JP5539540B2 - 転送装置 - Google Patents
転送装置 Download PDFInfo
- Publication number
- JP5539540B2 JP5539540B2 JP2012548471A JP2012548471A JP5539540B2 JP 5539540 B2 JP5539540 B2 JP 5539540B2 JP 2012548471 A JP2012548471 A JP 2012548471A JP 2012548471 A JP2012548471 A JP 2012548471A JP 5539540 B2 JP5539540 B2 JP 5539540B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- fuel cell
- head
- sheet material
- port
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 claims description 83
- 239000000463 material Substances 0.000 claims description 71
- 239000000446 fuel Substances 0.000 claims description 34
- 238000005452 bending Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 11
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 239000012530 fluid Substances 0.000 description 18
- 239000000853 adhesive Substances 0.000 description 15
- 230000001070 adhesive effect Effects 0.000 description 15
- 239000012528 membrane Substances 0.000 description 7
- 230000008569 process Effects 0.000 description 5
- 238000005273 aeration Methods 0.000 description 3
- 238000002372 labelling Methods 0.000 description 3
- 239000007800 oxidant agent Substances 0.000 description 3
- 230000001590 oxidative effect Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920005597 polymer membrane Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000010380 label transfer Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000005518 polymer electrolyte Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/91—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/91—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers
- B65G47/914—Devices for picking-up and depositing articles or materials incorporating pneumatic, e.g. suction, grippers provided with drive systems incorporating rotary and rectilinear movements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/24—Delivering or advancing articles from machines; Advancing articles to or into piles by air blast or suction apparatus
- B65H29/241—Suction devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/22—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device
- B65H5/222—Feeding articles separated from piles; Feeding articles to machines by air-blast or suction device by suction devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1016—Fuel cells with solid electrolytes characterised by the electrolyte material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2220/00—Function indicators
- B65H2220/09—Function indicators indicating that several of an entity are present
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4433—Moving, forwarding, guiding material by acting on surface of handled material by means holding the material
- B65H2301/44336—Moving, forwarding, guiding material by acting on surface of handled material by means holding the material using suction forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/33—Rotary suction means, e.g. roller, cylinder or drum
- B65H2406/331—Rotary suction means, e.g. roller, cylinder or drum arranged for rotating while moving along material to be handled, e.g. rolling on material
- B65H2406/3314—Rotary suction means, e.g. roller, cylinder or drum arranged for rotating while moving along material to be handled, e.g. rolling on material arranged for linear movement, e.g. on reciprocating support
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/34—Suction grippers
- B65H2406/344—Suction grippers circulating in closed loop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/36—Means for producing, distributing or controlling suction
- B65H2406/361—Means for producing, distributing or controlling suction distributing vacuum from stationary element to movable element
- B65H2406/3614—Means for producing, distributing or controlling suction distributing vacuum from stationary element to movable element involving a shoe in sliding contact with an inner section of the periphery of a rotating element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/72—Fuel cell manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/4911—Electric battery cell making including sealing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Fuel Cell (AREA)
- Labeling Devices (AREA)
- Handling Of Sheets (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Specific Conveyance Elements (AREA)
- Printing Methods (AREA)
- Coating Apparatus (AREA)
- Inert Electrodes (AREA)
- Eye Examination Apparatus (AREA)
Description
Claims (9)
- ヘッドを含み、第1の基板から第2の基板へ柔軟性シート素材を転送する燃料電池の組み立て装置であって、
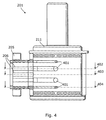
前記ヘッドは、前記第1の基板及び前記第2の基板に対して相対的に回転及び移動をすることができ、円筒状の湾曲部を含んでおり、
前記円筒状の湾曲部は、外面にわたって、開口部が設けられており、
前記開口部は、前記外面に接触するシート素材に空気圧を印加し、
前記ヘッドは、回転と移動の組み合わせによって、前記第1の基板から前記第2の基板へ前記シート素材を転送し、
前記ヘッドの前記円筒状の湾曲部は、前記ヘッドの中央部に対して相対的に回転可能であり、
前記ヘッドの前記中央部は、第1ポートと、第2ポートとを含んでおり、
前記第1ポートは、前記中央部に対して相対的に回転した第1の回転位置にある前記湾曲部の前記開口部に負の圧力を印加し、
前記第2ポートは、前記中央部に対して相対的に回転した第2の回転位置にある前記湾曲部の前記開口部に正の圧力を印加する、
燃料電池の組み立て装置。 - 請求項1に記載された燃料電池の組み立て装置であって、前記ヘッドが前記シート素材の表面に対して相対的に移動しながら回転する間に、負の空気圧を前記開口部へ印加することによって、前記第1の基板から前記シート素材を持ち上げる、燃料電池の組み立て装置。
- 請求項1又は2に記載された燃料電池の組み立て装置であって、前記第2の基板の表面を横断する前記ヘッドの相対的な回転及び移動の組み合わせにより、前記第2の基板へ前記シート素材を充当する、燃料電池の組み立て装置。
- 請求項1乃至3のいずれかに記載された燃料電池の組み立て装置であって、前記第2の基板の表面に対する前記シート素材の充当の間又は後に、前記開口部に正の空気圧を印加する、燃料電池の組み立て装置。
- 請求項1乃至4のいずれかに記載された燃料電池の組み立て装置であって、前記第2の基板の表面に対する前記シート素材の充当の間、前記シート素材の厚さを越えて、前記第2の基板に対して機械的圧力を印加する、燃料電池の組み立て装置。
- 請求項1に記載された燃料電池の組み立て装置であって、前記第1ポート、前記第2ポート、及び、前記湾曲部における前記開口部は、前記湾曲部が前記中央部に対して相対的に回転するときに、前記開口部に対して空気圧を連続して印加する、燃料電池の組み立て装置。
- 請求項6に記載された燃料電池の組み立て装置であって、前記ヘッドの前記中央部は、第1プレナムと、第2プレナムとを含んでおり、
前記第1プレナムは、前記第1ポートに接続され、前記ヘッドの前記中央部の第1の部分の周囲を円周方向に延伸しており、
前記第2プレナムは、前記第2ポートに接続され、前記ヘッドの前記中央部の第2の部分の周囲を円周方向に延伸する、
燃料電池の組み立て装置。 - 請求項1乃至7に記載された燃料電池の組み立て装置を利用し、第1の基板から第2の基板へシート素材を転送する燃料電池の組み立て方法であって、
前記第1の基板の上にある前記シート素材の上方で前記湾曲部を位置決めする工程と、
前記湾曲部の前記外面における前記開口部に対して負の空気圧を印加しながら、前記シート素材を横切って、前記湾曲部を回転及び移動する工程と、
前記ヘッドの上にある前記シート素材を前記第1の基板から前記第2の基板へ移動する工程と、
前記湾曲部を回転及び移動させ、前記第2の基板の表面を横断させることにより、前記第2の基板へ前記シート素材を充当する工程とを含む、
燃料電池の組み立て方法。 - 請求項8に記載の燃料電池の組み立て方法を含む燃料電池の製造方法であって、
前記シート素材は、ガスケット素材を含んでおり、
前記第2の基板は、燃料電池アセンブリに対応した平面電極素子を含んでいる、
燃料電池の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1000651.8 | 2010-01-15 | ||
| GB1000651.8A GB2476965B (en) | 2010-01-15 | 2010-01-15 | Transfer mechanism |
| PCT/GB2010/002349 WO2011086340A1 (en) | 2010-01-15 | 2010-12-31 | Transfer mechanism |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013517191A JP2013517191A (ja) | 2013-05-16 |
| JP2013517191A5 JP2013517191A5 (ja) | 2014-01-23 |
| JP5539540B2 true JP5539540B2 (ja) | 2014-07-02 |
Family
ID=42028408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012548471A Expired - Fee Related JP5539540B2 (ja) | 2010-01-15 | 2010-12-31 | 転送装置 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US9028566B2 (ja) |
| EP (1) | EP2523879B1 (ja) |
| JP (1) | JP5539540B2 (ja) |
| KR (1) | KR101658842B1 (ja) |
| CN (1) | CN102781798B (ja) |
| AR (1) | AR079893A1 (ja) |
| BR (1) | BR112012017577A2 (ja) |
| CA (1) | CA2786759A1 (ja) |
| GB (1) | GB2476965B (ja) |
| MX (1) | MX2012008254A (ja) |
| SG (1) | SG182511A1 (ja) |
| TW (1) | TWI501460B (ja) |
| WO (1) | WO2011086340A1 (ja) |
| ZA (1) | ZA201205251B (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10246936B2 (en) | 2014-12-19 | 2019-04-02 | PDS IG Holding LLC | Masking systems and methods |
| US10479063B2 (en) | 2014-12-19 | 2019-11-19 | PDS IG Holding LLC | Roller masking system and method |
| CN105035748B (zh) * | 2015-05-21 | 2017-08-25 | 江苏比微曼智能科技有限公司 | 一种带有防滑结构的片状工件转移用装置 |
| CN104944181B (zh) * | 2015-05-21 | 2017-07-28 | 江苏比微曼智能科技有限公司 | 一种片状工件转移用工具及装置 |
| US9511951B1 (en) * | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| US9511952B1 (en) * | 2015-06-23 | 2016-12-06 | The Procter & Gamble Company | Methods for transferring discrete articles |
| ES2909332T3 (es) * | 2015-07-24 | 2022-05-06 | Joa Curt G Inc | Aparatos y procedimientos de conmutación de vacío |
| US11342798B2 (en) | 2017-10-30 | 2022-05-24 | Energous Corporation | Systems and methods for managing coexistence of wireless-power signals and data signals operating in a same frequency band |
| US11440306B2 (en) | 2019-01-11 | 2022-09-13 | PDS IG Holdings LLC | Gantry based film applicator system |
| CN111717713B (zh) * | 2020-05-29 | 2022-02-08 | 福建永信数控科技股份有限公司 | 一种用于全自动口罩机的翻转机构 |
| WO2021261690A1 (ko) * | 2020-06-23 | 2021-12-30 | 씰링크 주식회사 | 회전축 씰 및 이를 사용하는 부품 이송장치 |
| WO2022070559A1 (ja) * | 2020-09-30 | 2022-04-07 | パナソニックIpマネジメント株式会社 | 積層装置 |
| DE102022105874A1 (de) * | 2022-03-14 | 2023-09-14 | Körber Technologies Gmbh | Stapelstation und Stapelverfahren für die Batteriezellen produzierende Industrie |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3532854A (en) | 1967-07-13 | 1970-10-06 | Cheshire Inc | Heat wheel for automatic addressing machines |
| JPS4936040B1 (ja) * | 1967-11-27 | 1974-09-27 | ||
| US4425181A (en) | 1982-03-19 | 1984-01-10 | Mgs Machine Corporation | Outsert applicator apparatus |
| GB8305749D0 (en) | 1983-03-02 | 1983-04-07 | British Aerospace | Tape laying apparatus |
| JPS61500311A (ja) * | 1983-11-02 | 1986-02-27 | ベツク,ジヨゼフ | 箔のプレス加工の方法と装置、ならびにその方法で生産されるキーボード |
| GB8711403D0 (en) | 1987-05-14 | 1987-06-17 | Portals Eng Ltd | Label applying devices |
| FR2617468B1 (fr) * | 1987-06-30 | 1989-12-15 | Coopelin | Procede et machine de formation d'un empilage a plat de feuilles de format predetermine |
| DE9311454U1 (de) | 1993-07-31 | 1993-11-11 | SYSTRAPLAN Gesellschaft für Planung und Bau von materialflußtechnischen Anlagen mbH & Co. KG, 32052 Herford | Umlaufendes Saugleistensystem zum Vereinzeln von Papierbögen, Folien etc. und Zusammenlegen eines Paketes |
| US6319347B1 (en) * | 1994-01-25 | 2001-11-20 | Kimberly-Clark Worldwide, Inc. | Method for placing discrete parts transversely onto a moving web |
| SE507136C2 (sv) * | 1996-06-28 | 1998-04-06 | Moelnlycke Ab | Appliceringstrumma för användning vid produktion av absorberande artiklar |
| TW479384B (en) * | 1997-10-06 | 2002-03-11 | Reveo Inc | Cathode belt structure for use in a metal-air fuel cell battery system and method of fabricating the same |
| JP2001042315A (ja) * | 1999-08-04 | 2001-02-16 | Nec Eng Ltd | 液晶表示素子用フィルム貼付装置及び液晶表示素子用フィルム貼付方法 |
| US6890672B2 (en) * | 2001-06-26 | 2005-05-10 | Idatech, Llc | Fuel processor feedstock delivery system |
| US20040042789A1 (en) * | 2002-08-30 | 2004-03-04 | Celanese Ventures Gmbh | Method and apparatus for transferring thin films from a source position to a target position |
| TW200607153A (en) * | 2004-07-08 | 2006-02-16 | Direct Methanol Fuel Cell Corp | Fuel cell cartridge and fuel delivery system |
| US20060022081A1 (en) * | 2004-07-30 | 2006-02-02 | Pemeas Gmbh | Cartridge and method for handling thin film membranes |
| GB2434845B (en) * | 2006-02-01 | 2010-10-13 | Intelligent Energy Ltd | Variable compressibility gaskets |
| US7601237B2 (en) * | 2006-02-01 | 2009-10-13 | The Boeing Company | Fabric handling apparatus and method for composite manufacture |
| KR100821033B1 (ko) * | 2007-04-12 | 2008-04-08 | 삼성에스디아이 주식회사 | 연료전지 스택 및 그 제조방법 |
| JP5299736B2 (ja) * | 2007-09-04 | 2013-09-25 | Nltテクノロジー株式会社 | フィルム貼付装置 |
-
2010
- 2010-01-15 GB GB1000651.8A patent/GB2476965B/en not_active Expired - Fee Related
- 2010-12-31 EP EP10805725.8A patent/EP2523879B1/en not_active Not-in-force
- 2010-12-31 US US13/521,646 patent/US9028566B2/en not_active Expired - Fee Related
- 2010-12-31 KR KR1020127020822A patent/KR101658842B1/ko active IP Right Grant
- 2010-12-31 CA CA2786759A patent/CA2786759A1/en not_active Abandoned
- 2010-12-31 SG SG2012051801A patent/SG182511A1/en unknown
- 2010-12-31 JP JP2012548471A patent/JP5539540B2/ja not_active Expired - Fee Related
- 2010-12-31 MX MX2012008254A patent/MX2012008254A/es active IP Right Grant
- 2010-12-31 BR BR112012017577A patent/BR112012017577A2/pt not_active IP Right Cessation
- 2010-12-31 CN CN201080061422.XA patent/CN102781798B/zh not_active Expired - Fee Related
- 2010-12-31 WO PCT/GB2010/002349 patent/WO2011086340A1/en active Application Filing
-
2011
- 2011-01-13 TW TW100101200A patent/TWI501460B/zh not_active IP Right Cessation
- 2011-01-13 AR ARP110100108A patent/AR079893A1/es not_active Application Discontinuation
-
2012
- 2012-07-13 ZA ZA2012/05251A patent/ZA201205251B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2523879B1 (en) | 2016-04-13 |
| AR079893A1 (es) | 2012-02-29 |
| US9028566B2 (en) | 2015-05-12 |
| JP2013517191A (ja) | 2013-05-16 |
| BR112012017577A2 (pt) | 2016-08-16 |
| SG182511A1 (en) | 2012-08-30 |
| WO2011086340A1 (en) | 2011-07-21 |
| KR101658842B1 (ko) | 2016-09-22 |
| GB2476965A (en) | 2011-07-20 |
| TWI501460B (zh) | 2015-09-21 |
| ZA201205251B (en) | 2016-01-27 |
| MX2012008254A (es) | 2012-08-03 |
| GB2476965B (en) | 2014-12-10 |
| EP2523879A1 (en) | 2012-11-21 |
| CA2786759A1 (en) | 2011-07-21 |
| US20120312446A1 (en) | 2012-12-13 |
| GB201000651D0 (en) | 2010-03-03 |
| CN102781798B (zh) | 2015-11-25 |
| KR20120120289A (ko) | 2012-11-01 |
| TW201140928A (en) | 2011-11-16 |
| CN102781798A (zh) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5539540B2 (ja) | 転送装置 | |
| JP2010514099A (ja) | ロール製品型燃料電池サブアセンブリを製作するための方法及び装置 | |
| JP5321181B2 (ja) | 燃料電池部材の触媒層と電解質膜の接合体の製造方法 | |
| CN107104241B (zh) | 膜电极接合体的制造装置 | |
| JP5836978B2 (ja) | 積層燃料電池を組み立てる方法および装置 | |
| US20110162784A1 (en) | Membrane electrode assembly fabrication | |
| JP2001332277A (ja) | 燃料電池スタック | |
| KR102272864B1 (ko) | 지지 필름, 첩부 방법, 막·전극 접합체의 제조 방법 및 제조 장치 | |
| JP2010123509A (ja) | 燃料電池に用いられる膜−電極−ガス拡散層接合体の製造方法 | |
| WO2021010047A1 (ja) | サブガスケット付膜電極接合体の製造方法、サブガスケット付膜電極接合体の製造装置、および、サブガスケット基材 | |
| JP2007157438A (ja) | 燃料電池セルの製造方法及び燃料電池セルの製造設備 | |
| JP6155989B2 (ja) | 膜電極接合体の製造装置、及び製造方法 | |
| JP2017107753A (ja) | 樹脂枠付き電解質膜・電極構造体の製造方法及びその製造装置 | |
| JP2011070911A (ja) | プレス用治具、及びこれを用いた触媒層−電解質膜積層体の製造方法 | |
| JP5151132B2 (ja) | 燃料電池の製造方法および製造装置 | |
| JP6126049B2 (ja) | 燃料電池の製造方法 | |
| JP5461361B2 (ja) | 燃料電池用電解質膜・電極構造体の製造方法 | |
| JP5466131B2 (ja) | 燃料電池用電解質膜・電極構造体の製造方法 | |
| JP2007005434A (ja) | 静電チャック装置用電極シートおよび静電チャック装置 | |
| JP2021034306A (ja) | 燃料電池用板状部材の搬送装置 | |
| JP6079381B2 (ja) | 膜電極接合体の製造方法、及び膜電極接合体の製造装置 | |
| JP2010040338A (ja) | 燃料電池スタックの製造方法および製造装置ならびに燃料電池スタック | |
| KR20230100274A (ko) | 연료전지 제조시스템 | |
| JP2023146867A (ja) | 膜電極接合体生成用シートの製造方法、膜電極接合体の製造方法、膜電極接合体生成用シートのセット、膜電極接合体生成用シートの製造装置及び膜電極接合体の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5539540 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140430 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |