JP5638957B2 - フィルタトウストランドを加工する装置 - Google Patents
フィルタトウストランドを加工する装置 Download PDFInfo
- Publication number
- JP5638957B2 JP5638957B2 JP2010535268A JP2010535268A JP5638957B2 JP 5638957 B2 JP5638957 B2 JP 5638957B2 JP 2010535268 A JP2010535268 A JP 2010535268A JP 2010535268 A JP2010535268 A JP 2010535268A JP 5638957 B2 JP5638957 B2 JP 5638957B2
- Authority
- JP
- Japan
- Prior art keywords
- filter tow
- distribution
- filter
- guide section
- dispensing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000009826 distribution Methods 0.000 claims description 121
- 239000000654 additive Substances 0.000 claims description 38
- 230000000996 additive effect Effects 0.000 claims description 31
- 238000002156 mixing Methods 0.000 claims description 7
- 239000000843 powder Substances 0.000 claims description 5
- 241000208125 Nicotiana Species 0.000 claims description 3
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 3
- 238000012432 intermediate storage Methods 0.000 claims 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 200
- 239000002245 particle Substances 0.000 description 99
- 238000003860 storage Methods 0.000 description 24
- 238000000034 method Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 9
- 230000007246 mechanism Effects 0.000 description 7
- 241000446313 Lamella Species 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000007480 spreading Effects 0.000 description 6
- 238000003892 spreading Methods 0.000 description 6
- 230000005484 gravity Effects 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 235000019504 cigarettes Nutrition 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000005303 weighing Methods 0.000 description 3
- 239000003610 charcoal Substances 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 206010049040 Weight fluctuation Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000391 smoking effect Effects 0.000 description 1
Images

































Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/0225—Applying additives to filter materials with solid additives, e.g. incorporation of a granular product
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/027—Multiple line manufacturing devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0295—Process control means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01G—WEIGHING
- G01G13/00—Weighing apparatus with automatic feed or discharge for weighing-out batches of material
- G01G13/02—Means for automatically loading weigh pans or other receptacles, e.g. disposable containers, under control of the weighing mechanism
- G01G13/022—Material feeding devices
- G01G13/024—Material feeding devices by gravity
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01G—WEIGHING
- G01G13/00—Weighing apparatus with automatic feed or discharge for weighing-out batches of material
- G01G13/24—Weighing mechanism control arrangements for automatic feed or discharge
- G01G13/248—Continuous control of flow of material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01G—WEIGHING
- G01G17/00—Apparatus for or methods of weighing material of special form or property
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01G—WEIGHING
- G01G9/00—Methods of, or apparatus for, the determination of weight, not provided for in groups G01G1/00 - G01G7/00
- G01G9/005—Methods of, or apparatus for, the determination of weight, not provided for in groups G01G1/00 - G01G7/00 using radiations, e.g. radioactive
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Description
8a、8b....フィルタトウ帯
12....選別モジュール
14....ハウジング
16....入口
20....ブレーキ装置
30a、30b....下転向ロール
32a、32b....上転向ロール
34....輸送ノズル
36....流入フィンガー
40....供給装置
40a、40b....貯蔵容器
42....貯蔵容器
44、44a、44b....供給縦坑
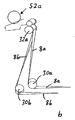
50....分配装置
52a、52b....分配ローラ
53....回転軸線
56....分離薄板
58a,58b....モータ
64....戻し導管
66....分配スライダ
68a、68b....散布縦坑
70....活性炭粒子
74....旋回部材
74a、74b....板状部分
76....回転継手
78....分離薄板
80....調整機構
82、84....分離壁
86....衝突薄板
88....重量計量装置
90....揺動溝
92....分配スクリュー
94....吸込み管
96....送風機
98....別の導管
134a....輸送ノズル
Claims (25)
- それぞれ一つのフィルタトウストランド(8a;8b)が案内される煙草加工産業の少なくとも二つのフィルタトウ案内区間と、フィルタトウストランド(8a;8b)に供給するフィルタトウ案内区間まで少なくとも一つの粒状或いは粉末状添加剤を供給する供給装置(40)とを備えて、少なくとも二つのフィルタトウストランド(8a;8b)を加工する装置において、供給装置(40)が少なくとも二つの供給区分(40a,40b)を有し、そのうちのそれぞれに少なくとも一つの供給区分(例えば40a)が一つのフィルタトウ案内区間(例えば8a)に付属されていて、供給装置(40)によって供給された添加剤(70)の量を分配して付属フィルタトウ案内区間に引渡す分配装置(50)が設けられていて、分配装置とそれにより引渡すべき添加剤の量とを制御する制御装置が使用されて、制御装置が少なくとも一つのセンサー装置を有し、そのセンサー装置が光学的に或いは赤外線或いはマイクロ波の少なくとも一方の使用の下で加工するか又は添加剤の電気伝導性を測定するかの少なくとも一方を行うように、形成されており、分配装置(50)が少なくとも一つの分配手段(78)を有し、この分配手段が少なくとも一つの添加剤(70)の少なくとも一つの供給区分(40a,40b)から供給された質量流の幅に影響を与えるように形成されていることを特徴とする装置。
- 分配装置(50)が少なくとも二つの分配手段(52a,52b)を有し、そのうちのそれぞれに一つの分配手段が一つのフィルタトウ案内区間に付属されていることを特徴とする請求項1に記載の装置。
- 分配装置(50)が少なくとも一つの分配手段(52)を有し、その分配手段が共に少なくとも二つのフィルタトウ案内区間に付属されていることを特徴とする請求項1或いは2に記載の装置。
- 分配装置(50)が少なくとも一つの分配ローラ(52;52a,52b)を有することを特徴とする請求項1乃至3のいずれか一項に記載の装置。
- 少なくとも一つの分配手段が少なくとも一つの分配ローラ(52;52a,52b)を有することを特徴とする請求項2或いは3に記載の装置。
- 分配ローラ(52)が少なくとも二つのフィルタトウ案内区間によっておよそ横方向に延びていることを特徴とする請求項4或いは5に記載の装置。
- 少なくとも一つの分配ローラ(52;52a,52b)を駆動し、制御装置により制御される少なくとも一つの駆動装置を備えることを特徴とする請求項4乃至6のいずれか一項に記載の装置。
- 駆動装置が少なくとも二つの駆動手段を有し、そのうちのそれぞれの一つの分配ローラが駆動され、分離して制御装置により制御されることを特徴とする請求項7に記載の装置。
- 少なくとも一つの分配ローラ(52;52a,52b)が溝ローラとして形成されていることを特徴とする請求項5乃至8のいずれか一項に記載の装置。
- 供給区分が少なくとも一つの添加剤を中間貯蔵するそれぞれの少なくとも一つの貯蔵器(42a,42b)を有することを特徴とする請求項1乃至9のいずれか一項に記載の装置。
- 少なくとも二つの貯蔵器(42aa,42ab,42ac)が共通に一つのフィルタトウ案内区間に付属されていることを特徴とする請求項10に記載の装置。
- 供給区分(40a,40b)がそれぞれに分配装置まで案内する少なくとも一つの縦坑(44a,44b)を有することを特徴とする請求項1乃至11のいずれか一項に記載の装置。
- 少なくとも一つの貯蔵器(42a,42b)の出口には分配装置まで案内する縦坑(44a,44b)が配置されていることを特徴とする請求項10或いは11に記載の装置。
- 少なくとも二つの供給区分(42aa,42ab,42ac)が共にフィルタトウ案内区間に付属されていて、分配装置(50)が一方では、少なくとも二つの供給区分(42aa,42ab,42ac)と他方では、フィルタトウ案内区間との間に設けられていて、分配装置(50)の出口とトウ案内区間との間に混合室(62)が設けられていることを特徴とする請求項1乃至13のいずれか一項に記載の装置。
- 共通分配手段(52a)が一方では、少なくとも二つの供給区分(42aa,42ab,42ac)と他方では、フィルタトウ案内区間との間に設けられていて、分配装置(52a)の出口とトウ案内区間との間に混合室(62)が設けられていることを特徴とする請求項14に記載の装置。
- 少なくとも一つのフィルタトウ案内区間から少なくとも一つの供給区分(42ac)まで余剰な添加剤を戻す戻し装置(64)を備えることを特徴とする請求項1乃至15のいずれか一項に記載の装置。
- 少なくとも一つの分配手段が戻し装置(64)と連結されていることを特徴とする請求項16に記載の装置。
- 少なくとも一つの分配手段が移動自在に支承された案内薄板(78)を有することを特徴とする請求項17に記載の装置。
- 少なくとも一つの分配手段(78)が制御装置により制御できることを特徴とする請求項17乃至18のいずれか一項に記載の装置。
- 分配装置(50)が少なくとも一つのフィルタトウ案内区間を案内する少なくとも一つの揺動溝(90)を有することを特徴とする請求項1乃至19のいずれか一項に記載の装置。
- 少なくとも一つの分配手段が少なくとも一つのフィルタトウ案内区間を案内する少なくとも一つの揺動溝(90)を有することを特徴とする請求項2に記載の装置。
- 制御装置は添加剤(70)の重量を検出する少なくとも一つの重量計量装置(88)を有し、検出された重量に依存して付属分配手段(90)とそれにより与えられた添加剤(70)の量を制御することを特徴とする請求項2或いは3に記載の装置。
- 分配装置が少なくとも一つの分配スクリュー(92)を有することを特徴とする請求項1乃至22のいずれか一項に記載の装置。
- 少なくとも一つの分配手段が少なくとも一つの分配スクリュー(92)を有することを特徴とする請求項2に記載の装置。
- 一つの分配スクリュー(92)と一つのフィルタトウ案内区間の間に一つの揺動溝(90)が配置されていることを特徴とする請求項23或いは24に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007057396.2 | 2007-11-27 | ||
| DE102007057396A DE102007057396A1 (de) | 2007-11-27 | 2007-11-27 | Vorrichtung zur Bearbeitung von mindestens zwei Filtertowsträngen |
| PCT/EP2008/009687 WO2009068196A2 (de) | 2007-11-27 | 2008-11-15 | Vorrichtung zur bearbeitung von mindestens zwei filtertowsträngen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011504731A JP2011504731A (ja) | 2011-02-17 |
| JP2011504731A5 JP2011504731A5 (ja) | 2014-03-27 |
| JP5638957B2 true JP5638957B2 (ja) | 2014-12-10 |
Family
ID=40404142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010535268A Expired - Fee Related JP5638957B2 (ja) | 2007-11-27 | 2008-11-15 | フィルタトウストランドを加工する装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2217100A2 (ja) |
| JP (1) | JP5638957B2 (ja) |
| KR (1) | KR101355551B1 (ja) |
| CN (1) | CN101877974B (ja) |
| DE (1) | DE102007057396A1 (ja) |
| WO (1) | WO2009068196A2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010000680A1 (de) * | 2010-01-05 | 2011-07-07 | Hauni Maschinenbau AG, 21033 | Herstellung von Filtersträngen und Filterstrangmaschine |
| PL219049B1 (pl) * | 2011-05-23 | 2015-03-31 | Int Tobacco Machinery Poland | Zespół do przemieszczania segmentów filtrowych |
| US10064429B2 (en) * | 2011-09-23 | 2018-09-04 | R.J. Reynolds Tobacco Company | Mixed fiber product for use in the manufacture of cigarette filter elements and related methods, systems, and apparatuses |
| DE102011085981A1 (de) * | 2011-11-09 | 2014-01-09 | Hauni Maschinenbau Ag | Filterherstellmaschine der Tabak verarbeitenden Industrie |
| CN103750559B (zh) * | 2014-01-28 | 2015-12-09 | 广东中烟工业有限责任公司 | 一种双加料机加料装置及其制备的二元复合滤嘴 |
| CN104554852B (zh) * | 2014-12-31 | 2017-02-08 | 山东莱茵科技设备有限公司 | 全自动艾绒包装机 |
| ITUB20156245A1 (it) * | 2015-12-03 | 2017-06-03 | Gd Spa | Macchina per la realizzazione di filtri. |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE871424C (de) * | 1939-12-24 | 1953-03-23 | Natronzellstoff Und Papierfabr | Bunker fuer schuettfaehiges Gut mit umlaufender Austragsrohrschnecke |
| US3390039A (en) * | 1964-10-09 | 1968-06-25 | Eastman Kodak Co | Method and apparatus for making additive filters |
| CH517449A (de) | 1970-12-01 | 1972-02-29 | Burrus & Cie | Einrichtung zur Herstellung eines Zigarettenfilterstabes |
| US3743528A (en) * | 1971-07-08 | 1973-07-03 | Liggett & Myers Inc | Method and apparatus for impregnating fibrous filter material |
| CH549964A (fr) * | 1971-11-10 | 1974-06-14 | Burrus & Cie | Procede de remplissage de filtre de cigarette et dispositif pour la mise en oeuvre du procede. |
| NO128953B (ja) * | 1971-12-28 | 1974-02-04 | Ardal Og Sunndal Verk | |
| US3910166A (en) * | 1974-02-04 | 1975-10-07 | Brown & Williamson Tobacco | Method and apparatus for the manufacture of filter rods containing particulate material from a split web of filter material |
| CH604574A5 (en) * | 1975-12-08 | 1978-09-15 | Burrus & Cie | Continuously producing cigarette filter tips |
| DE2555129C3 (de) * | 1975-12-08 | 1979-10-18 | Baumgartner Papiers Sa | Zigarettenfiltereinheit und Einrichtung zur Herstellung derselben |
| AU5528180A (en) * | 1979-02-12 | 1980-08-21 | Philip Morris Incorporated | Charcoal cigarette filter |
| IT1189035B (it) * | 1981-04-01 | 1988-01-28 | Gd Spa | Macchina confezionatrice di sigarette a doppio baco continuo |
| JPH0697179B2 (ja) * | 1986-12-24 | 1994-11-30 | 赤武エンジニアリング株式会社 | 粉体供給装置 |
| DE3823707A1 (de) | 1988-07-13 | 1990-01-18 | Hauni Werke Koerber & Co Kg | Verfahren und vorrichtung zur herstellung von filterstaeben fuer stabfoermige rauchartikel |
| FR2655319B1 (fr) * | 1989-12-01 | 1992-04-03 | Pignat Sa | Introducteur-doseur pour produits pulverulents, granules, pateux ou similaires. |
| DE4109603A1 (de) * | 1991-03-23 | 1992-09-24 | Hauni Werke Koerber & Co Kg | Verfahren und vorrichtung zum herstellen von filterstaeben fuer zigaretten |
| DE4308093A1 (de) * | 1992-03-26 | 1993-09-30 | Hauni Werke Koerber & Co Kg | Verfahren und Maschine zum Aufbereiten von Filtertowmaterial |
| IT1272020B (it) * | 1992-03-26 | 1997-06-10 | Koerber Ag | Procedimento e macchina per trattare materiale per un cordone di filtro. |
| US5683777A (en) * | 1993-06-16 | 1997-11-04 | Rhone-Poulenc Rhodia Ag | Multiple width fiber strip and method and apparatus for its production |
| TR200102539T2 (tr) | 1999-03-02 | 2002-01-21 | Philip Morris Products Inc. | Tanecik taşıyan bir filtre çubuğunun üretilmesi için bir yöntem ve tertibat. |
| IT1320936B1 (it) | 2000-01-31 | 2003-12-18 | Gd Spa | Unita' di gommatura. |
| EP1314363B1 (en) | 2000-08-31 | 2010-08-25 | Japan Tobacco Inc. | Filter manufacturing machine |
| US7004896B2 (en) | 2001-01-29 | 2006-02-28 | Hauni Maschinenbau Gmbh | Method and arrangement for producing compound filters |
| DE10146953B4 (de) * | 2001-09-24 | 2007-10-04 | International Tobacco Machinery B.V. | Verfahren und Vorrichtung zur Herstellung von Filtern für Filterzigaretten |
| EP1458543A1 (en) | 2001-11-30 | 2004-09-22 | Philip Morris Products Inc. | Continuous process for impregnating solid adsorbent particles into shaped micro-cavity fibers and fiber filters |
| DE10159233A1 (de) * | 2001-12-03 | 2003-06-18 | Fietkau Stefan | Verfahren zur Herstellung von Filtern für Filterzigaretten |
| US6708734B2 (en) | 2002-01-23 | 2004-03-23 | Philip Morris Incorporated | Vibrational removal of excess particulate matter |
| GB0310034D0 (en) | 2003-04-30 | 2003-06-04 | British American Tobacco Co | Improvements relating to material application to rod wrappers |
| DE10354924B4 (de) * | 2003-11-25 | 2024-01-18 | Körber Technologies Gmbh | Vorrichtung zum Aufbereiten von Filtertowmaterial sowie Vorrichtung zur Herstellung von Filtern |
| DE102004051926A1 (de) * | 2004-10-25 | 2006-04-27 | Hauni Maschinenbau Ag | Filterherstellungsverfahren sowie -vorrichtung |
| GB0426615D0 (en) * | 2004-12-03 | 2005-01-05 | Filtrona Suisse Sa | Tobacco smoke filter |
| DE102005024645A1 (de) * | 2005-05-25 | 2006-11-30 | Hauni Maschinenbau Ag | Vorrichtung zur Aufbereitung und/oder Herstellung von stabförmigen Gegenständen der tabakverarbeitenden Industrie |
| ITBO20050334A1 (it) | 2005-05-10 | 2005-08-09 | Gd Spa | Dispositivo per accoppiare spezzoni di baco di sigaretta a spezzoni di filtro |
| DE102005026147A1 (de) * | 2005-06-06 | 2006-12-28 | Mahrwald, Jürgen, Dr. agr. | Verfahren und Vorrichtung zum Dosieren von Schüttgut |
| DE102005051523A1 (de) * | 2005-10-26 | 2007-05-03 | Hauni Maschinenbau Ag | Vorrichtung und Verfahren zum Aufbereiten wenigstens eines Streifens aus Filtermaterial der Tabak verarbeitenden Industrie |
| DE102006001643A1 (de) | 2006-01-12 | 2007-07-26 | Rhodia Acetow Gmbh | Umlenkvorrichtung, Maschine umfassend eine derartige Umlenkvorrichtung und Verfahren zum Fördern und Umlenken wenigstens eines Filtertowstranges |
| DE102006018101A1 (de) * | 2006-04-18 | 2007-10-25 | Hauni Maschinenbau Ag | Aufbereitungseinheit zur Aufbereitung mindestens eines Filtertowstreifens sowie eine Vorrichtung mit mindestens zwei derartigen Aufbereitungseinheiten |
| DE102006018102A1 (de) * | 2006-04-18 | 2007-10-25 | Hauni Maschinenbau Ag | Faserfilterherstellung |
| DE102006018111A1 (de) * | 2006-04-18 | 2007-10-25 | Hauni Maschinenbau Ag | Aufbereitungseinheit zur Aufbereitung mindestens eines Filtertowstreifens für die Herstellung von Filtern für stabförmige Rauchartikel |
-
2007
- 2007-11-27 DE DE102007057396A patent/DE102007057396A1/de not_active Ceased
-
2008
- 2008-11-15 CN CN200880118859.5A patent/CN101877974B/zh not_active Expired - Fee Related
- 2008-11-15 WO PCT/EP2008/009687 patent/WO2009068196A2/de active Application Filing
- 2008-11-15 KR KR1020107013678A patent/KR101355551B1/ko not_active Expired - Fee Related
- 2008-11-15 JP JP2010535268A patent/JP5638957B2/ja not_active Expired - Fee Related
- 2008-11-15 EP EP08854235A patent/EP2217100A2/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007057396A1 (de) | 2009-05-28 |
| JP2011504731A (ja) | 2011-02-17 |
| CN101877974A (zh) | 2010-11-03 |
| KR101355551B1 (ko) | 2014-01-24 |
| WO2009068196A3 (de) | 2010-03-18 |
| CN101877974B (zh) | 2014-12-17 |
| WO2009068196A2 (de) | 2009-06-04 |
| KR20100098411A (ko) | 2010-09-06 |
| EP2217100A2 (de) | 2010-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5638957B2 (ja) | フィルタトウストランドを加工する装置 | |
| US7318797B2 (en) | Continuous rod machine arrangement for producing nonwoven filters | |
| CN1712583B (zh) | 用于测量经过前纺机器或系统的纤维材料质量的装置 | |
| JPH05236928A (ja) | たばこ繊維から連続体を造るための方法および装置 | |
| CN1112140C (zh) | 将物料涂敷到吸烟制品的过滤材料的纤维上的方法和装置 | |
| US5009238A (en) | Apparatus for supplying fibrous material to machines for simultaneously producing a plurality of cigarette rods | |
| JP2001522596A (ja) | タバコ流の搬送方法、供給装置、および、このような供給装置を備えたタバコ製造機 | |
| US6273093B1 (en) | Incorporating smoke-modifying agents in smoking material rods | |
| US4908910A (en) | Process and apparatus for blending fibers of at least two flows of fiber material, in particular spinning material | |
| JP2010279380A (ja) | 繊維フィルタの製造 | |
| CN103767067A (zh) | 用于给烟草加工行业的成条机供应由纤维材料构成的产品流的分配装置和方法 | |
| CS242878B2 (en) | Machine for cigarettes production equipped with tobacco auxiliary supply mechanism | |
| JPH0583229B2 (ja) | ||
| CS244433B2 (en) | Tabacco feeding device for continuous cigarettes production | |
| JP2014226141A (ja) | フィルタトウへの材料の取り入れ | |
| ITRM950732A1 (it) | Macchina per la fabbricazione di sigarette | |
| CN216378519U (zh) | 用于加工纺织纤维的装置 | |
| JPH04258280A (ja) | たばこ流を形成するための方法および装置 | |
| CN100400255C (zh) | 用于形成纤维板坯的方法和设备 | |
| JPS6157416B2 (ja) | ||
| JPH0521549B2 (ja) | ||
| GB2263382A (en) | Cigarette manufacturing machine | |
| PL208780B1 (pl) | Urządzenie do pneumatycznego zasilania maszyn w materiały sypkie, zwłaszcza w krajankę tytoniową |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111004 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131112 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20140207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140919 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141015 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141023 |
|
| LAPS | Cancellation because of no payment of annual fees |