図2に示されるバイポーラ電極14の電極板15の一方面15a側の外縁部15cに第1樹脂部21を、例えば溶着により設けることによって構成されている。樹脂付電極31は、シート状を呈している。樹脂付電極31の外縁は、樹脂付電極31の厚さ方向から見て、例えば矩形状を呈している。なお、矩形状は、完全な矩形状に限らず、略矩形状であってもよく、例えば、角部が丸められた形状、角部が面取りされた形状、辺に凹凸が設けられた形状であってもよい。第1樹脂部21は、矩形状の外縁21dと、矩形状の内縁21eと、を有している。なお、図3(a)及び図3(b)においては、第1樹脂部21の段差部21cが省略されている。
FIG. 3A is a plan view of the resin-attached electrode viewed from one side, and FIG. 3B is a plan view of the resin-attached electrode viewed from the other side. The resin-attached
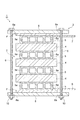
図4は、上述した蓄電装置1の製造工程において、樹脂付電極31(以下、ワーク31という)の積層に用いられる積層装置を示す図である。図4に示されるように、積層装置40は、載置台50と、押圧部60と、を備えている。載置台50は、矩形板状を呈している。載置台50は、ワーク31が載置される載置面50aを有している。載置面50aは、エリア51を含んでいる。押圧部60は、載置面50aに載置されたワーク31を載置面50aに押圧するために、載置台50における載置面50a側に設けられている。
FIG. 4 is a diagram showing a laminating device used for laminating resin-attached electrodes 31 (hereinafter, referred to as work 31) in the manufacturing process of the power storage device 1 described above. As shown in FIG. 4, the
図5は、積層装置40の平面図である。図5に示されるように、エリア51は、外縁51aと、内縁51bと、を含んでいる。エリア51は、第1樹脂部21に対応する矩形環状を呈している。載置面50aに交差する第1方向(例えばZ軸方向)から見た場合におけるエリア51の外縁51a及び内縁51bは、それぞれワーク31の厚さ方向から見た場合における第1樹脂部21の外縁21d及び内縁21eと同じ形状を呈している。つまり、エリア51上にワーク31を配置したときに、エリア51の形状は、第1樹脂部21と重複する。
FIG. 5 is a plan view of the
エリア51は、一対の第1角部51cと、一対の第2角部51dと、を含んでいる。ここでは、第1角部51c及び第2角部51dをハッチングにより示している。第1角部51c及び第2角部51dは、それぞれエリア51内の所定のエリアである。一対の第1角部51cは、エリア51の第1対角線51e上において互いに対向している。一対の第2角部51dは、エリア51の第2対角線51f上において互いに対向している。エリア51の対角線とは、第1方向から見てエリア51の全体の対角線をいう。エリア51の対角線は、ここでは外縁51aの対角線である。エリア51の対角線は、内縁51bの対角線であってもよい。なお、第1対角線51eと第2対角線51fとは、エリア51の互いに異なる対角線である。
第1角部51cは、第1対角線51e上において外縁51aの角を構成する辺部分の一部を含んでいる。第1角部51cは、第1対角線51e上において内縁51bの角を構成する辺部分の一部を含んでいる。第2角部51dは、第2対角線51f上において外縁51aの角を構成する辺部分の一部を含んでいる。第2角部51dは、第2対角線51f上において内縁51bの角を構成する辺部分の一部を含んでいる。
The
再び図4を参照する。図4に示されるように、押圧部60は、一対の第1押圧部材61と、一対の第2押圧部材62と、複数の支持部材63と、を有している。支持部材63は、第1押圧部材61及び第2押圧部材62のそれぞれに対応して設けられている。第1押圧部材61及び第2押圧部材62は、それぞれ支持部材63によって載置面50a上に支持されている。第1押圧部材61と第2押圧部材62とは、第1方向について互いに異なる位置(ここでは、高さ)に配置されている。
See FIG. 4 again. As shown in FIG. 4, the
載置台50の載置面50aには、複数の孔52が形成されている。それぞれの孔52は、エリア51の外側において、第1対角線51e及び第2対角線51f上に形成されている。支持部材63は、孔52内に配置され、載置面50a(例えばXY面)に沿って移動可能であり、且つ、第1方向に沿って移動可能とされている(すなわち、3次元的に移動可能である)。支持部材63は、例えばアクチュエータ等の駆動によって移動する。
A plurality of
第1押圧部材61は、エリア51の第1対角線51e上に配置され、支持部材63の一端に固定されている。第2押圧部材62は、エリア51の第2対角線51f上に配置され、支持部材63の一端に固定されている。第1押圧部材61及び第2押圧部材62は、第1方向から見てL字状を呈している。第1押圧部材61は、第1面61aと、第2面61bと、第1内側面61cと、を有している。第1面61aは、載置面50a側の面である。第2面61bは、載置面50aとは反対側の面である。第1面61a及び第2面61bは、載置面50aと平行な面である。
The first pressing
第2押圧部材62は、第1面62aと、第2面62bと、第2内側面62cと、を有している。第1面62aは、載置面50a側の面である。第2面62bは、載置面50aとは反対側の面である。第1面62a及び第2面62bは、載置面50aと平行な面である。
The second pressing
図5に示されるように、第1押圧部材61の第1内側面61cは、第1方向から見て対応する第1角部51cに沿うように屈曲している。第1内側面61cは、第1方向から見て第1角部51cにおけるエリア51の外縁51aに沿うように形成されている。第2押圧部材62の第2内側面62cは、第1方向から見て対応する第2角部51dに沿うように屈曲している。第2内側面62cは、第1方向から見て第2角部51dにおけるエリア51の外縁51aに沿うように形成されている。
As shown in FIG. 5, the first
第1押圧部材61及び第2押圧部材62は、支持部材63の移動に伴って移動可能とされている。第1押圧部材61は、第1方向から見て第1角部51cに重複する第1位置61dと第1角部51cの外側の第2位置61eとの間で移動可能とされている。第2押圧部材62は、第1方向から見て第2角部51dに重複する第3位置62dと第2角部51dの外側の第4位置62eとの間で移動可能とされている。第1押圧部材61は、第1位置61dにおいてワーク31を押圧する。第2押圧部材62は、第3位置62dにおいてワーク31を押圧する。
The first pressing
第1位置61dは、第1方向から見て第1押圧部材61における第1内側面61cが第1角部51cにおけるエリア51の内縁51bと重複する位置である。第2位置61eは、エリア51の外側において第1押圧部材61における第1内側面61cが第1角部51cにおけるエリア51の外縁51aに近接した位置である。第3位置62dは、第1方向から見て第2押圧部材62における第2内側面62cが第2角部51dにおけるエリア51の内縁51bと重複する位置である。第4位置62eは、エリア51の外側において第2押圧部材62における第2内側面62cが第2角部51dにおけるエリア51の外縁51aに近接した位置である。
The
近接とは、間の隙間が僅かであることを意味する。すなわち、第1方向から見て第1内側面61c及び第2内側面62cのそれぞれとエリア51の外縁51aとの間の隙間は、第1樹脂部21がエリア51上に位置するようにワーク31を載置面50a上に載置することを阻害しない範囲、且つ、所望の精度でワーク31を位置決めすることができる程度に設けられている。
Proximity means that the gap between them is small. That is, the gap between each of the first
以上のように構成された積層装置40では、以下のように、ワーク31が積層される。図6は、積層装置40を用いたワーク31の積層工程の概略を示す図である。積層工程においては、まず、図6の(a)に示されるように、吸着板80によってワーク31を吸着して積層装置40上に搬送する。続いて、ワーク31の第1樹脂部21がエリア51(図5参照)上に位置するようにワーク31を積層する。このとき、図6の(b)に示されるように、ワーク31は、すでに積層されたワーク31及びワーク31の一対の角部を押圧している第1押圧部材61上に積層される。続いて、第2押圧部材62により新たなワーク31の一対の角部を押圧する。このように、積層装置40においては、第1押圧部材61及び第2押圧部材62によって積層されるワーク31を交互に押圧する。
In the
次に、積層装置40を用いたワーク31の積層工程について詳細に説明する。図7〜図12は、ワーク31の積層工程を示す図である。図7〜図12に示されるワーク31においては、正極16が省略されている。図7の(a)に示されるように、ここでは、第1押圧部材61が第2位置61e(図5参照)に配置されており、第2押圧部材62が第4位置62e(図5参照)に配置されている。このとき、第1押圧部材61の第1面61a(図4参照)は、載置面50aとほぼ同一の面上に位置している。同様に、第2押圧部材62の第1面62a(図4参照)は、載置面50aとほぼ同一の面上に位置している。
Next, the laminating process of the
続いて、図7の(b)に示されるように、第1のワーク31の第1樹脂部21がエリア51上に位置するように第1のワーク31を載置面50a上に載置する。このとき、第1のワーク31は、第1押圧部材61の第1内側面61c及び第2押圧部材62の第2内側面62cによってガイドされる。なお、最初に載置面50a上に載置される第1のワーク31は、正極終端電極19を含んでいる。
Subsequently, as shown in FIG. 7B, the
続いて、図8の(a)に示されるように、第1押圧部材61によって第1位置61d(図5参照)において第1のワーク31を押圧する。具体的には、まず、第1方向に沿って載置面50aから遠ざかるように第1押圧部材61を移動させる。これにより、第1押圧部材61の第1面61aを第1のワーク31よりも上方に配置する。続いて、第1方向から見て第1内側面61cが第1のワーク31の第1樹脂部21の内縁21eに重複するように第1押圧部材61を第1位置61dに移動させる。続いて、載置面50aに向けて第1押圧部材61を移動させることによって、第1のワーク31を載置面50aに押圧する。これにより、仮に第1のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 8A, the first pressing
続いて、図8の(b)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第1押圧部材61の第1内側面61cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図9の(a)に示されるように、第2のワーク31の第1樹脂部21がエリア51上に位置するように第1のワーク31、セパレータ13及び第1押圧部材61上に第2のワーク31を積層する。このとき、第2のワーク31は、第2押圧部材62の第2内側面62cによってガイドされる。なお、第2のワーク31は、バイポーラ電極14を含んでいる。
Subsequently, as shown in FIG. 8B, the
続いて、図9の(b)に示されるように、第2押圧部材62によって第3位置62d(図5参照)において第2のワーク31を押圧する。具体的には、まず、第1方向に沿って載置面50aから遠ざかるように第2押圧部材62を移動させる。これにより、第2押圧部材62の第1面62aを第2のワーク31よりも上方に配置する。続いて、第1方向から見て第2内側面62cが第2のワーク31の第1樹脂部21の内縁21eに重複するように第2押圧部材62を第3位置62dに移動させる。続いて、載置面50aに向けて第2押圧部材62を移動させることによって、第1のワーク31を介して第2のワーク31を載置面50aに押圧する。これにより、仮に第2のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 9B, the second pressing
続いて、図10の(a)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第2押圧部材62の第2内側面62cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図10の(b)に示されるように、第1押圧部材61による押圧を開放し、第1内側面61cが第1角部51c(図5参照)におけるエリア51の外縁51aの外側に位置するように第1押圧部材61を第2位置61eに移動させる。
Subsequently, as shown in FIG. 10A, the
続いて、図11の(a)に示されるように、第3のワーク31の第1樹脂部21がエリア51上に位置するように第2のワーク31、セパレータ13及び第2押圧部材62上に第3のワーク31を積層する。このとき、第3のワーク31は、第1押圧部材61の第1内側面61cによってガイドされる。続いて、図11の(b)に示されるように、第1押圧部材61によって第1位置61dにおいて第3のワーク31を押圧する。具体的には、上述したように、第1押圧部材61によって、第1のワーク31及び第2のワーク32を介して第3のワーク31を載置面50aに押圧する。これにより、仮に第3のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 11A, on the
続いて、図12の(a)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第1押圧部材61の第1内側面61cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図12の(b)に示されるように、第2押圧部材62による押圧を開放し、第2内側面62cが第2角部51d(図5参照)におけるエリア51の外縁51aの外側に位置するように第2押圧部材62を移動させる。積層工程40を用いたワーク31の積層工程においては、以上のような動作を繰り返すことによってワーク31を積層する。なお、最後に積層されるワーク31は、負極終端電極18を含んでいる。
Subsequently, as shown in FIG. 12A, the
以上説明したように、積層装置40においては、ワーク31を載置面50aに押圧するための押圧部60が、第1押圧部材61及び第2押圧部材62を有している。したがって、載置面50aにワーク31が積層される毎に、第1押圧部材61及び第2押圧部材62によって、交互にワーク31を載置面50aに押圧することができる。すなわち、一方の押圧部材によってすでに積層されたワーク31を押圧した状態において、他方の押圧部材によって新たなワーク31を更に押圧することができる。このため、たとえワーク31に反りが生じていたとしても、続いて積層されるワーク31を押圧するために、一方の押圧部材の押圧を一時的に開放したときに、積層されたワーク31が他方の押圧部材によって押圧されているため、積層されたワーク31の反りによる反力によってワーク31間の位置がずれることが抑制される。しかも、積層装置40においては、一対の第1押圧部材61はエリア51の第1角部51cに重複する第1位置61dにおいてワーク31を押圧し、一対の第2押圧部材62はエリア51の第2角部51dに重複する第3位置62dにおいてワーク31を押圧する。つまり、ワーク31の外縁がエリア51の外縁51aに重複するようにワーク31が載置面50a上に積層されるときに、ワーク31の四つの辺部が常に押圧されることになる。したがって、例えばワーク31の二つの辺部が押圧される場合に比べて、ワーク31の反りが確実に矯正される。これにより、ワーク31が積層されるときに、新たに積層されるワーク31は、反りが確実に矯正されたワーク31上に積層されるため、新たに積層されるワーク31とすでに積層されたワーク31との間の位置ずれが抑制される。以上により、積層装置40によれば、ワーク31間の位置ずれを抑制することができる。
As described above, in the
また、積層装置40においては、第1押圧部材61の第1内側面61cが、第1方向から見て対応する第1角部51cに沿うように屈曲しており、第2押圧部材62の第2内側面62cが、第1方向から見て対応する第2角部に沿うように屈曲している。このため、第1内側面61c又は第2内側面62cによって、ワーク31の第1樹脂部21がエリア51上に位置するようにワーク31をガイドすることができる。
Further, in the
以上、本発明の一実施形態について説明したが、本発明は、上述した実施形態に限定されるものではない。 Although one embodiment of the present invention has been described above, the present invention is not limited to the above-described embodiment.
図13〜図18は、ワーク31の積層工程の変形例を示す図である。図13の(a)に示されるように、ワーク31の積層工程の変形例においては、変形例の積層装置40Aが用いられてもよい。変形例の積層装置40Aは、複数のガイド部材70を更に備えている点で積層装置40と相違している。積層装置40Aの他の点は、積層装置40と同様である。ガイド部材70は、第1樹脂部21がエリア51上に位置するようにワーク31をガイドする。ガイド部材70は、第1方向から見て、それぞれエリア51の外側に配置されている。ガイド部材70は、第1押圧部材61と第2押圧部材62との間に配置されている。ガイド部材70は、載置面50aに突設されて固定されている。ガイド部材70は、矩形板状を呈している。ガイド部材70は、第1方向から見てエリア51の外縁51aに沿った側面70aを有している。
13 to 18 are views showing a modified example of the laminating process of the
ガイド部材70は、側面70aがエリア51側を望むように配置されている。ガイド部材70は、第1方向から見て側面70aが、ガイド部材70の両側に配置された第1押圧部材61(第2位置61eに位置する場合)及び第2押圧部材62(第4位置62eに位置する場合)のそれぞれのガイド部材70側の第1内側面61c及び第2内側面62cと面一となるように配置されている。
The
次に、変形例の積層装置40Aを用いたワーク31の積層工程について詳細に説明する。図13の(a)に示されるように、ここでは、第1押圧部材61が第2位置61e(図5参照)に配置されており、第2押圧部材62が第4位置62e(図5参照)に配置されている。このとき、第1押圧部材61の第1面61a(図4参照)は、載置面50aとほぼ同一の面上に位置している。同様に、第2押圧部材62の第1面62a(図4参照)は、載置面50aとほぼ同一の面上に位置している。
Next, the laminating step of the
続いて、図13の(b)に示されるように、第1のワーク31の第1樹脂部21がエリア51上に位置するように第1のワーク31を載置面50a上に載置する。このとき、第1のワーク31は、第1押圧部材61の第1内側面61c、第2押圧部材62の第2内側面62c、及びガイド部材70の側面70aによってガイドされる。なお、最初に載置面50a上に載置される第1のワーク31は、正極終端電極19を含んでいる。
Subsequently, as shown in FIG. 13B, the
続いて、図14の(a)に示されるように、第1押圧部材61によって第1位置61d(図5参照)において第1のワーク31を押圧する。具体的には、まず、第1方向に沿って載置面50aから遠ざかるように第1押圧部材61を移動させる。これにより、第1押圧部材61の第1面61aを第1のワーク31よりも上方に配置する。続いて、第1方向から見て第1内側面61cが第1のワーク31の第1樹脂部21の内縁21eに重複するように第1押圧部材61を第1位置61dに移動させる。続いて、載置面50aに向けて第1押圧部材61を移動させることによって、第1のワーク31を載置面50aに押圧する。これにより、仮に第1のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 14A, the first pressing
続いて、図14の(b)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第1押圧部材61の第1内側面61cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図15の(a)に示されるように、第2のワーク31の第1樹脂部21がエリア51上に位置するように第1のワーク31、セパレータ13及び第1押圧部材61上に第2のワーク31を積層する。このとき、第2のワーク31は、第2押圧部材62の第2内側面62c及びガイド部材70の側面70aによってガイドされる。なお、第2のワーク31は、バイポーラ電極14を含んでいる。
Subsequently, as shown in FIG. 14B, the
続いて、図15の(b)に示されるように、第2押圧部材62によって第3位置62d(図5参照)において第2のワーク31を押圧する。具体的には、まず、第1方向に沿って載置面50aから遠ざかるように第2押圧部材62を移動させる。これにより、第2押圧部材62の第1面62aを第2のワーク31よりも上方に配置する。続いて、第1方向から見て第2内側面62cが第2のワーク31の第1樹脂部21の内縁21eに重複するように第2押圧部材62を第3位置62dに移動させる。続いて、載置面50aに向けて第2押圧部材62を移動させることによって、第1のワーク31を介して第2のワーク31を載置面50aに押圧する。これにより、仮に第2のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 15B, the second pressing
続いて、図16の(a)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第2押圧部材62の第2内側面62cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図16の(b)に示されるように、第1押圧部材61による押圧を開放し、第1内側面61cが第1角部51c(図5参照)におけるエリア51の外縁51aの外側に位置するように第1押圧部材61を第2位置61eに移動させる。
Subsequently, as shown in FIG. 16A, the
続いて、図17の(a)に示されるように、第3のワーク31の第1樹脂部21がエリア51上に位置するように第2のワーク31、セパレータ13及び第2押圧部材62上に第3のワーク31を積層する。このとき、第3のワーク31は、第1押圧部材61の第1内側面61c及びガイド部材70の側面70aによってガイドされる。続いて、図17の(b)に示されるように、第1押圧部材61によって第1位置61dにおいて第3のワーク31を押圧する。具体的には、上述したように、第1押圧部材61によって、第1のワーク31及び第2のワーク32を介して第3のワーク31を載置面50aに押圧する。これにより、仮に第3のワーク31に反りが生じていた場合には、当該反りが矯正される。
Subsequently, as shown in FIG. 17A, on the
続いて、図18の(a)に示されるように、セパレータ13を第1樹脂部21内に載置する。このとき、セパレータ13は、第1押圧部材61の第1内側面61cによってガイドされる。続いて、例えば溶着等によってセパレータ13を第1樹脂部21に固定する。続いて、図18の(b)に示されるように、第2押圧部材62による押圧を開放し、第2内側面62cが第2角部51d(図5参照)におけるエリア51の外縁51aの外側に位置するように第2押圧部材62を移動させる。積層工程40を用いたワーク31の積層工程においては、以上のような動作を繰り返すことによってワーク31を積層する。なお、最後に積層されるワーク31は、負極終端電極18を含んでいる。
Subsequently, as shown in FIG. 18A, the
このように積層装置40Aがガイド部材70を備えている場合には、ガイド部材70によって、ワーク31の第1樹脂部21がエリア51上に位置するようにワーク31をガイドすることができる。
When the
また、上記実施形態においては、第1押圧部材61及び第2押圧部材62が第1方向から見てL字状を呈している例を示したが、第1押圧部材61及び第2押圧部材62のそれぞれは、第1位置61d及び第3位置62dのそれぞれにおいて、ワーク31の角部を押圧することができれば、様々な形状を呈していてもよい。図19は、第1押圧部材の変形例を示す図である。図19の(a)に示されるように、変形例の第1押圧部材64は、第1方向から見て矩形状を呈していてもよい。また、図19の(b)に示されるように、変形例の第1押圧部材65は、第1方向から見て三角形状を呈していてもよい。同様に、第2押圧部材も、第1方向から見て矩形状又は三角形状を呈していてもよい。
Further, in the above embodiment, an example in which the first pressing
図20の(a)は、第1押圧部材及び第2押圧部材の変形例を示す図である。図20の(b)は、図20の(a)のb−b線に沿っての断面図である。図20の(a)及び図20の(b)に示されるように、変形例の第1押圧部材66における第2の面66bは、第1方向から見てエリア51に重複する部分であって、エリア51の外側から内側に向かうにつれて載置面50aからの距離Tが漸減するように傾斜した傾斜部66fを含んでいてもよい。傾斜部66fは、ここでは平面である。
FIG. 20A is a diagram showing a modified example of the first pressing member and the second pressing member. FIG. 20 (b) is a cross-sectional view taken along the line bb of FIG. 20 (a). As shown in (a) of FIG. 20 and (b) of FIG. 20, the
同様に、第2押圧部材67における第2の面67bは、第1方向から見てエリア51に重複する部分であって、エリア51の外側から内側に向かうにつれて載置面50aからの距離が漸減するように傾斜した傾斜部67fを含んでいてもよい。傾斜部67fは、ここでは平面である。この構成によれば、例えば第2面が載置面50aと平行である場合に比べて、新たなワーク31が一方の押圧部材上に積層された後、他方の押圧部材によって押圧されたときに、一方の押圧部材の第2面と内側面とにより構成されるエッジによって傷つけられることが抑制される。なお、傾斜部66f及び傾斜部67fは、曲面であってもよい。
Similarly, the
また、支持部材63が、載置面50aに沿って移動可能とされている例を示したが、支持部材63は、第1方向に沿った回転軸を中心に回転可能とされていてもよい。すなわち、支持部材63は、第1押圧部材61が第1位置61dと第2位置61eとの間、第2押圧部材62が第3位置62dと第4位置62eとの間で移動するように移動可能とされていればよい。第2位置61eは、第1角部51cの外側であれば、様々な位置であってもよい。第2位置61eは、例えば第1位置61dから、支持部材63の回転軸を中心に180度回転した位置であってもよい。同様に、第4位置62eは、第2角部51dの外側であれば、様々な位置であってもよい。第4位置62eは、例えば第3位置62dから、支持部材63の回転軸を中心に180度回転した位置であってもよい。
Further, although the
また、ワーク31は、セパレータ13を含んでいてもよい。この場合、積層工程におけるセパレータ13のガイド、積層、及び溶着を省略することができる。
Further, the
14…バイポーラ電極、21…第1樹脂部(樹脂枠)、31…ワーク、40,40A…積層装置、50…載置台、51…エリア、50a…載置面、51c…第1角部、51d…第2角部、51e…第1対角線、51f…第2対角線、60…押圧部、61…第1押圧部材、61a…第1面、61b…第2面、61c…第1内側面、61d…第1位置、61e…第2位置、62…第2押圧部材、62a…第1面、62b…第2面、62c…第2内側面、62d…第3位置、62e…第4位置、66f…傾斜部、67f…傾斜部、70…ガイド部材。 14 ... Bipolar electrode, 21 ... First resin part (resin frame), 31 ... Work, 40, 40A ... Laminating device, 50 ... Mounting table, 51 ... Area, 50a ... Mounting surface, 51c ... First corner part, 51d ... 2nd corner, 51e ... 1st diagonal, 51f ... 2nd diagonal, 60 ... Pressing, 61 ... 1st pressing member, 61a ... 1st surface, 61b ... 2nd surface, 61c ... 1st inner surface, 61d ... 1st position, 61e ... 2nd position, 62 ... 2nd pressing member, 62a ... 1st surface, 62b ... 2nd surface, 62c ... 2nd inner surface, 62d ... 3rd position, 62e ... 4th position, 66f ... Inclined portion, 67f ... Inclined portion, 70 ... Guide member.
Claims (5)
前記第1方向に交差し、前記ワークが載置される載置面を有する載置台と、
前記載置面に載置された前記ワークを前記第1方向に沿って前記載置面に押し付けるための押圧部と、を備え、
前記載置面は、前記樹脂枠に対応する矩形環状のエリアを含み、
前記エリアは、前記エリアの外縁又は前記エリアの内縁によって規定される四角形の互いに交差する第1対角線及び第2対角線を有し、
前記押圧部は、前記第1方向から見て前記エリアの前記第1対角線上の一対の第1角部のそれぞれに重複する第1位置と前記一対の第1角部の外側の第2位置との間で移動される一対の第1押圧部材と、前記第1方向から見て前記エリアの前記第2対角線上の一対の第2角部のそれぞれに重複する第3位置と前記一対の第2角部の外側の第4位置との間で移動される一対の第2押圧部材と、を有し、
前記第1押圧部材は、前記第1位置において前記ワークを押し付け、
前記第2押圧部材は、前記第1方向について前記第1押圧部材と異なる位置に配置され、前記第3位置において前記ワークを押し付け、
前記第1押圧部材及び前記第2押圧部材は、少なくとも一方が常に前記ワークを前記載置面に押し付けるように、前記載置面上に前記ワークが積層される毎に、交互に前記ワークを前記載置面に押し付ける、
積層装置。 A laminating device for laminating a work including a rectangular electrode and a rectangular annular resin frame joined to the outer edge of the electrode along a first direction.
A mounting table that intersects in the first direction and has a mounting surface on which the work is mounted.
The workpiece which is placed on the placement surface and a pressing portion for pressing the mounting surface along the first direction,
The above-mentioned mounting surface includes a rectangular annular area corresponding to the resin frame.
The area has a first diagonal and a second diagonal that intersect each other in a quadrangle defined by the outer edge of the area or the inner edge of the area.
The pressing portion includes a first position overlapping each of the pair of first corner portions on the first diagonal line of the area when viewed from the first direction, and a second position outside the pair of first corner portions. a pair of first pressing member is moved between, the front Symbol of the pair and the third position overlapping the respective second corner portions of the pair on the second diagonal line of the area when viewed from the first direction It has a pair of second pressing members that are moved to and from a fourth position on the outside of the two corners.
The first pressing member is pressed against the workpiece at said first position,
The second pressing member is arranged at a position different from that of the first pressing member in the first direction, and presses the work at the third position .
The first pressing member and the second pressing member alternately push the work forward each time the work is laminated on the pre-described mounting surface so that at least one of them always presses the work against the pre-described mounting surface. Press against the listed surface,
Laminating equipment.
前記第2面は、前記第1方向から見て前記エリアに重複する部分であって、前記エリアの外側から内側に向かうにつれて前記載置面からの距離が漸減するように傾斜した傾斜部を含む、
請求項1に記載の積層装置。 The first pressing member and the second pressing member have a first surface on the side of the above-mentioned mounting surface and a second surface on the side opposite to the first surface.
The second surface is a portion that overlaps the area when viewed from the first direction, and includes an inclined portion that is inclined so that the distance from the above-mentioned mounting surface gradually decreases from the outside to the inside of the area. ,
The laminating apparatus according to claim 1.
前記第2押圧部材は、前記第1方向から見て対応する前記第2角部に沿うように屈曲した第2内側面を有し、
前記第1押圧部材は、前記第2位置に配置されたときに、前記第1内側面によって前記ワークをガイドし、
前記第2押圧部材は、前記第4位置に配置されたときに、前記第2内側面によって前記ワークをガイドする、
請求項1又は2に記載の積層装置。 The first pressing member has a first inner side surface that is bent along the corresponding first corner portion when viewed from the first direction.
Said second pressing member, it has a second inner surface which is bent along the second corner portion corresponding viewed from the first direction,
When the first pressing member is arranged at the second position, the first inner surface guides the work.
When the second pressing member is arranged at the fourth position, the second inner surface guides the work.
The laminating apparatus according to claim 1 or 2.
請求項1〜3のいずれか一項に記載の積層装置。 A guide member that is arranged between the first pressing member and the second pressing member on the outside of the area when viewed from the first direction and guides the work so that the resin frame is located on the area. Further prepare,
The laminating apparatus according to any one of claims 1 to 3.
前記第1角部は、前記第1対角線上において前記エリアの前記内縁の角を構成する辺部分の一部を含み、 The first corner portion includes a part of a side portion forming the corner of the inner edge of the area on the first diagonal line.
前記第2角部は、前記第2対角線上において前記エリアの前記外縁の角を構成する辺部分の一部を含み、The second corner portion includes a part of a side portion forming the corner of the outer edge of the area on the second diagonal line.
前記第2角部は、前記第2対角線上において前記エリアの前記内縁の角を構成する辺部分の一部を含んでいる、The second corner portion includes a part of a side portion forming the corner of the inner edge of the area on the second diagonal line.
請求項1〜4のいずれか一項に記載の積層装置。The laminating apparatus according to any one of claims 1 to 4.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017228914A JP6930397B2 (en) | 2017-11-29 | 2017-11-29 | Laminating equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017228914A JP6930397B2 (en) | 2017-11-29 | 2017-11-29 | Laminating equipment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019102159A JP2019102159A (en) | 2019-06-24 |
| JP2019102159A5 JP2019102159A5 (en) | 2020-09-24 |
| JP6930397B2 true JP6930397B2 (en) | 2021-09-01 |
Family
ID=66973907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017228914A Active JP6930397B2 (en) | 2017-11-29 | 2017-11-29 | Laminating equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6930397B2 (en) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3819785B2 (en) * | 2002-02-26 | 2006-09-13 | 三洋電機株式会社 | Battery |
| JP5099822B2 (en) * | 2007-07-27 | 2012-12-19 | Necトーキン株式会社 | Method and apparatus for manufacturing stacked battery |
| JP5417904B2 (en) * | 2009-03-05 | 2014-02-19 | 日産自動車株式会社 | Conveying apparatus and conveying method |
| JP2010272266A (en) * | 2009-05-20 | 2010-12-02 | Tokai Rubber Ind Ltd | Electrode member for lithium ion battery, lithium ion battery, and its manufacturing method |
| JP2012190696A (en) * | 2011-03-11 | 2012-10-04 | Mitsubishi Heavy Ind Ltd | Battery |
| JP5953083B2 (en) * | 2011-04-07 | 2016-07-13 | 日産自動車株式会社 | Laminating apparatus and laminating method |
| JP5709221B2 (en) * | 2012-10-12 | 2015-04-30 | Ckd株式会社 | Laminating equipment |
| JP6623528B2 (en) * | 2015-02-24 | 2019-12-25 | 株式会社豊田自動織機 | Lithium ion secondary battery |
-
2017
- 2017-11-29 JP JP2017228914A patent/JP6930397B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019102159A (en) | 2019-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6586969B2 (en) | Power storage module | |
| JP2018120818A (en) | Power storge module and manufacturing method thereof | |
| WO2018123503A1 (en) | Electricity storage module, and method for manufacturing electricity storage module | |
| JP6959514B2 (en) | Power storage module, manufacturing method of power storage module, and manufacturing method of power storage device | |
| JP7137703B2 (en) | power storage device | |
| WO2018123502A1 (en) | Power storage module and manufacturing method for power storage module | |
| WO2018116729A1 (en) | Power storage module | |
| JP7063197B2 (en) | Supply device | |
| JP6930397B2 (en) | Laminating equipment | |
| JP2020030985A (en) | Power storage module | |
| JP7152948B2 (en) | power storage device | |
| JP7074614B2 (en) | Power storage module | |
| JP7070279B2 (en) | Power storage module | |
| JP7059793B2 (en) | Manufacturing method of power storage module and jig for manufacturing power storage module | |
| JP6927077B2 (en) | Manufacturing method of power storage device | |
| JP6926509B2 (en) | Power storage device | |
| JP2021086675A (en) | Pressure control valve structure and power storage module | |
| JP2019102165A (en) | Manufacturing method of power storage module, and power storage module | |
| JP2020053160A (en) | Power storage module | |
| JP2020107412A (en) | Electrode unit manufacturing method and electrode unit preparation body | |
| JP2020030983A (en) | Power storage module | |
| JP2019129070A (en) | Manufacturing method of bipolar battery and the bipolar battery | |
| JP2019040792A (en) | Method for manufacturing power storage module and power storage module | |
| JP2018120707A (en) | Power storage module | |
| JP2020107486A (en) | Power storage module, and power storage module manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200807 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210713 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210726 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6930397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |