JP5535649B2 - 金属質母材を備えた繊維複合材料の製造方法 - Google Patents
金属質母材を備えた繊維複合材料の製造方法 Download PDFInfo
- Publication number
- JP5535649B2 JP5535649B2 JP2009546643A JP2009546643A JP5535649B2 JP 5535649 B2 JP5535649 B2 JP 5535649B2 JP 2009546643 A JP2009546643 A JP 2009546643A JP 2009546643 A JP2009546643 A JP 2009546643A JP 5535649 B2 JP5535649 B2 JP 5535649B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- metallic
- fiber
- fibers
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C47/00—Making alloys containing metallic or non-metallic fibres or filaments
- C22C47/02—Pretreatment of the fibres or filaments
- C22C47/04—Pretreatment of the fibres or filaments by coating, e.g. with a protective or activated covering
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C47/00—Making alloys containing metallic or non-metallic fibres or filaments
- C22C47/02—Pretreatment of the fibres or filaments
- C22C47/06—Pretreatment of the fibres or filaments by forming the fibres or filaments into a preformed structure, e.g. using a temporary binder to form a mat-like element
- C22C47/062—Pretreatment of the fibres or filaments by forming the fibres or filaments into a preformed structure, e.g. using a temporary binder to form a mat-like element from wires or filaments only
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/249927—Fiber embedded in a metal matrix
Description
−ガラス繊維1から成るスクリムに対して、脱脂用の沸騰アルカリ水溶液中で脱脂処理を施し、その後、脱ミネラル水中で徹底的なリンス処理を施す。
−脱脂処理されたガラス繊維のスクリムに対して、化学的成膜法(無電解成膜法)によるメタライジング処理(例えば化学的銅成膜法や化学的ニッケル成膜法など)を施して、非導電性だった繊維1の表面を薄い導電性コーティング層で被覆し、その後、徹底的なリンス処理を施す。
−導電層であるメタライジング層2が表面に薄く形成された繊維1に対して、電解めっき法を用いて補強用被膜の成膜処理を施して、例えば膜厚が150μmの補強用被膜を形成することにより(例えばニッケルめっき浴で電流密度を2〜3A/dm2とする)、付加的金属質バインダ層3を形成し、その後、そのガラス繊維のスクリムに対して、徹底的なリンス処理及び乾燥処理を施す。
−電解めっき(ニッケルめっき)が施された両側面に軽くブラスト処理を施し、これはショットブラスト装置内において投射材としてコランダム粒子(粒径は例えば0〜100μm)を使用して行い、それによって両側面の表面を粗面化する。
−粗面化した両側面の表面に、電気アーク溶射法を用いて、軽金属材料(例えばアルミニウムなど)をコーティングする。この電気アーク溶射法による処理は、ガラス繊維のスクリムに存在していた繊維間の隙間が埋められて、稠密な連続層(複合層)が形成されるまで行う。この複合層は、大きな強度を有し、しかも低比重であるという特質を備えたものである。更に、この複合層は、穿孔加工、フライス加工、研削加工、研磨加工、及びその他の様々な機械加工が可能である。
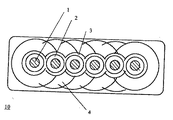
2 メタライジング層、金属質導電層
3 金属質バインダ層
4 金属質最終層
10 繊維複合材料
Claims (3)
- 金属質母材を備えた繊維複合材料の製造方法において、
個々の繊維(1)を組合せて成る繊維質材料の上に、前記金属質母材を構成する金属質コーティング層を形成し、その際に、前記金属質コーティング層を、前記繊維(1)を囲繞するメタライジング層(2)と、該メタライジング層(2)の上に形成する金属質最終層(4)と、前記メタライジング層(2)と前記金属質最終層(4)との間に形成する付加的金属質バインダ層(3)とで構成し、前記付加的金属質バインダ層(3)の表面にブラスト処理を施す
ことを特徴とする方法。 - 前記メタライジング層(2)を、化学的にまたは溶射により形成することを特徴とする請求項1記載の方法。
- 前記金属質最終層(4)、及び/または、前記付加的金属質バインダ層(3)を、電解めっきまたは溶射により形成することを特徴とする請求項1又は2記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007004531.1 | 2007-01-24 | ||
| DE200710004531 DE102007004531A1 (de) | 2007-01-24 | 2007-01-24 | Faserverbundwerkstoff mit metallischer Matrix und Verfahren zu seiner Herstellung |
| PCT/DE2008/000055 WO2008089722A2 (de) | 2007-01-24 | 2008-01-12 | Faserverbundwerkstoff mit metallischer matrix und verfahren zu seiner herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010516504A JP2010516504A (ja) | 2010-05-20 |
| JP5535649B2 true JP5535649B2 (ja) | 2014-07-02 |
Family
ID=39563927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009546643A Expired - Fee Related JP5535649B2 (ja) | 2007-01-24 | 2008-01-12 | 金属質母材を備えた繊維複合材料の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100092751A1 (ja) |
| EP (1) | EP2113036B1 (ja) |
| JP (1) | JP5535649B2 (ja) |
| CN (1) | CN101636516B (ja) |
| BR (1) | BRPI0807808A2 (ja) |
| CA (1) | CA2676731C (ja) |
| DE (1) | DE102007004531A1 (ja) |
| RU (1) | RU2465364C2 (ja) |
| WO (1) | WO2008089722A2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2975317B1 (fr) * | 2011-05-18 | 2013-05-31 | Snecma | Procede de fabrication par soudage diffusion d'une piece monobloc pour une turbomachine |
| DE102012011264A1 (de) * | 2012-06-07 | 2013-12-12 | Technische Universität Dresden | Metallgussverbundbauteil |
| DE102013016854A1 (de) * | 2013-10-10 | 2015-04-16 | Airbus Defence and Space GmbH | Faserverbund-Halbzeug und Verfahren zum Herstellen von Faserverbundhalbzeugen |
| RU2568407C1 (ru) * | 2014-07-01 | 2015-11-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Волокнистый композиционный материал с матрицей на основе ниобия |
| WO2017163408A1 (ja) | 2016-03-25 | 2017-09-28 | 三菱重工業株式会社 | めっき層付き繊維強化部材、及び繊維強化部材のめっき方法 |
| US11306384B2 (en) | 2017-07-10 | 2022-04-19 | ResOps, LLC | Strengthening mechanism for thermally sprayed deposits |
| DE102017120270B4 (de) | 2017-09-04 | 2024-03-28 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Fahrzeug und Verfahren zur Herstellung einer Revisionsklappe |
| RU2726422C1 (ru) * | 2019-06-17 | 2020-07-14 | Общество с ограниченной ответственностью "ЭЛКАД" | Труба гибридная |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1215002A (en) * | 1967-02-02 | 1970-12-09 | Courtaulds Ltd | Coating carbon with metal |
| US3535093A (en) * | 1968-05-09 | 1970-10-20 | Union Carbide Corp | Aluminum composite containing carbon fibers coated with silver |
| US3575783A (en) * | 1968-11-13 | 1971-04-20 | United Aircraft Corp | Unidirectional fiber reinforced metal matrix tape |
| US3763001A (en) * | 1969-05-29 | 1973-10-02 | J Withers | Method of making reinforced composite structures |
| US3807996A (en) * | 1972-07-10 | 1974-04-30 | Union Carbide Corp | Carbon fiber reinforced nickel matrix composite having an intermediate layer of metal carbide |
| JPS5125519B2 (ja) * | 1973-11-30 | 1976-07-31 | ||
| SU531645A1 (ru) * | 1975-03-07 | 1976-10-15 | Физико-технический институт АН Белорусской ССР | Способ изготовлени волокнистого композиционного материала |
| JPS6041136B2 (ja) * | 1976-09-01 | 1985-09-14 | 財団法人特殊無機材料研究所 | シリコンカ−バイド繊維強化軽金属複合材料の製造方法 |
| JPS589822B2 (ja) * | 1976-11-26 | 1983-02-23 | 東邦ベスロン株式会社 | 炭素繊維強化金属複合材料プリプレグ |
| US4341823A (en) * | 1981-01-14 | 1982-07-27 | Material Concepts, Inc. | Method of fabricating a fiber reinforced metal composite |
| US4680093A (en) * | 1982-03-16 | 1987-07-14 | American Cyanamid Company | Metal bonded composites and process |
| US4909910A (en) * | 1982-03-16 | 1990-03-20 | American Cyanamid | Yarns and tows comprising high strength metal coated fibers, process for their production, and articles made therefrom |
| JPS62120446A (ja) * | 1985-11-21 | 1987-06-01 | Nippon Carbon Co Ltd | 繊維強化金属複合材料の製造法 |
| US4786566A (en) * | 1987-02-04 | 1988-11-22 | General Electric Company | Silicon-carbide reinforced composites of titanium aluminide |
| JPS63249775A (ja) * | 1987-04-03 | 1988-10-17 | 株式会社アスク | 耐火クロス |
| JPS63249645A (ja) * | 1987-04-07 | 1988-10-17 | 新日本製鐵株式会社 | 炭素繊維−アルミニウム複合材料の製造方法 |
| GB8713449D0 (en) * | 1987-06-09 | 1987-07-15 | Alcan Int Ltd | Aluminium alloy composites |
| GB2219006A (en) * | 1988-05-26 | 1989-11-29 | Rolls Royce Plc | Coated fibre for use in a metal matrix |
| US4853294A (en) * | 1988-06-28 | 1989-08-01 | United States Of America As Represented By The Secretary Of The Navy | Carbon fiber reinforced metal matrix composites |
| US5326525A (en) * | 1988-07-11 | 1994-07-05 | Rockwell International Corporation | Consolidation of fiber materials with particulate metal aluminide alloys |
| US5211776A (en) * | 1989-07-17 | 1993-05-18 | General Dynamics Corp., Air Defense Systems Division | Fabrication of metal and ceramic matrix composites |
| US5229165A (en) * | 1989-11-09 | 1993-07-20 | Allied-Signal Inc. | Plasma sprayed continuously reinforced aluminum base composites |
| US5045407A (en) * | 1989-12-22 | 1991-09-03 | General Electric Company | Silicon carbide fiber-reinforced titanium base composites having improved interface properties |
| US5132278A (en) * | 1990-05-11 | 1992-07-21 | Advanced Technology Materials, Inc. | Superconducting composite article, and method of making the same |
| US5228493A (en) * | 1990-07-02 | 1993-07-20 | General Electric Company | Abrasion method of forming filament reinforced composites |
| US5426000A (en) * | 1992-08-05 | 1995-06-20 | Alliedsignal Inc. | Coated reinforcing fibers, composites and methods |
| JP3303361B2 (ja) * | 1992-10-20 | 2002-07-22 | 石川島播磨重工業株式会社 | 繊維強化超耐熱合金 |
| JPH07126776A (ja) * | 1993-11-08 | 1995-05-16 | Sumitomo Metal Ind Ltd | 繊維強化金属複合材料 |
| JPH07278697A (ja) * | 1994-04-12 | 1995-10-24 | Shizuo Mukai | 繊維強化金属基複合材料の製造方法 |
| US5846288A (en) | 1995-11-27 | 1998-12-08 | Chemet Corporation | Electrically conductive material and method for making |
| JPH10330865A (ja) * | 1997-05-28 | 1998-12-15 | Hitachi Ltd | 複合体の製造方法及び複合体 |
| US5967400A (en) * | 1997-12-01 | 1999-10-19 | Inco Limited | Method of forming metal matrix fiber composites |
| WO2004018726A1 (en) * | 2002-08-20 | 2004-03-04 | 3M Innovative Properties Company | Metal matrix composites, and methods for making the same |
| DE102005050045B3 (de) * | 2005-10-19 | 2007-01-04 | Praxair Surface Technologies Gmbh | Verfahren zur Beschichtung eines Bauteils |
-
2007
- 2007-01-24 DE DE200710004531 patent/DE102007004531A1/de not_active Ceased
-
2008
- 2008-01-12 CN CN2008800030014A patent/CN101636516B/zh active Active
- 2008-01-12 CA CA2676731A patent/CA2676731C/en not_active Expired - Fee Related
- 2008-01-12 JP JP2009546643A patent/JP5535649B2/ja not_active Expired - Fee Related
- 2008-01-12 WO PCT/DE2008/000055 patent/WO2008089722A2/de active Application Filing
- 2008-01-12 EP EP08706752.6A patent/EP2113036B1/de active Active
- 2008-01-12 US US12/524,408 patent/US20100092751A1/en not_active Abandoned
- 2008-01-12 RU RU2009131843/02A patent/RU2465364C2/ru not_active IP Right Cessation
- 2008-01-12 BR BRPI0807808 patent/BRPI0807808A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CA2676731C (en) | 2013-08-13 |
| EP2113036B1 (de) | 2014-10-08 |
| DE102007004531A1 (de) | 2008-07-31 |
| US20100092751A1 (en) | 2010-04-15 |
| WO2008089722A2 (de) | 2008-07-31 |
| CN101636516B (zh) | 2011-12-14 |
| WO2008089722A3 (de) | 2008-12-04 |
| EP2113036A2 (de) | 2009-11-04 |
| RU2465364C2 (ru) | 2012-10-27 |
| BRPI0807808A2 (pt) | 2014-06-17 |
| RU2009131843A (ru) | 2011-02-27 |
| JP2010516504A (ja) | 2010-05-20 |
| CA2676731A1 (en) | 2008-07-31 |
| CN101636516A (zh) | 2010-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5535649B2 (ja) | 金属質母材を備えた繊維複合材料の製造方法 | |
| Olivera et al. | Plating on acrylonitrile–butadiene–styrene (ABS) plastic: a review | |
| KR100874316B1 (ko) | 기판의 열 팽창 계수에 맞춰진 열 팽창 계수를 갖는미세-입자 금속 코팅 | |
| US10974451B2 (en) | Process for strengthening porous 3D printed objects | |
| CN110114210B (zh) | 拓扑优化的高界面填充结构 | |
| CN104608317A (zh) | 一种金属和树脂的结合体的制备方法及制品 | |
| US20120237789A1 (en) | High yield strength lightweight polymer-metal hybrid articles | |
| US20160152005A1 (en) | Hybrid plated composite stack | |
| US7905383B1 (en) | Manufacturing method of metal matrix composite using friction stir welding | |
| US20110091709A1 (en) | Method for coating a fiber composite component for an aircraft or spacecraft and fiber composite component produced by said method | |
| JP2007197831A (ja) | 物品の磨耗性能を改良するコーティングおよび物品のコーティング方法 | |
| CN104894539A (zh) | 一种镀镍芳香族聚酰胺纤维的制备方法 | |
| EP2943611B1 (en) | Ferromagnetic fibre composites | |
| CN100484360C (zh) | 用于生产浸渍复合材料的方法 | |
| Sole | Electroforming: methods, materials, and merchandise | |
| TW201318837A (zh) | 抗磨複合材的製造方法 | |
| JP2006137143A (ja) | プラスチック基複合材料およびその製造方法 | |
| KR20200112376A (ko) | 이종 접합형 수지 금속 복합재의 제조방법 | |
| Zhou et al. | Rapid fabrication of metal-coated composite stereolithography parts | |
| CN103866299A (zh) | 环氧树脂基复合材料表面化学镀的前处理工艺 | |
| WO2015049114A1 (en) | Method for producing a structural component and structural component made of composite material with a metallic top layer | |
| CN111534072A (zh) | 一种隐身空心微珠复合材料 | |
| Zhang et al. | Metallization of carbon-fibre reinforced composites via a metal-epoxy biphasic sublayer and low-pressure cold spraying | |
| CN110757677A (zh) | 一种含硬质导电海绵式结构屏蔽材料及其制造方法 | |
| Kumaran et al. | High Performance Polymer Fibre-Metal Matrix Composites of Metal-Organic Frameworks-Metallization, Processing, Properties and Applications |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101029 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121024 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20121031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140123 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140423 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5535649 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |