JP5708552B2 - 無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 - Google Patents
無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 Download PDFInfo
- Publication number
- JP5708552B2 JP5708552B2 JP2012091284A JP2012091284A JP5708552B2 JP 5708552 B2 JP5708552 B2 JP 5708552B2 JP 2012091284 A JP2012091284 A JP 2012091284A JP 2012091284 A JP2012091284 A JP 2012091284A JP 5708552 B2 JP5708552 B2 JP 5708552B2
- Authority
- JP
- Japan
- Prior art keywords
- hard
- inner diameter
- diameter portion
- cylindrical
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Milling, Broaching, Filing, Reaming, And Others (AREA)
- Pulleys (AREA)
- Friction Gearing (AREA)
Description
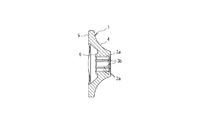
図20に示すように、入力ディスク1の円筒内径部3には、周方向に複数の円筒部3a及び複数のボールスプライン溝3bが交互に形成されている。また、入力ディスク1の外周には、パワーローラ(不図示)に対する動力伝達面であるトラクション面4、トラクション面4に対して軸方向の逆側の面であり、スラスト荷重をバックアップする第1背面5及びトラクション面4に対して軸方向の逆側であり、円筒内径部3の縁部に位置してスラスト荷重をバックアップする第2背面6が形成されている。
そして、動力伝達軸2のボールスプライン溝2a及び入力ディスク1のボールスプライン溝3bを対向させ、互いのボールスプライン溝2a,3bの間にボール7を収容することで入力ディスク1と動力伝達軸2とが噛合したボールスプラインが構成されている。
この特許文献1は、入力ディスク1の円筒内径部3に、ハードブローチ工具を用いて円筒部3a及びボールスプライン溝3bを同時に仕上げ加工する工程と、仕上げ加工した複数の円筒部3aを加工基準として機能面(図19のトラクション面4、第1背面5及び第2背面6)を仕上げ加工する工程とを備えた方法である。
また、ハードブローチ工具10の全長は使用する設備により決定されるため、1本のハードブローチ工具に形成できる刃数には制限がある。丸刃部12には仕上げ用の仕上げ刃13を設ける必要があるが、工具全体の刃数制限のため、図6(a)に示すように、短い刃長L3の少数の仕上げ刃13しか設けることができず、円筒部3aの真円度などの加工精度に影響を与えるおそれがある。
そこで、本発明は上記事情に鑑みてなされたものであり、製造コストの低減化を図ることができる無段変速機のバリエータ部品製造方法を提供するとともに、高精度に円筒部を形成し、耐久性が向上したハードブローチ工具を提供することを目的としている。
さらに、請求項3記載の無段変速機のバリエータ部品製造方法によると、ハードブローチ工程において、円筒内径部から円筒部を形成するまでの加工代が多いが、ハードブローチ工具は、丸刃部を構成する円筒部を形成するための複数の丸刃が、円筒内径部を周方向に複数分割した領域の何れかを切削するので切削抵抗が低くなるので、ビビリ振動による円筒部の切削面が粗くなるのを防止し、工具寿命を向上させることができる。
なお、図19及び図20で示した構成と同一構成部分には、同一符号を付してその説明は省略する。
図1は、本発明に係る無段変速機のバリエータ部品の製造方法の流れを示すブロック図であり、ステップST1にて前工程を行い、ステップST2にてワーク16を熱処理して硬化させる工程を行い、ステップST3にてハードターニング工程を行い、ステップST4にてハードブローチ工程を行い、ステップST5にて後工程を行う。なお、前記後工程が、本発明の仕上げ工程に相当する。
図2〜図6は、図1のバリエータ部品としてトロイダル型無段変速機の入力ディスクの製造方法を構成する第1実施形態の工程を示すものであり、図2は図1のステップST1の前工程を示し、図3(a),(b)は図1のステップST3のハードターニング工程を示し、図4(a),(b)は図1のステップST4のハードブローチ工程を示し、図5は図1のステップST5の後工程を示している。
図2に示す前工程では、熱間鍛造や切削加工等により仕上がり寸法に対して加工取り代を付与した円筒内径部15及びスプライン用溝部15aを有するワーク16を成形する。
なお、図4(a)の矢印は、ワーク16に対する工具の相対移動方向を示すものであり、実際に移動させるのは、ワーク16としても工具18としてもよい。また、基準面としてハードターニング加工した正面7を使用してもよく、その場合は、矢印の向き(工具の相対移動方向)は図4(a)とは逆向きとなる。
次に、図5の後工程では、ボールスプライン溝3bに対して同軸に形成した面積の大きな円筒部3aを加工基準とし、円筒部3aに対して同軸精度・直角精度を高くして研削手段(不図示)によりトラクション面4の仕上げ加工を行なうことで、入力ディスク1を製造する。
本実施形態の入力ディスクの製造方法は、ハードターニング工程において、円筒内径部15を所定厚さTだけ切削してハードターニング内径部17を形成しており、次工程のハードブローチ工程では、ハードターニング内径部17の加工代を少なくして切削することで円筒部3aの仕上げ加工を行っている。
したがって、丸刃部12の刃長が短いハードブローチ工具18を廉価に形成することができるので、入力ディスク1の製造コストの低減化を図ることができる。
ハードブローチ工具19は、従来方法で使用した図6(a)のハードブローチ工具10と、スプライン溝刃部11の刃長L1及び丸刃部12の刃長L4が同一である。ただし、ハードブローチ工程の円筒部内径面の加工代が従来方法と比べて小さいので、粗加工に要する丸刃の数を少なくすることができ、その分、仕上げ刃13の刃長L5を従来のハードブローチ工具10の刃長L3と比べて長くできる。
次に、図7〜図12は、図1のバリエータ部品としてトロイダル型無段変速機の入力ディスクの製造方法を構成する第2実施形態の工程を示すものであり、図7は図1のステップST1の前工程を示し、図8は図1のステップST3のハードターニング工程を示し、図9(a),(b)は図1のステップST4のハードブローチ工程を示し、図11は図1のステップST5の後工程を示している。なお、図2から図6で示した第1実施形態の工程と同一構成部分には、同一符号を付して説明は省略する。
図7に示す前工程では、熱間鍛造等により仕上がり寸法に対して加工取り代を付与し、端部に段付き部20を設けた円筒内径部21及びスプライン用溝部21aを有するワーク22を成形する。
ハードブローチ工具26は、刃長L1の範囲に複数のスプライン溝刃を備えたスプライン溝刃部11と、スプライン溝刃部11と同軸で刃長L2の範囲に複数の丸刃を備えた丸刃部12とを有する長尺部材である。このハードブローチ工具26は、従来方法で使用した図6(a)のハードブローチ工具10と比較して、スプライン溝刃部11が同一刃長L1であり、丸刃部12も同一刃長L2である。一方、本実施形態の丸刃部12の仕上げ用の仕上げ刃13は、従来方法で使用した図6(a)のハードブローチ工具10と比較して刃長が長く、例えば図6(c)に示した工具19の仕上げ刃13の刃長L5と等しい刃長としている(L5>L3)。
ここで、本実施形態のハードブローチ工具26は、仕上げ刃13以外の丸刃部12を構成する複数の丸刃を、ハードターニング内径部25の周方向を2分割した領域を交互に切削する刃としている。
次に、図11の後工程では、ボールスプライン溝3bに対して同軸に形成した面積の大きな円筒部3aを加工基準とし、円筒部3aに対して同軸精度・直角精度を高くして研削手段(不図示)によりトラクション面27の仕上げ加工を行なうことで、入力ディスク28を製造する。
本実施形態の入力ディスクの製造方法は、ハードターニング工程において、円筒内径部21を所定厚さTだけ切削してハードターニング内径部25を形成し、次工程のハードブローチ工程では、ハードターニング内径部25の加工代を少なくして切削することで円筒部3aを形成している。そして、本実施形態のハードブローチ工程で使用するハードブローチ工具26は、従来方法で使用した図6(a)のハードブローチ工具10と比較して、仕上げ刃13の刃長が長い(L5>L3)。
このように、本実施形態は、ハードブローチ工程におけるハードターニング内径部25の加工代を少なくすることで、入力ディスク28の製造コストの低減化を図ることができる。
さらに、本実施形態のハードブローチ工具26は、仕上げ刃13以外の丸刃部12を構成する複数の丸刃を、ハードターニング内径部25の周方向を2分割した領域を交互に切削する刃としているので、各刃が受ける切削抵抗は、ハードターニング内径部25の全周を切削する場合と比較して略半分になり、ビビリ振動による切削面(円筒部3a)が粗くなるのを防止し、ハードブローチ工具26の寿命低下を防止することができる。
さらに、ハードターニング工程をボールスプライン溝3bや円筒部3aと同軸度の出しやすい段付き部20を加工基準としたことにより、後の各工程の加工取り代の偏りの防止に有効である。
また、図13は、図5で示した第1実施形態のトロイダル型無段変速機の入力ディスク1、図11で示した第2実施形態のトロイダル型無段変速機の入力ディスク28に対して異なる構造のトロイダル型無段変速機の入力ディスク30である。この入力ディスク30は、外周に第1背面31、第2背面32及びトラクション面33が形成されているとともに、円筒内径部に円筒部3a及びボールスプライン溝3bが形成されている。
本実施形態も、ハードブローチ工程においてハードターニング内径部の加工代を少なくすることで、入力ディスク30の製造コストの低減化を図ることができるとともに、ビビリ振動による切削面(円筒部3a)が粗くなるのを防止し、ハードブローチ工具の寿命低下を防止することができる。
さらに、図14は、ベルト式無段変速機のバリエータ部品であるプーリー35であり、外周にプーリー面36及び背面37が形成され、内周に段付き部38及び円筒内径部が設けられているとともに、円筒内径部に円筒部3a及びボールスプライン溝3bが形成されている。
本実施形態のプーリー35も、第2実施形態と同様に、前工程において、仕上がり寸法に対して加工取り代を付与した形状にワークの外形状を得る。次いで、熱処理工程を経て、ハードターニング工程において、段付き部38を加工基準として背面37及び円筒内径部のハードターニング加工を行い、円筒内径部を所定厚さだけ切削することでハードターニング内径部を形成する。次いで、ハードブローチ工程において、背面37を加工基準としてハードブローチ工具26を使用してハードターニング内径部及びスプライン用溝部のハードブローチ加工を行う。次いで、後工程において、プーリー面36の仕上げ加工を行なう。
本実施形態も、ハードブローチ工程においてハードターニング内径部の加工代を少なくすることで、プーリー35の製造コストの低減化を図ることができるとともに、ビビリ振動による切削面(円筒部3a)が粗くなるのを防止し、ハードブローチ工具の寿命低下を防止することができる。
さらに、図15〜図18は、図1の入力ディスクの製造方法を構成する第5実施形態の工程を示すものであり、図15は図1のステップST1の前工程を示し、図16(a),(b)は図1のステップST3のハードターニング工程を示し、図17(a),(b)は図1のステップST4のハードブローチ工程を示し、図18は図1のステップST5の後工程を示している。
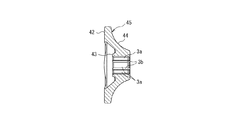
図15に示す前工程では、熱間鍛造等により仕上がり寸法に対して加工取り代を付与した円筒内径部40及びスプライン用溝部40aを有するワーク41を成形する。
次に、図17(a)のハードブローチ工程では、図6(c)で示したハードブローチ工具26を使用して円筒内径部40の及びスプライン用溝部40aのハードブローチ加工を行う。
ハードブローチ工具26を、図17(a)及び図6(c)の矢印方向に送ってワーク41の円筒内径部40を通過させることで、図17(b)に示すように、先ず、スプライン溝刃部11によりボールスプライン溝3bの仕上げ加工が行われ、次いで、丸刃部12により円筒部3aの仕上げ加工が行われる。
次に、図18の後工程では、ボールスプライン溝3bに対して同軸に形成した面積の大きな円筒部3aを加工基準とし、円筒部3aに対して同軸精度・直角精度を高くして研削手段(不図示)によりトラクション面44の仕上げ加工を行なうことで、入力ディスク45を製造する。
本実施形態の入力ディスクの製造方法は、ハードブローチ工具26の仕上げ刃13の刃長を長くしたことで、ハードブローチ工程において円筒部3aを高精度に形成することができるとともに、仕上げ刃13の刃数を増大させたことでハードブローチ工具10の高寿命化を図ることができる。
また、本実施形態では、他の実施形態のように、ハードターニング工程において円筒内径部40を切削せず、円筒部3aを形成するまでの加工代が多いが、ハードブローチ工具26の丸刃部12を構成する複数の丸刃を、ハードターニング内径部25の周方向を2分割した領域を交互に切削する刃とし、各刃が受ける切削抵抗が、ハードターニング内径部の全周を切削する場合と比較して略半分になるので、ビビリ振動による切削面が粗くなるのを防止し、ハードブローチ工具26の寿命低下を防止することができる。
なお、上述した第1実施形態では、図6(b)或いは図6(c)のハードブローチ工具18,19を使用していたが、これに替えて図10(b)或いは図12に示したハードブローチ工具26を使用してもよい。また、第2〜第4実施形態において、第1実施形態で使用したハードブローチ工具18,19を使用してもよい。
Claims (3)
- 円筒内径部を設けたバリエータ部品のワークを熱処理して硬化させる熱処理工程と、
ハードターニング加工によって前記ワークの軸方向の一方の端面又は軸方向の他方の端面の少なくとも一方を切削加工するとともに、切削した前記ワークの軸方向の一方の端面又は他方の端面を加工基準面として前記円筒内径部を所定厚さだけ切削することでハードターニング内径部を形成するハードターニング工程と、
ハードブローチ工具を前記ハードターニング内径部に通過させることで、前記ハードターニング内径部を切削して周方向に円筒部及びボールスプライン溝を交互に形成するハードブローチ工程と、
前記円筒部を加工基準として、前記ワークに対してトラクション面の仕上加工をする仕上げ工程と、を備えていることを特徴とする無段変速機のバリエータ部品製造方法。 - 請求項1記載のバリエータ部品の製造方法で使用するハードブローチ工具であって、
軸方向に複数のスプライン溝刃を備えたスプライン溝刃部と、このスプライン溝刃部と同軸に軸方向に複数の丸刃を備えた丸刃部とを有する長尺な工具であり、
前記丸刃部を構成する複数の丸刃は、前記ハードターニング内径部を周方向に複数分割した領域の何れかを切削する刃であり、前記ハードターニング内径部を通過することで前記円筒部を形成することを特徴とするハードブローチ工具。 - 円筒内径部を設けたバリエータ部品のワークを熱処理して硬化させる熱処理工程と、
ハードターニング加工によって前記ワークの軸方向の一方の端面又は軸方向の他方の端面の少なくとも一方を切削加工するとともに、切削した前記ワークの軸方向の一方の端面又は他方の端面を加工基準面として前記円筒内径部を所定厚さだけ切削することでハードターニング内径部を形成するハードターニング工程と、
ハードブローチ工具を前記ハードターニング内径部に通過させることで、前記ハードターニング内径部を切削して周方向に円筒部及びボールスプライン溝を交互に形成するハードブローチ工程と、
前記円筒部を加工基準として、前記ワークに対してトラクション面の仕上加工をする仕上げ工程とを備え、
前記ハードブローチ工程で使用する前記ハードブローチ工具は、軸方向に複数のスプライン溝刃を備えたスプライン溝刃部と、このスプライン溝刃部と同軸に軸方向に複数の丸刃を備えた丸刃部とを有する長尺な工具であり、前記丸刃部を構成する複数の丸刃は、前記円筒内径部を周方向に複数分割した領域の何れかを切削する刃であり、前記円筒内径部を通過することで前記円筒部を形成することを特徴とする無段変速機のバリエータ部品製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012091284A JP5708552B2 (ja) | 2012-04-12 | 2012-04-12 | 無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012091284A JP5708552B2 (ja) | 2012-04-12 | 2012-04-12 | 無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013220480A JP2013220480A (ja) | 2013-10-28 |
| JP5708552B2 true JP5708552B2 (ja) | 2015-04-30 |
Family
ID=49591838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012091284A Active JP5708552B2 (ja) | 2012-04-12 | 2012-04-12 | 無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5708552B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105034055A (zh) * | 2015-08-27 | 2015-11-11 | 清华大学 | 一种细纱环锭纺纱管内壁开槽装置 |
| CN105239221A (zh) * | 2015-09-02 | 2016-01-13 | 清华大学 | 一种环锭纺细纱管防锁槽加工装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939126U (ja) * | 1982-09-02 | 1984-03-13 | 株式会社アマダ | 案内付ブロ−チ |
| JP3621027B2 (ja) * | 2000-07-17 | 2005-02-16 | 光洋精工株式会社 | バリエータ用ディスクの製造方法 |
| JP2004160574A (ja) * | 2002-11-12 | 2004-06-10 | Nachi Fujikoshi Corp | 溝加工用ブローチおよびブローチ加工方法 |
| JP4178220B2 (ja) * | 2003-03-24 | 2008-11-12 | 株式会社ジェイテクト | フルトロイダル型無段変速機のバリエータ用ディスクの製造方法 |
| JP2005061494A (ja) * | 2003-08-11 | 2005-03-10 | Nsk Ltd | 無段変速機のバリエータ部品の製造方法及び無段変速機のバリエータ部品 |
-
2012
- 2012-04-12 JP JP2012091284A patent/JP5708552B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013220480A (ja) | 2013-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20130239400A1 (en) | Method of Manufacturing Continuously Variable Transmission Variator Component and Chuck Apparatus for Manufacturing Variator Component | |
| US7076875B2 (en) | Method of manufacturing compound helical planet gears having different leads | |
| JP5708552B2 (ja) | 無段変速機のバリエータ部品製造方法及びこの方法で使用するハードブローチ工具 | |
| WO2015030229A1 (ja) | 切削工具およびスプライン加工方法 | |
| JP2009024708A (ja) | 転がり軸受用軌道輪の製造方法 | |
| US9132483B2 (en) | Method for manufacturing a variator disc for use in a toroidal continuously variable transmission | |
| JP2013535344A (ja) | 軸受シェルの構造化された滑り面 | |
| JP2015024471A (ja) | ボールねじ用ナットの加工工具及び加工方法 | |
| US9925607B2 (en) | Helical broach | |
| WO2022145013A1 (ja) | ギヤスカイビング加工法 | |
| JP5998511B2 (ja) | ボールねじの製造方法 | |
| JP5842557B2 (ja) | 翼面仕上げ方法及び翼部品 | |
| JP2003049861A (ja) | 固定式等速自在継手のケージおよびその製造方法並びに固定式等速自在継手 | |
| JP2005061494A (ja) | 無段変速機のバリエータ部品の製造方法及び無段変速機のバリエータ部品 | |
| JP2004160559A (ja) | ブローチ工具 | |
| JP2008215422A (ja) | アクチュエータ用ボールねじおよびそのねじ溝加工方法 | |
| JP2003245748A (ja) | 極小ころがり軸受の製造方法 | |
| JP6561336B2 (ja) | ホブカッタ | |
| CN105683574B (zh) | 回转体、回转体材料以及回转体的制造方法 | |
| JP4178220B2 (ja) | フルトロイダル型無段変速機のバリエータ用ディスクの製造方法 | |
| JP2007016848A (ja) | ボールねじナットおよびその製造方法 | |
| JP5853560B2 (ja) | ボールねじの製造方法 | |
| JP2003245749A (ja) | 極小ころがり軸受の製造方法 | |
| JP2004160574A (ja) | 溝加工用ブローチおよびブローチ加工方法 | |
| JP4993705B2 (ja) | ボールねじおよびそのねじ溝加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150216 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5708552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |