JP5659047B2 - シーリング剤の乾燥方法、及び加熱設備 - Google Patents
シーリング剤の乾燥方法、及び加熱設備 Download PDFInfo
- Publication number
- JP5659047B2 JP5659047B2 JP2011045241A JP2011045241A JP5659047B2 JP 5659047 B2 JP5659047 B2 JP 5659047B2 JP 2011045241 A JP2011045241 A JP 2011045241A JP 2011045241 A JP2011045241 A JP 2011045241A JP 5659047 B2 JP5659047 B2 JP 5659047B2
- Authority
- JP
- Japan
- Prior art keywords
- heating
- door panel
- insertion groove
- sealing agent
- furnace body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Drying Of Solid Materials (AREA)
Description
本発明は上記のような事情に基づいて完成されたものであって、シーリング剤の乾燥作業を、サイクルタイム内で完了させることを目的とする。
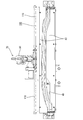
炉体内に設けた仕切り壁によって、炉体内における上昇気流の発生を抑えるようにする。炉体を縦向きにして使用する場合には、内部で上昇気流が発生して温度分布が不均一になる恐れがあるが、上記構成にしておけば、仕切り壁が上昇気流の発生を抑えるので、炉体内の温度分布を均一にすることが可能となる。
1.全体説明
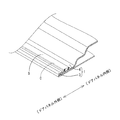
ドアパネル1は鋼板製のアウタパネル3と、同じく鋼板製のインナパネル4の2枚のパネルから構成されている。図1に示すように、アウタパネル3は外周端部を一定幅に渡って折り返して、インナパネル4の外周端部を挟み込む構造(へミング結合構造)となっている。
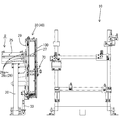
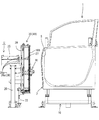
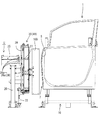
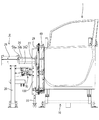
加熱設備Uは、支柱20と、エアシリンダ装置25と、加熱装置30と、開閉ユニット70とを主体に構成されている。支柱20は例えば、角筒型の金属パイプから構成されたものであって、作業台10の側方(図2、図3では左側)に立てた状態で配置されている。作業台10はアングルをH型に組んだものであり、ドアパネル1をやや後傾させつつ概ね立てた姿勢で安定的に支持できる構造となっている。
次に、シーリング剤Sの乾燥工程について説明を行う。乾燥工程は、搬入ステップと、前進ステップと、加熱ステップと、後退ステップと、搬出ステップの5つのステップから構成されている(図13参照)。尚、ここでは、ドアパネル1のうち、フロント側の外縁部7に塗布されたシーリング剤Sを乾燥させるものとする。
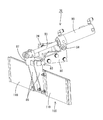
本実施形態では、加熱装置30を電気炉構造(遠赤外線ヒータ50を炉体40で囲んで熱を閉じ込める構造)とした。電気炉構造であれば、従来の熱風乾燥方式の装置に比して熱の利用効率が高い。しかも、本実施形態では、遠赤外線ヒータ50を使用していることから、シーリング剤Sに熱が伝わり易い。そのため、シーリング剤Sを短時間の加熱で乾燥させることが可能であり、また消費電力を抑えることが可能となる。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
3…アウタパネル
4…インナパネル
7…外縁部
25…エアシリンダ装置(本発明の「第一駆動装置」に相当)
30…加熱装置
40…炉体
43…前面壁
45…挿通溝
55…仕切り壁
50A〜50D…遠赤外線ヒータ
70…開閉ユニット
90…エアシリンダ装置(本発明の「第二駆動装置」に相当)
100…閉止板(本発明の「閉止部材」に相当)
S…シーリング剤
U…加熱設備
Claims (4)
- 前面壁に挿通溝を形成した炉体の内部にヒータを配置してなる電気炉構造の加熱装置を用いて、ドアパネルの外縁部に塗布したシーリング剤を乾燥させるシーリング剤の乾燥方法であって、
前記加熱装置を、作業台にセットされたドアパネルから離間した待機位置から、ドアパネルの外縁部を前記挿通溝を通じて炉体内に収める加熱位置に移動させる前進ステップと、
前記加熱位置に移動した前記加熱装置の前記炉体内にて、ドアパネルの外縁部に塗布されたシーリング剤を、前記ヒータにより加熱する加熱ステップと、
前記加熱ステップの終了後、前記加熱装置を前記加熱位置から前記待機位置に後退させる後退ステップとを含み、
前記後退ステップの終了後、前記前進ステップを次に実行するまでの間、前記待機位置にある前記加熱装置の前記挿通溝を閉止部材によって閉止することにより、前記炉体内の熱が前記挿通溝から外に逃げるのを抑えることを特徴とするシーリング剤の乾燥方法。 - 前記炉体内に形成した仕切り壁によって、前記炉体内における上昇気流の発生を抑えるようにしたことを特徴とする請求項1に記載のシーリング剤の乾燥方法。
- ドアパネルの外縁部に塗布されたシーリング剤を加熱することにより乾燥させる加熱設備であって、
前記ドアパネルの外縁部を挿通させる挿通溝を前面壁に形成した中空筒状の炉体内にヒータを配置してなる加熱装置と、
前記加熱装置を、作業位置にセットされたドアパネルから離間した待機位置と、ドアパネルの外縁部を前記挿通溝を通じて炉体内に収める加熱位置とに変位させる第一駆動装置と、
前記挿通溝を閉止可能な閉止部材と、
前記閉止部材を、前記挿通溝を開放する開放位置と前記挿通溝を閉止する閉止位置とに変位させる第二駆動装置とを備えたことを特徴とする加熱設備。 - 前記炉体内に、前記炉体の内部空間を上下方向に仕切る仕切り壁を設けたことを特徴とする請求項3に記載の加熱設備。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045241A JP5659047B2 (ja) | 2011-03-02 | 2011-03-02 | シーリング剤の乾燥方法、及び加熱設備 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045241A JP5659047B2 (ja) | 2011-03-02 | 2011-03-02 | シーリング剤の乾燥方法、及び加熱設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012180995A JP2012180995A (ja) | 2012-09-20 |
| JP5659047B2 true JP5659047B2 (ja) | 2015-01-28 |
Family
ID=47012337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011045241A Active JP5659047B2 (ja) | 2011-03-02 | 2011-03-02 | シーリング剤の乾燥方法、及び加熱設備 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5659047B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677073A (zh) * | 2015-03-23 | 2015-06-03 | 浙江华立涂装设备有限公司 | 一种电泳烘干炉结构 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5579521B2 (ja) * | 2010-07-22 | 2014-08-27 | 中部電力株式会社 | 高分子材料の熱硬化方法、及び電気加熱炉式の熱硬化装置 |
| CN104567341B (zh) * | 2014-11-25 | 2016-08-24 | 济南麦哈勃冶金技术开发有限公司 | 大型干燥机围板 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63126579A (ja) * | 1986-11-18 | 1988-05-30 | Sunstar Giken Kk | シーリング材の加熱硬化装置 |
| JPH0614826Y2 (ja) * | 1987-09-28 | 1994-04-20 | トリニティ工業株式会社 | 赤外線加熱炉 |
| JPH05325682A (ja) * | 1992-05-14 | 1993-12-10 | Hitachi Cable Ltd | 線状体へのテーピング・加熱処理装置 |
| JPH10193080A (ja) * | 1997-01-06 | 1998-07-28 | Fuji Electric Co Ltd | るつぼ形自動注湯炉 |
| JP3596585B2 (ja) * | 1997-12-25 | 2004-12-02 | 三菱自動車工業株式会社 | 板金ワークのプリキュア装置 |
| JP2008249215A (ja) * | 2007-03-29 | 2008-10-16 | Nec Corp | 縦型加熱炉 |
| JP5320315B2 (ja) * | 2010-01-22 | 2013-10-23 | 中部電力株式会社 | 高分子材料の熱硬化方法、及び熱硬化装置 |
| JP5579521B2 (ja) * | 2010-07-22 | 2014-08-27 | 中部電力株式会社 | 高分子材料の熱硬化方法、及び電気加熱炉式の熱硬化装置 |
-
2011
- 2011-03-02 JP JP2011045241A patent/JP5659047B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677073A (zh) * | 2015-03-23 | 2015-06-03 | 浙江华立涂装设备有限公司 | 一种电泳烘干炉结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012180995A (ja) | 2012-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5568377B2 (ja) | 乾燥方法 | |
| JP5659047B2 (ja) | シーリング剤の乾燥方法、及び加熱設備 | |
| WO2008020812A1 (en) | System for improved powder coating of duct fittings and process for same | |
| JP2024506658A5 (ja) | ||
| JP6034489B2 (ja) | 押出ダイ予熱装置および方法 | |
| CN202359158U (zh) | 一种加热炉 | |
| JP2013512110A (ja) | 補足的な加熱を伴うストレッチ成形装置および方法 | |
| JP5760907B2 (ja) | 加熱装置及び加熱方法 | |
| CN216977387U (zh) | 一种红外触媒辅助加热装置 | |
| KR101442029B1 (ko) | 진공 복층유리 제조장치 | |
| JP2005535483A5 (ja) | ||
| CN109968664A (zh) | 三维物体制造设备、预热装置和缸体加热机构 | |
| CN206279092U (zh) | 夹胶玻璃加热装置 | |
| JP5579521B2 (ja) | 高分子材料の熱硬化方法、及び電気加熱炉式の熱硬化装置 | |
| KR101180609B1 (ko) | 신발의 중창 자외선 전처리 라인챔버 | |
| JP5320315B2 (ja) | 高分子材料の熱硬化方法、及び熱硬化装置 | |
| JP6759299B2 (ja) | 成形体の製造方法及び製造装置 | |
| CN102554382A (zh) | 动量轮壳体密封焊接方法及实施该方法的焊接装置 | |
| CN209037989U (zh) | 一种香烟生产的外层包装机 | |
| CN207439023U (zh) | 一种汽车内部通风道烘烤加热设备 | |
| CN222773687U (zh) | 一种立式高效的特氟龙网格带烘烤箱 | |
| CN206663019U (zh) | 一种超硬材料磨具高效粘接装置 | |
| CN120299844B (zh) | 压敏电阻器的智能化封装设备、封装工艺及压敏电阻器 | |
| JP6379842B2 (ja) | 染色装置 | |
| CN206052081U (zh) | 卧式光亮退火炉炉胆内的导风装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5659047 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |