JP5517552B2 - 液圧拡管成形用プレス金型 - Google Patents
液圧拡管成形用プレス金型 Download PDFInfo
- Publication number
- JP5517552B2 JP5517552B2 JP2009236774A JP2009236774A JP5517552B2 JP 5517552 B2 JP5517552 B2 JP 5517552B2 JP 2009236774 A JP2009236774 A JP 2009236774A JP 2009236774 A JP2009236774 A JP 2009236774A JP 5517552 B2 JP5517552 B2 JP 5517552B2
- Authority
- JP
- Japan
- Prior art keywords
- liquid
- die
- workpiece
- molding
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
また、従来の液圧拡管成形機は高圧力を発生させるために、油圧ポンプを必要とするので、装置が高価になるという問題もあった。
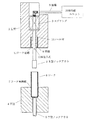
図1は、本発明の液圧拡管成形機がプレス上死点にある状態を示す図であり、この液圧拡管成形機は、上型1、上型ノックアウト2、スプリング3、下型4、下型ノックアウト5により構成されている。
上型ノックアウト2は上型1に形成された孔内を移動可能に設けられており、スプリング3は上型ノックアウト2を下方に付勢している。下型4にはワーク6を保持するワーク保持部7が形成されており、下型ノックアウト5は、ワーク6の拡管成形後に上昇することによってワーク6を下型4から押し出す。
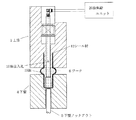
前工程で加工されたワーク6がフィンガー(図示せず)により挟み持たれて下型4の上部に搬送され、下型4のワーク保持部7に保持された後、上型1が下降を開始する。そして、図4に示すように、上型ノックアウト2の油注入孔10がワーク6の上端を通過したタイミングで油供給ユニット20が油の供給を開始する。これにより、図2に示すように、上型ノックアウト2の油注入孔10からワーク6内に油13が供給される。
上型1の上昇後、下型ノックアウト5が上昇するので、この下型ノックアウト5の上昇によりワーク6が上昇し、このワーク6の上昇とともに、フィンガーが金型に近づく方向に移動してワーク6がフィンガーにより挟み込まれ、次工程に搬送される。
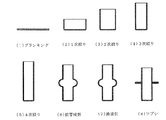
図5は、本発明の液圧拡管成形機を組み込んだトランスファプレスの各加工工程でのワークの形状を示す図であり、鋼板を円盤状に打ち抜くブランキング工程(1)、1次絞り工程(2)、2次絞り工程(3)、3次絞り工程(4)、4次絞り工程(5)により、ワークが円筒形状に成形された後、図1の液圧拡管成形機による拡管成形工程(6)によりワークが拡管成形される。
次に、油吸引工程(7)でワーク内の油が吸引された後、ツブシ工程(8)でワークの拡管部がつぶされることにより、張り出し量の大きい局所的な拡管部を有する円筒容器を製造することができる。
2 上型ノックアウト
3 スプリング
4 下型
5 下型ノックアウト
6 ワーク
7 ワーク保持部
8、9 油路
10 油注入孔
11 ワーク通路
12 シール材
13 油
20 油供給ユニット
Claims (1)
- 内部に所定の位置の側面で開口する液路が形成され、スプリングにより下方に付勢する上金型ノックアウトおよび前記上金型ノックアウトを囲むように形成された筒状ワークの先端部分を侵入させる筒状ワークの通路とを有する上金型と、前記筒状ワークの後端部分を保持する下金型とからなる液圧拡管成形用金型をトランスファまたは順送プレスの金型に付設し、前記トランスファまたは順送プレスの上金型の下降に伴う前記液圧拡管成形用の上金型の下降時に前記液圧拡管成形用の下金型に保持されている筒状ワーク内に、前記液圧拡管成形用の上金型の液路の開口から液体を供給し、前記液圧拡管成形用の上金型の下降にしたがい前記液路の開口を閉塞して液体の供給を停止するとともに、供給された液体を前記液圧拡管成形用の上金型と下金型で圧縮することにより、前記筒状ワーク内に充填した液体の圧力で筒状ワークの中間部分を拡管することを特徴とする液圧拡管成形用プレス金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009236774A JP5517552B2 (ja) | 2009-10-14 | 2009-10-14 | 液圧拡管成形用プレス金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009236774A JP5517552B2 (ja) | 2009-10-14 | 2009-10-14 | 液圧拡管成形用プレス金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011083785A JP2011083785A (ja) | 2011-04-28 |
| JP5517552B2 true JP5517552B2 (ja) | 2014-06-11 |
Family
ID=44077134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009236774A Active JP5517552B2 (ja) | 2009-10-14 | 2009-10-14 | 液圧拡管成形用プレス金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5517552B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103386431A (zh) * | 2013-08-08 | 2013-11-13 | 贵州航天精工制造有限公司 | 一种刚性软质凸模复合胀形加工软法兰的成形方法 |
| JP7650302B2 (ja) * | 2021-02-09 | 2025-03-24 | 住友重機械工業株式会社 | 成形装置、及び金属パイプ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5680329A (en) * | 1979-12-04 | 1981-07-01 | Kaoru Abe | Hydraulic forging device |
| US4414834A (en) * | 1981-02-05 | 1983-11-15 | Carrier Corporation | Method for expanding tubular blanks |
| NL8600617A (nl) * | 1986-03-10 | 1987-10-01 | Ultra Centrifuge Nederland Nv | Werkwijze voor het vormen van een ril in een bus. |
| JPH10314874A (ja) * | 1997-05-22 | 1998-12-02 | Nisshin Kogyo Kk | トランスファプレス金型 |
| JP2002282965A (ja) * | 2001-03-26 | 2002-10-02 | Press Kogyo Co Ltd | フランジ付き円筒品およびその成形方法・装置 |
-
2009
- 2009-10-14 JP JP2009236774A patent/JP5517552B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011083785A (ja) | 2011-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080098789A1 (en) | Draw Forming Method and Device | |
| CN104741432B (zh) | 一种内高压成形设备及成形的工艺 | |
| CN104096742B (zh) | 保持工件壁平整度的液压冲孔方法及装置 | |
| CN104923779A (zh) | 一模多出环型磁铁胚料等压浮动压制模具和方法 | |
| CN204842971U (zh) | 一模多出环型磁铁坯料等压浮动压制模具 | |
| JP5168743B2 (ja) | 同時鋳型造型方法及び抜枠鋳型造型装置 | |
| CN104226776A (zh) | 金属薄壁管冲击液压胀形系统 | |
| CN101244439A (zh) | 一种机械-液压辅助反拉深模具的设计方法 | |
| JP5517552B2 (ja) | 液圧拡管成形用プレス金型 | |
| JP2015091591A (ja) | ギヤの製造方法と、そのための鍛造加工装置 | |
| JP5240467B2 (ja) | プレス成形方法 | |
| CN211707847U (zh) | 一种用于内高压胀形工艺的下加压液压机 | |
| KR101402334B1 (ko) | 파일 자동 압입 시스템 및 이를 이용한 파일 시공방법 | |
| CN103464591B (zh) | 一种钢管缩口模具 | |
| CN110270619A (zh) | 一种环形坯料超高压液压胀缩强化装置 | |
| JP5668698B2 (ja) | 管材成形装置及び方法 | |
| CN219786314U (zh) | 一种管类扩孔成型装置 | |
| JP4274439B2 (ja) | 閉塞鍛造用金型装置 | |
| CN214290344U (zh) | 缠绕垫定位环小型加工装置 | |
| KR101647217B1 (ko) | 하이드로포밍 장치 및 하이드로포밍 방법 | |
| KR101024287B1 (ko) | 허브용 단조 황타금형 | |
| CN112976424A (zh) | 一种合模机的合模锤击装置 | |
| JP2007000887A (ja) | 鍛造方法及び鍛造用複動金型装置 | |
| JPH07155998A (ja) | 段付き鍛造品の孔抜き用油圧プレスの油圧ダイクッション装置 | |
| CN112502137A (zh) | 一种桩的施工方法及专用设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131031 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5517552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |