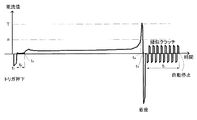
以下、本発明の実施の形態に係る電動工具の一例である電子パルスドライバ1について、図1から図3に基づき説明する。図1に示される電子パルスドライバ1は、ハウジング2と、モータ3と、ハンマ部4と、アンビル部5と、スイッチ機構6とから主に構成されている。ハウジング2は樹脂製であって電子パルスドライバ1の外郭を成しており、略筒状の胴体部21と、胴体部21から延出されるハンドル部22とから主に構成されている。
図1に示されるように、胴体部21内には、その長手方向がモータ3の軸方向と一致するようにモータ3が配置されると共に、モータ3の軸方向一端側に向かってハンマ部4、アンビル部5が並んで配置されている。以下の説明においてはモータ3からハンマ部4、アンビル部5に向かう方向を前側として、モータ3の軸方向と平行な方向を前後方向と定義する。また胴体部21からハンドル部22が延びる方向を下側として上下方向を定義し、前後方向と直交する方向を左右方向と定義する。
胴体部21内において前側位置には、ハンマ部4及びアンビル部5が内蔵されるハンマケース23が配置されている。ハンマケース23は、金属製であって前方に向かうに従って徐々に径が細くなる略漏斗形状を成し、漏斗形状の先端が前側を向くように配置されており、前端部分に後述の先端工具装着部51が前側へ突出する開口23aが形成されていると共に、開口23aを画成する内壁にアンビル部5を回転可能に支持するメタル23Aを有している。
胴体部21において、開口23a近傍位置であってハンマケース23の下方位置には、ライト2Aが保持されている。ライト2Aは、後述の先端工具装着部51に図示せぬ先端工具であるビットが装着された際に、ビットの前端付近を照射可能に構成されている。また胴体部21においてライト2Aの下方位置には、切替部であるダイヤル2Bが回転操作可能に配置されている。胴体部21によりライト2Aを保持する構造であるため、特にライト2Aを保持する部材を別途設ける必要が無く、簡単な構成で確実にライト2Aを保持することができる。またライト2A及びダイヤル2Bは、左右方向において胴体部21の略中央位置にそれぞれ配置されている。また胴体部21には、後述のファン32により胴体部21内に外気を吸入・排出する図示せぬ吸気口及び排気口が形成されている。
ハンドル部22は、胴体部21の前後方向略中央位置から下側に向けて延出され胴体部21と一体に構成されている。ハンドル部22の内部にはスイッチ機構6が内蔵されると共に、その延出方向先端位置にモータ3等に電力を供給する電池24が着脱可能に装着されている。ハンドル部22において、胴体部21からの根元部分であって前側位置には、作業者の操作箇所となるトリガ25が設けられている。またトリガ25が設けられた位置は、前述のダイヤル2Bの下方であってダイヤル2B近傍位置である。よって一の指でトリガ25及びダイヤル2Bをそれぞれ操作することが可能である。なお、ダイヤル2Bを回転させることによって、後述するドリルモード、クラッチモード、パルスモードを切り替えることができる。
胴体部21の上部かつ後側には、表示部26が配置されている。表示部26は、後述のドリルモードと、クラッチモードと、パルスモードとのうちいずれのモードが選択されているかを表示する。
図1に示されるように、モータ3は、出力軸部31を備えるロータ3Aと、ロータ3Aと対向する位置に配置されるステータ3Bとから主に構成されるブラシレスモータであり、出力軸部31の軸方向が前後方向と一致するように胴体部21内に配置されている。出力軸部31はロータ3Aの前後に突出しており、その突出した箇所でベアリングにより胴体部21に回転可能に支承されている。出力軸部31において、前側に突出している箇所には、出力軸部31と同軸一体回転するファン32が設けられている。前側に突出している箇所の最前端位置にはピニオンギヤ31Aが出力軸部31と同軸一体回転するように設けられている。
ハンマ部4は、ギヤ機構41と、ハンマ42とから主に構成されており、モータ3の前側であってハンマケース23内に内蔵されるように配置されている。ギヤ機構41は、一のアウターギヤ41Aを共有する二つの遊星歯車機構41B、41Cから構成されている。アウターギヤ41Aは、ハンマケース23内に内蔵されると共に胴体部21に固定されている。一の遊星歯車機構41Bは、アウターギヤ41Aと噛合するようにアウターギヤ41A内に配置され、ピニオンギヤ31Aを太陽ギヤとして用いている。他の遊星歯車機構41Cは、アウターギヤ41Aと噛合するようにアウターギヤ41A内であって一の遊星歯車機構41Bの前側に配置され、一の遊星歯車機構41Bの出力軸を太陽ギヤとして用いている。
ハンマ42は、遊星歯車機構41Cの遊星キャリアの前面に規定されており、前側に向けて突出すると共に遊星歯車機構41Cの遊星キャリアの回転中心からずれた位置に配置された第1係合突起42Aと、遊星歯車機構41Cの遊星キャリアの回転中心を挟んで第1係合突起42Aと対極に位置する第2係合突起42Bとを有している(図3)。
アンビル部5は、先端工具装着部51と、アンビル52とから主に構成されており、ハンマ部4の前方に配置されている。先端工具装着部51は、円筒状に構成され、ハンマケース23の開口23a内にメタル23Aを介して回転可能に支持されている。また先端工具装着部51は、前端から後方へと向けて穿設され、図示せぬビットが挿入される穿孔51aを有すると共に、前端部分に図示せぬビットを保持するチャック51Aを有している。
アンビル52は、先端工具装着部51の後方であってハンマケース23内に位置するように先端工具装着部51と一体に構成されており、後側に向けて突出すると共に先端工具装着部51の回転中心からずれた位置に配置された第1被係合突起52Aと、先端工具装着部51の回転中心を挟んで第1被係合突起と対極に位置する第2被係合突起52Bとを有している。ハンマ42が回転すると、第1係合突起42Aと第1被係合突起52Aとが衝突すると同時に、第2係合突起42Bと第2係合突起52Bとが衝突することによりハンマ42の回転力がアンビル52に伝達される。詳細な動作は後述する。
スイッチ機構6は、基板61と、トリガスイッチ62と、スイッチング基板63及び、これらを接続する配線とから構成されている。基板61は、ハンドル部22内において電池24近傍位置に配置されており、電池24に接続されると共にライト2A、ダイヤル2B、トリガスイッチ62、スイッチング基板63、及び表示部26に接続されている。
次にモータ3の駆動制御系の構成を図2に基づき説明する。本実施例では、モータ3は3相のブラシレスDCモータで構成される。このブラシレスDCモータのロータ3Aは複数組(本実施例では2組)のN極とS極を含む永久磁石を含んで構成され、ステータ3Bはスター結線された3相の固定子巻線U,V,Wから成る。ロータ3Aの回転位置を検出するために、回転位置検出素子(ホール素子)64が基板61上に、ロータ3Aの周方向に所定の間隔毎、例えば角度60°毎に配置されている。これらの回転位置検出素子64からの位置検出信号に基づいて固定子巻線U、V、Wへの通電方向と時間が制御され、モータ3が回転する。回転位置検出素子64は、スイッチング基板63上のロータ3Aの永久磁石3Cに対向する位置に設けられている。
スイッチング基板63上に搭載される電子素子には、3相ブリッジ形式に接続されたFETなどの6個のスイッチング素子Q1〜Q6を含む。ブリッジ接続された6個のスイッチング素子Q1〜Q6の各ゲートは、基板61に搭載される制御信号出力回路65に接続され、6個のスイッチング素子Q1〜Q6の各ドレインまたは各ソースは、スター結線された固定子巻線U、V、Wに接続される。これによって、6個のスイッチング素子Q1〜Q6は、制御信号出力回路65から入力されたスイッチング素子駆動信号(H4,H5,H6等の駆動信号)によってスイッチング動作を行い、インバータ回路66に印加される電池24の直流電圧を3相(U相、V相及びW相)電圧Vu、Vv,Vwとして固定子巻線U、V、Wに電力を供給する。
6個のスイッチング素子Q1〜Q6の各ゲートを駆動するスイッチング素子駆動信号(3相信号)のうち、3個の負電源側スイッチング素子Q4,Q5,Q6をパルス幅変調信号(PWM信号)H4,H5,H6として供給し、基板61上に搭載された演算部67によって、トリガ25の操作量(ストローク)の検出信号に基づいてPWM信号のパルス幅(デューティー比)を変化させることによってモータ3への電力供給量を調整し、モータ3の起動/停止と回転速度を制御する。
ここで、PWM信号は、インバータ回路66の正電源側スイッチング素子Q1〜Q3又は、負電源側スイッチング素子Q4〜Q6の何れか一方に供給され、スイッチング素子Q1〜Q3又はスイッチング素子Q4〜Q6を高速スイッチングさせることによって電池24の直流電圧から各固定子巻線U、V、Wに供給する電力を制御する。なお、負電源側スイッチング素子Q4〜Q6にPWM信号が供給されるため、PWM信号のパルス幅を制御することによって各固定子巻線U、V、Wに供給する電力を調整してモータ3の回転速度を制御することができる。
制御部72は、基板61上に搭載されており、制御信号出力回路65と、演算部67と、電流検出回路71と、スイッチ操作検出回路76と、印加電圧設定回路70と、回転方向設定回路68と、回転子位置検出回路69と、回転数検出回路75と、打撃衝撃検出回路74とを有する。演算部67は、図示していないが、処理プログラムとデータに基づいて駆動信号を出力するための中央処理装置(CPU)と、処理プログラムや制御データを記憶するためのROMと、データを一時記憶するためのRAMと、タイマとを含んで構成される。演算部67は、回転方向設定回路68と回転子位置検出回路69との出力信号に基づいて所定のスイッチング素子Q1〜Q6を交互にスイッチングするための駆動信号を形成し、その制御信号を制御信号出力回路65に出力する。これによって固定子巻線U,V,Wの所定の巻線に交互に通電し、ロータ3Aを設定された回転方向に回転させる。この場合、負電源側スイッチング素子Q4〜Q6に印加する駆動信号は、印加電圧設定回路70の出力制御信号に基づいてPWM変調信号として出力される。モータ3に供給される電流値は、電流検出回路71によって測定され、その値が演算部67にフィードバックされることにより、設定された駆動電力となるように調整される。なお、PWM信号は正電源側スイッチング素子Q1〜Q3に印加してもよい。
電子パルスドライバ1には、モータ3の回転方向を切替えるための図示せぬ正逆切替レバーが設けられ、回転方向設定回路68は図示せぬ正逆切替レバーの変化を検出するごとに、モータ3の回転方向を切替えて、その制御信号を演算部67に送信する。制御部72には、アンビル52に発生する衝撃の大きさを検出する打撃衝撃検出センサ73が接続され、その出力は打撃衝撃検出回路74を介して演算部67に入力される。
図3は図1におけるIII方向から見た断面図であり、電子パルスドライバ1動作時におけるハンマ42とアンビル52との位置関係を表す図である。図3(1)は、第1係合突起42Aと第1被係合突起52Aとが接触している同時に、第2係合突起42Bと第2係合突起52Bとが接触している状態を示している。第1係合突起42Aの外径RH3と第1係合突起52Aの外径RA3とは等しくなるように構成される。この状態から、ハンマ42は図3の時計回り方向に回転し、図3(2)に示す状態となる。第1係合突起42Aの内径RH2は、第2被係合突起52Bの外径RA1よりも大きく構成されていることから、第1係合突起42Aと第2被係合突起52Bとは互いに接触しない。同様に、第2係合突起42Bの外径RH1は、第1被係合突起52Aの内径RA2よりも小さく構成されていることから、第2係合突起42Bと第1被係合突起52Aとは互いに接触しない。そして、図3(3)に示す位置までハンマ42が回転すると、モータ3は逆回転を開始してハンマ42は反時計回り方向に回転する。図3(3)に示す位置がハンマ42がアンビル52に対して最反転位置まで逆回転した状態となる。モータ3の正回転により、ハンマ42は図3(4)に示す状態を経由して図3(5)に示すように第1係合突起42Aと第1被係合突起52Aとが衝突すると同時に、第2係合突起42Bと第2被係合突起52Bとが衝突する。この衝突時の衝撃によって、図3(6)に示すようにアンビル52が反時計回り方向に回転する。
上述のように、ハンマ42に設けられた2箇所の係合突起は、回転する軸心を基準に対称の位置でアンビル52に設けられた2箇所の係合突起と衝突する。このような構成により、打撃時のバランスが安定し、作業者が打撃時に電子パルスドライバ1に振られにくくすることができる。
また、第1係合突起42Aの内径RH2は第2被係合突起52Bの外径RA1よりも大きく構成されているとともに、第2係合突起42Bの外径RH1は第1被係合突起52Aの内径RA2よりも小さく構成されていることから、ハンマ42とアンビル52との相対回転角を180度より大きく構成することができる。これによりアンビル52に対してハンマ42の十分な反転角及び加速距離を確保することができる。
また、第1係合突起42A及び第2係合突起42Bは円周方向の両端面で第1被係合突起52A及び第2被係合突起52Bと衝突可能であるため、正回転時だけではなく逆回転時にもインパクト動作が可能となるため、使い勝手の良いインパクト工具を提供することができる。また、ハンマ42でアンビル52を打撃する際、軸方向(前方)に叩かないので先端工具を被加工部材に押し付けることを防止でき、木材に木ねじを締め込む際に有利である。
次に、図4−図9を用いて、本実施の形態による電子パルスドライバにおいて使用可能な動作モードについて説明する。本実施の形態による電子パルスドライバは、ドリルモード、クラッチモード、パルスモードの3つの動作モードを備えている。
ドリルモードとは、ハンマ42とアンビル52とを一体的に回転させるモードであって、主に、木ネジを締結する場合等に用いられる。モータ3に流れる電流は、図4に示すように、締結が進むにつれて増加する。
クラッチモードとは、図5及び図6に示すように、ハンマ42とアンビル52とを一体的に回転させた状態でモータ3に流れる電流が目標値(目標トルク)まで増加した場合にモータ3の駆動を停止させるモードであって、主に、締結後に外観に現れる留め金具を締結する場合等、正確なトルクで締結することを重要視する場合に用いられる。なお、後述するが、クラッチモードにおいては、擬似クラッチの発生のためにモータ3が逆転され、また、木ネジを締結する際には、ネジなめ防止のためにモータ3が逆転される(図6参照)。
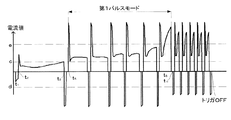
パルスモードとは、図7−図9に示すように、ハンマ42とアンビル52とを一体的に回転させた状態でモータ3に流れる電流が所定値(所定トルク)まで増加した場合にモータ3の正転及び逆転を交互に切り換えて打撃により留め金具を締結するモードであって、主に、外観に現れない場所で用いられる長尺のネジを締結する場合等に用いられる。これにより、強力な締結力を供給することができると同時に、被加工部材からの反発力を低減することができる。
次に、本実施の形態による電子パルスドライバが締結動作を行う際の制御部72による制御について説明する。なお、ドリルモードに関しては、特別な制御は行われないので説明を省略する。また、以下の説明では、電流に基づく判断には起動電流を考慮しないこととする。また、正転の電流を与えた際の電流値の急激な上昇も考慮しないこととする。例えば、図6−9において示されるような正転電流を与えた際の電流値の急激な上昇は、ネジ又はボルト締付に寄与しないためである。この電流値の急激な上昇は、例えば約20msの不感時間を設けることによって、考慮しないようにすることができる。
まず、動作モードがクラッチモードに設定されている場合について、図5、図6及び図10を用いて説明する。
図5は、クラッチモードでボルト等の留め金具(以下、ボルト)を締結する際の制御について説明する図であり、図6は、クラッチモードで木ネジ等の留め金具(以下、木ネジ)を締結する際の制御について説明する図であり、図10は、クラッチモードで留め金具を締結する際のフローチャートである。
図10のフローチャートは、トリガがひかれたことを契機に開始し、また、本実施の形態によるクラッチモードでは、モータ3に流れる電流が目標電流値T(図5及び図6参照)まで増加した場合に目標のトルクに達したと判断して締結動作を終了するものとする。
トリガがひかれると、制御部72は、まず、モータ3に嵌合用逆転電圧を印加してハンマ42を逆転させ、アンビル52に軽く衝突させる(図5及び図6のt1、図10のS601)。本実施の形態では、嵌合用逆転電圧は5.5Vに、嵌合用逆転電圧印加時間は200msに設定されている。これにより、留め金具と先端工具とを確実に嵌合させることが可能となる。
トリガがひかれた時点ではハンマ42とアンビル52は離れている可能性があり、その状態でモータ3に電流が流れると、ハンマ42によってアンビル52に打撃が加えられることとなる。一方、クラッチモードとは、ハンマ42とアンビル52とを一体的に回転させた状態でモータ3に流れる電流が目標値(目標トルク)まで増加した場合にモータ3の駆動を停止させるモードであるところ、アンビル52に打撃が加えられてしまうと、その打撃のみで目標値を超えるトルクが留め金具に供給されてしまうことがある。特に、一旦締結したネジ等を改めて締結する増し締めを行う際には、そのような問題が顕著となる。
従って、クラッチモードでは、S601に続いて、アンビル52を回転させることなくハンマ42をアンビル52に接触(プレスタート)させるためにプレスタート用正転電圧を第1期間モータ3に印加する(図5及び図6のt2、図10の602)。本実施の形態では、プレスタート用正転電圧は1.5Vに、プレスタート用正転電圧印加時間は800msに設定されている。また、本実施の形態では、ハンマ42とアンビル52とは315度程度離れている可能性があるので、第1期間は、プレスタート用正転電圧が印加されたモータ3によってハンマ42が315度回転するのに要する期間に設定されている。
続いて、留め金具を締結するための締結用正転電圧をモータ3に印加し(図5及び図6のt3、図10のS603)、モータ3に流れる電流が閾値aより大きくなったか否かを判断する(S604)。本実施の形態では、締結用正転電圧は、14.4Vに設定されており、閾値aは、ネジなめを発生させない範囲の木ネジ締結の終盤の電流値であり、本実施の形態では、15Aに設定されている。
モータ3に流れる電流が閾値aより大きくなっていた場合には(図5及び図6のt4、図10のS604:YES)、電流の増加率が閾値bより大きいか否かを判断する(S605)。電流の増加率は、例えば図5の場合には、(A(Tr+t)−A(Tr))/A(Tr)により算出することができる。tは、ある時点Trからの経過時間を示す。また、図6の場合には、(A(N+1)−A(N))/A(N)により算出できる。Nは、ある正転電流の負荷時の電流の最大値であり、N+1は、ある正転電流の次の正転電流の負荷時の電流の最大値である。例えば、図6の場合には、(A(N+1)−A(N))/A(N)の閾値bは、20%として設定している。
一般に、モータ3に流れる電流は、ボルトを締結している場合には、図5に示すように、締結の終盤で急激に増加するのに対し、木ネジを締結している場合には、図6に示すように、なだらかに増加していく。
従って、制御部72は、モータ3に流れる電流が閾値aより大きくなった時点での電流の増加率が閾値bより大きい場合には、留め金具がボルトであると判断し、閾値b以下の場合には、留め金具が木ネジであると判断する。
電流の増加率が閾値bより大きい場合の留め金具はネジなめを考慮する必要のないボルトであるため、その後、電流値が目標電流値Tまで増加した時に(図5のt5、図10のS606:YES)、ボルトへのトルクの供給を停止させる。しかしながら、上述したように、ボルトの場合、急激に電流が増加しているので、単に正転電圧の印加を停止しただけでは慣性力によってボルトにトルクを与えてしまう虞がある。従って、本実施の形態では、ボルトへのトルクの供給を停止させるために、ブレーキ用逆転電圧をモータ3に印加する(図5のt5、図10のS607)。本実施形態では、ブレーキ用逆転電圧印加時間は5msに設定されている。
続いて、モータ3に擬似クラッチ用正転電圧及び逆転電圧を交互に印加する(図5及び図6のt7、図10のS608)。本実施形態では、擬似クラッチ用正転電圧及び逆転電圧印加時間は1000ms(1秒)に設定されている。ここで、擬似クラッチとは、所定の電流値に達することによって所望のトルクとなった際に、作業者に知らせる機能を有することをいう。実際には、モータからの出力がなくなるわけではないが、擬似的にモータからの出力がなくなったことを報知する報知手段となっている。
擬似クラッチ用逆転電圧が印加されるとハンマ42はアンビル52から離れ、擬似クラッチ用正転電圧が印加されるとハンマ42はアンビル52を打撃することになるが、擬似クラッチ用正転電圧及び逆転電圧は、留め金具に締結力を与えない程度の電圧(例えば、2V)に設定されているため、打撃音として擬似クラッチが発生するだけである。この擬似クラッチの発生により、ユーザは締結の終了を認識することが可能となる。
一方、電流の増加率が閾値b以下の場合の留め金具はネジなめを考慮する必要のある木ネジであるため、続いて、モータ3に締結用電圧に対し所定の間隔でネジなめ用逆転電圧を印加する(図6のt5、図10のS609)。ネジなめとは、木ネジのネジ頭に設けられる十字状の凹部と、先端工具(ビット)の十字状の凸部との嵌合が外れることで、先端工具の十字状の凸部のトルクが十字状の凹部に不均一に掛かって十字状の凹部がつぶれてしまうことをいう。ネジなめ用逆転電圧の印加により、アンビルは逆転する。このアンビルの逆転によって、アンビルに取付けられている先端工具の十字状の凸部と、木ネジの十字状の凹部とがしっかりと嵌合するようになる。なお、ネジなめ用逆転電圧は、ハンマ42からアンビル52に打撃を与えるための加速距離を稼ぐためではなく、アンビル52からネジに逆転のトルクを与えない程度に、ハンマ42からアンビル52に逆転を与えるものである。本実施の形態では、ネジなめ用逆転電圧は、電圧14.4Vに設定されている。
そして、電流が目標電流値Tまで増加した時に(図6のt6、図10のS610:YES)、モータ3に擬似クラッチ用正転電圧及び逆転電圧(以下、擬似クラッチ用電圧)を交互に印加して擬似クラッチを発生させ(図6のt7、図10のS608)、ユーザに締結の終了を報知する。
最後に、擬似クラッチ用電圧の印加から所定時間経過後(S609:YES)に、擬似クラッチ用電圧の印加を停止させる(S610)。
次に、動作モードがパルスモードに設定されている場合について、図7−図9、及び、図11を用いて説明する。
図7は、パルスモードでボルトを締結する際の制御について説明する図であり、図8は、パルスモードで木ネジを締結する際に後述する第2のパルスモードに移行しない場合の制御について説明する図であり、図9は、パルスモードで木ネジを締結する際に後述する第2のパルスモードに移行する場合の制御について説明する図であり、図11は、パルスモードで留め金具を締結する際のフローチャートである。
また、図11のフローチャートも、クラッチモードの場合と同様にトリガがひかれたことを契機に開始するものとする。
トリガがひかれると、制御部72は、まず、クラッチモードの場合と同様に、モータ3に嵌合用逆転電圧を印加する(図7−9のt1、図11のS701)。一方、パルスモードでは、正確なトルクで締結することを重要視していないので、クラッチモードにおけるS602(プレスタート)に相当するステップは省略される。
次に、クラッチモードの場合と同様の締結用正転電圧を印加し(図7−9のt2、図11のS702)、モータ3に流れる電流が閾値cより大きくなったか否かを判断する(S703)。
ここで、木ネジの場合、締結の序盤から徐々に負荷(電流)が増加するのに対し、ボルトの場合、締結の序盤はほとんど負荷が増加せず、ある程度締結が進んだ時点で急激に増加する。そして、ボルトの場合、一旦負荷がかかると、対となる留め金具から受ける反力は、木ネジの場合に被加工部材から受ける反力よりも大きくなる。従って、ボルトの場合には、逆転電圧に対する補助的な力を対となる留め金具から受けているため、モータ3に留め金具用逆転電圧が印加されると、木ネジの場合よりも絶対値の小さな逆転電流がモータ3に流れることとなる。本実施の形態では、ボルトの場合の負荷の増加開始付近の電流(例えば、15A)が閾値cとして設定されている。
モータ3に流れる電流が閾値cより大きくなった場合、モータ3に留め金具判別用逆転電圧を印加する(図7−9のt3、図11のS704)。留め金具判別用逆転電圧は、ハンマ42からアンビル52に打撃を与えない程度の値(例えば、14.4V)に設定されている。
そして、制御部72は、留め金具判別用逆転電圧を印加した際にモータ3に流れる電流の絶対値が閾値dより大きいか否かを判断し(S705)、閾値dより大きい場合(図8及び図9)には木ネジを、閾値d以下の場合(図7)にはボルトを締結していると判別し、判別した留め金具に応じた打撃締結を行うようにモータ3を制御する。本実施の形態では、閾値dは、20Aに設定されている。
詳細には、打撃締結は正転電圧と逆転電圧とをモータ3に交互に印加することにより行うが、本実施の形態では、正転電圧を印加する期間(以下、正転期間)に対する逆転電圧を印加する期間(以下、逆転期間)が負荷の大きさに比例して大きくなるように、正転電圧と逆転電圧とを交互にモータ3に印加する。
また、押圧による締結が難しくなった場合に打撃による締結に移行するのが一般的であるが、その移行も徐々に行われる方がユーザのフィーリング的に好ましい。従って、本実施の形態では、第1のパルスモードによって押圧中心の打撃締結を行い、第2のパルスモードによって打撃中心の打撃締結を行う。
具体的には、第1のパルスモードでは、長めの正転期間によって押圧力を留め金具に供給し、一方、第2のパルスモードでは、負荷が大きくなるにつれて逆転期間を徐々に増加させる一方で正転期間を徐々に減少させて打撃力を供給している。なお、本実施の形態では、第1のパルスモードにおいて、被加工部材からの反力を軽減するために、負荷が大きくなるにつれて逆転期間は一定のまま正転期間を徐々に減少させている。
図11フローチャートに戻り、第1のパルスモード及び第2のパルスモードへの移行について説明する。
まず、モータ3に流れる電流の絶対値が閾値dより大きい場合(S705:YES)、すなわち、木ネジを締結する場合の第1のパルスモード及び第2のパルスモードへの移行について説明する。
この場合、制御部72は、まず、押圧中心の打撃締結を行うために第1のパルスモード用電圧をモータ3に印加する(図8及び9のt5、図11のS706a―c)。具体的には、休止5ms→逆転電圧15ms→休止5ms→正転電圧300msを1セット分、モータ3に印加し(S706a)、所定時間経過後に、休止5ms→逆転電圧15ms→休止5ms→正転電圧200msを1セット分、モータ3に印加し(S706b)、更に所定時間経過後に、休止5ms→逆転電圧15ms→休止5ms→正転電圧100msを1セット分、モータ3に印加する(S706c)。
続いて、制御部72は、第1のパルスモード用電圧印加時にモータ3に流れる電流が閾値eより大きいか否かを判断する(S707)。閾値eは、第2のパルスモードへ移行すべきか否かを判別するためのものであって、本実施の形態では、75Aに設定されている。
第1のパルスモード用電圧(正転電圧)印加時にモータ3に流れる電流が閾値e以下の場合には(S707:NO)、S706a−c及びS707を繰り返すこととなる。なお、第1のパルスモード用電圧を印加する回数が増える毎に負荷は大きくなり、被加工部材からの反力は大きくなるため、被加工部材からの反力を軽減するために、逆転期間は一定のまま正転期間が徐々に減少するような第1のパルスモード用電圧を印加する。本実施の形態では、正転期間が、300ms→200ms→100msと減少するように設定されている。
一方、第1のパルスモード用電圧(正転電圧)印加時にモータ3に流れる電流が閾値eより大きい場合には(図8及び図9のt6、図11のS707:YES)、まず、第1のパルスモード用電圧(正転電圧)による電流の増加率が閾値fより大きいか否かを判断する(S708)。閾値fは、木ネジが被加工部材に着座したか否かを判別するためのものであって、本実施の形態では、4%に設定されている。
電流の増加率が閾値fより大きい場合には(図8、図11のS708:YES)、木ネジが被加工部材に着座したものと考えられるため、その後の反力を軽減させるために、着座用電圧をモータ3に印加する(図8のt11、図11のS709)。なお、本実施の形態における着座用電圧は、休止5ms→逆転電圧15ms→休止5ms→正転電圧40msを1セットとして繰り返される。
一方、電流の増加率が閾値f以下の場合には(S708:NO)、木ネジが着座していないにも関わらず負荷は高くなっているということなので、第1のパルスモード用電圧による押圧力中心の締結力では締結力が不足しているものと考えられる。従って、以降で、第2のパルスモードへ移行していくこととなる。
本実施の形態では、第2のパルスモードは、第2のパルスモード用電圧1−5内から選択される。第2のパルスモード用電圧1−5は、この順番で、逆転期間が増加する一方で正転期間が減少している。具体的には、第2のパルスモード用電圧1では、休止5ms→逆転電圧15ms→休止5ms→正転電圧75ms、第2のパルスモード用電圧2では、休止7ms→逆転電圧18ms→休止10ms→正転電圧65ms、第2のパルスモード用電圧3では、休止9ms→逆転電圧20ms→休止12ms→正転電圧59ms、第2のパルスモード用電圧4では、休止11ms→逆転電圧23ms→休止13ms→正転電圧53ms、第2のパルスモード用電圧5では、休止15ms→逆転電圧25ms→休止15ms→正転電圧45msが、それぞれ1セットずつ行われる。
まず、S708で、第2のパルスモードへの移行が決定された場合には(S708:NO)、第1のパルスモード用電圧の正転電圧印加時(立下り時)にモータ3に流れる電流が閾値g1より大きいか否かを判断する(S710)。閾値g1は、第2のパルスモード用電圧1よりも上位の第2のパルスモード用電圧をモータ3に印加すべきか否かを判別するためのものであって、本実施の形態では、76Aに設定されている。なお、以下では、各パルスモード用電圧の正転電圧印加時にモータ3に流れる電流を基準電流として総称する。
基準電流が閾値g1より大きい場合には(S710:YES)、電流が閾値g2より大きいか否かを判断する(S711)。閾値g2は、第2のパルスモード用電圧2よりも上位の第2のパルスモード用電圧をモータ3に印加すべきか否かを判別するためのものであって、本実施の形態では、77Aに設定されている。
電流が閾値g2より大きい場合には(S711:YES)、電流が閾値g3より大きいか否かを判断する(S712)。閾値g3は、第2のパルスモード用電圧3よりも上位の第2のパルスモード用電圧をモータ3に印加すべきか否かを判別するためのものであって、本実施の形態では、79Aに設定されている。
電流が閾値g3より大きい場合には(S712:YES)、電流が閾値g4より大きいか否かを判断する(S713)。閾値g4は、第2のパルスモード用電圧4よりも上位の第2のパルスモード用電圧5をモータ3に印加すべきか否かを判別するためのものであって、本実施の形態では、80Aに設定されている。
以上のようにして、まず、第1のパルスモード用電圧(正転電圧)印加時にモータ3に流れる電流に基づき、いずれの第2のパルスモード用電圧をモータ3に印加すべきかを決定し、続いて、決定された第2のパルスモード用電圧をモータ3に印加する。
具体的には、電流が閾値g1以下の場合には(S710:NO)、第2のパルスモード用電圧1をモータ3に印加し(S714)、閾値g1より大きく閾値g2以下の場合には(S711:NO)、第2のパルスモード用電圧2をモータ3に印加し(S715)、閾値g2より大きく閾値g3以下の場合には(S712:NO)、第2のパルスモード用電圧3をモータ3に印加し(S716)、閾値g3より大きく閾値g4以下の場合には(S713:NO)、第2のパルスモード用電圧4をモータ3に印加し(S717)、閾値4より大きい場合には(S713:YES)、第2のパルスモード用電圧5をモータ3に印加する(S718)。
第2のパルスモード用電圧1の印加(S714)後は、続いて、第2のパルスモード用電圧1(正転電圧)印加時にモータ3に流れる電流が閾値g1より大きいか否かを判断する(S719)。
電流が閾値g1以下であった場合には(S719:NO)、S707に戻り、再び、第1のパルスモード用電圧と第2のパルスモード1のいずれをモータ3に印加すべきかを判断する。一方、電流が閾値g1より大きい場合には(S719:YES)、第2のパルスモード用電圧2をモータ3に印加する(S715)。
第2のパルスモード用電圧2の印加(S715)後は、続いて、第2のパルスモード用電圧2(正転電圧)印加時にモータ3に流れる電流が閾値g2より大きいか否かを判断する(S720)。
電流が閾値g2以下であった場合には(S720:NO)、S710に戻り、再び、第2のパルスモード用電圧1と第2のパルス用電圧2のいずれをモータ3に印加すべきかを判断する。一方、電流が閾値g2より大きい場合には(S720:YES)、第2のパルスモード用電圧3をモータ3に印加する(S716)。
第2のパルスモード用電圧3の印加(S716)後は、続いて、第2のパルスモード用電圧3(正転電圧)印加時にモータ3に流れる電流が閾値g3より大きいか否かを判断する(S721)。
電流が閾値g3以下であった場合には(S721:NO)、S711に戻り、再び、第2のパルスモード用電圧2と第2のパルスモード用電圧3のいずれをモータ3に印加すべきかを判断する。電流が閾値g3より大きい場合には(S721:YES)、第2のパルスモード用電圧4をモータ3に印加する(S717)。
第2のパルスモード用電圧4の印加(S717)後は、続いて、第2のパルスモード用電圧4(正転電圧)印加時にモータ3に流れる電流が閾値g4より大きいか否かを判断する(S722)。
電流が閾値g4以下であった場合には(S722:NO)、S712に戻り、再び、第2のパルスモード用電圧3と第2のパルスモード用電圧4のいずれをモータ3に印加すべきかを判断する。電流が閾値g4より大きい場合には(S722:YES)、第2のパルスモード用電圧5をモータ3に印加する(S718)。
第2のパルスモード用電圧5の印加(S718)後は、続いて、第2のパルスモード用電圧5(正転電圧)印加時にモータ3に流れる電流が閾値g5より大きいか否かを判断する(S723)。閾値g5は、第2のパルスモード用電圧5をモータ3に印加すべきか否かを判別するためのものであって、本実施の形態では、82Aに設定されている。
電流が閾値g5以下であった場合には(S723:NO)、S713に戻り、再び、第2のパルスモード用電圧4と第2のパルスモード用電圧5のいずれをモータ3に印加すべきかを判断する。電流が閾値g5より大きい場合には(S723:YES)、第2のパルスモード用電圧5をモータ3に印加する(S718)。
一方、モータ3に流れる電流の絶対値が閾値d以下の場合(S705:NO)、すなわち、ボルトを締結する場合には、押圧による締結の必要はなく、また、反力が最も軽減されるモードで打撃されることが好ましい。従って、この場合には、第1のパルスモード、第2のパルスモード用電圧1−4を介さずに、第2のパルスモード用電圧5をモータ3に印加する(S718)。
このように、本実施の形態によるパルスモードの電子パルスドライバ1では、モータ3に流れる電流(負荷)の増加に伴い、正転期間に対する逆転期間の比率を増加させているので(第1のパルスモードの正転期間の減少(図11のS706)、第1のパルスモードから第2のパルスモードへの移行(図11のS707)、及び、第2のパルスモード1−5間の移行(図11のS719−S722))、被加工部材からの反力を抑制することができ、使用の際のフィーリングのよいインパクト工具を提供することが可能となる。
また、本実施の形態によるパルスモードの電子パルスドライバ1では、木ネジを締結する際に、モータ3に流れる電流が閾値e以下の場合には押圧力中心の第1のパルスモードで締結を行い、閾値eより大きい場合には打撃力中心の第2のパルスモードで締結を行うので(図11のS707)、木ネジにとってより適切な態様で締結を行うことが可能となる。
また、本実施の形態によるパルスモードの電子パルスドライバ1では、留め金具判別用逆転電圧をモータ3に印加し(図11のS704)、その際にモータ3に流れる電流が閾値dより大きい場合には木ネジ、閾値d未満の場合にはボルトと判断してそれぞれに適したパルスモードに移行するので(図11のS705)、留め金具の種類に応じた適切な締結を行うことが可能となる。
また、本実施の形態によるパルスモードの電子パルスドライバ1では、モータ3に流れる電流が閾値eまで増加した時点での電流の増加率が閾値f以上の場合(図11のS708:YES)、木ねじが着座したものと考え、正転電力と逆転電力の切り換え周期を短くして着座用電圧をモータ3に印加している。これにより、その後の被加工部材からの反力を低減させる同時に、締結が進むにつれて打撃間隔が短くなるという従来の電子パルスドライバと同様のフィーリングを提供することが可能となる。
また、本実施の形態によるパルスモードの電子パルスドライバ1では、第1パルスモードから、モータ3に流れる電流に応じた最適な第2パルスモードに移行するので(図11のS710−S713)、モータ3流れる電流が急激に増加したような場合であっても適切な打撃態様で締結を行うことが可能となる。
また、本実施の形態によるパルスモードの電子パルスドライバでは、第2のパルスモード1−5間の移行は、正転及び逆転の切り換え周期が隣接する第2パルスモードへのみ可能なので(図11のS719−S723)、フィーリングの急激な変化を防止することが可能となる。
また、本実施の形態による電子パルスドライバ1では、締結用逆転電圧の印加前に嵌合用逆転電圧をモータ3に印加することによりハンマ42を逆転させてアンビル52に打撃させるので(図10のS601)、留め金具と先端工具との嵌合が不十分な場合であってもしっかりと嵌合させることができ、作業時に先端工具が留め金具からカムアウトすることを防止することが可能となる。
また、本実施の形態によるクラッチモードの電子パルスドライバ1では、締結用正転電圧を印加する前にプレスタート用正転電圧を印加してハンマ42とアンビル52とを接触させるので(図10のS601、図11のS701)、打撃により目標トルクを超えたトルクを留め金具に供給してしまうことを防止することが可能となる。
また、本実施の形態によるクラッチモードの電子パルスドライバ1では、擬似クラッチを発生から所定時間経過後に停止させるので(図10のS609、S610)、電力消費及び温度上昇を抑制することが可能となる。
また、本実施の形態によるクラッチモードの電子パルスドライバ1では、ボルトを締結している際に目標トルクに達した時点でブレーキ用逆転電圧をモータ3に印加するので(図10のS607)、目標トルクの直前に急激にトルクが増加するボルトのような留め金具を締結する場合であっても、慣性力によるトルクを供給してしまうことを防止し、正確な目標トルクを供給することが可能となる。
次に、図12及び13を用いて、本発明の第2の実施の形態による電子パルスドライバ201について説明する。
第1の実施の形態では、温度の変化を考慮せずに、電流等が一定の閾値まで増加した際に打撃の態様を変化させていた。しかしながら、例えば、寒冷地ではギヤ機構41内のグリースの粘度が低いため、通常よりもモータ3に流れる電流が大きくなる傾向がある。その場合、モータ3に流れる電流容易に閾値を超えてしまい、まだ打撃の態様を変化させる状況でもないにも関わらず、打撃態様を変化させてしまう虞がある。
従って、本実施の形態では、温度の変化を考慮して閾値を変化させることを特徴としている。具体的には、スイッチング基板63上に温度検出部を備え、温度検出部が検出した温度に基づき、制御部72が各閾値を変化させている。
図12は、クラッチモードにおける木ネジ締結時の閾値変化を示した図であり、図13は、パルスモードにおける木ネジ締結時の閾値変化を示した図である。
制御部72は、例えば、図12に示すように、低温時のネジなめ用逆転電圧印加の契機となる閾値a’及び目標電流値T’を常温時のネジなめ用逆転電圧印加の契機となる閾値a及び目標電流値Tよりも高い値に設定し、また、図13に示すように、低温時の第1のパルスモード移行用の閾値c’及び目標電流値第2のパルスモード移行用の閾値e’を常温時の第1のパルスモード移行用の閾値c及び第2のパルスモード移行用の閾値eよりも高い値に設定する。
このように、温度の変化を考慮して閾値を変化させることで、適切な状況で打撃の態様を変化させることが可能となる。なお、変化させる閾値は、上記したものに限らず、その他のいずれの閾値を変化させてもよい。また、モータ3以外の場所に温度検出部を備えてもよい。
次に、図14を用いて、本発明の第3の実施の形態による電子パルスドライバ301について説明する。
第2の実施の形態では、作業性を重視して閾値を変化させたが、本実施の形態では、電子パルスドライバ201の耐用性を重視して正転及び逆転の切り換え周期を変化させる。
具体的には、本実施の形態でも、第2の実施の形態と同様に、モータ3に温度検出部を備え、温度検出部が検出した温度に基づき、制御部72が正転及び逆転の切り換え周期を変化させる。なお、この場合も、モータ3以外の場所に温度検出部を備えてもよい。
図14は、パルスモードにおける木ネジ締結時の正転及び逆転の切り換え周期の変化を示した図である。
制御部72は、例えば、図14に示すように、高温時の第1のパルスモードの正転期間及び逆転期間の切り換え周期を常温時の第1のパルスモードの正転期間及び逆転期間の切り換え周期よりも長く設定する。これにより、切り換えの際に生じる発熱を抑制することができ、電子パルスドライバ301のFETの高温による破損を抑制することができる。また、スタータコイルの被覆が熱で損傷してしまうことを抑制することができ、電子パルスドライバ301全体の耐用性を上げることが可能となる。
次に、図16及び17を用いて、本発明の第4の実施の形態による電子パルスドライバ401について説明する。第1の実施の形態による電子パルスドライバ1と同一の構成は、同一の符号を付して説明を省略する。
図16に示すように、電子パルスドライバ401は、ハンマ442とアンビル452とを備える。第1の実施の形態による電子パルスドライバ1では、ハンマ42とアンビル52との回転方向の隙間は315度程度としていた。第4の実施の形態による電子パルスドライバ401では、ハンマ442とアンビル452との回転方向の隙間を135度程度に設定している。
図17は、図16のXVII方向から見た断面図であり、電子パルスドライバ401動作時におけるハンマ442とアンビル452との位置関係を表す図である。図17(1)のようにハンマ442とアンビル452とが互いに接触している状態から、図17(2)を経由して図17(3)のハンマ442のアンビル452に対する最反転位置まで逆回転する。そしてモータ3は正回転してハンマ442とアンビル452とが衝突し(図17(5))、その衝撃によってアンビル452が図17の反時計回り方向に回転する(図17(6))。
この場合には、第1の実施の形態の電圧値、電流値、秒数などは第4の実施の形態における電子パルスドライバ401に適合するように適宜変更することができる。
なお、本発明の電子パルスドライバは、上述した実施の形態に限定されず、特許請求の範囲に記載した範囲で種々の変形や改良が可能である。
例えば、上記実施の形態では、第2のパルスモード1−5間の移行において、1つ前の第2パルスモード用電圧に戻る場合(図11のS719−S722:NO)も考えられた。しかしながら、図15に示すように、前の第2パルスモード用電圧には戻らないように制御することで、作業者に良好なフィーリングとなる。また、上記実施の形態では、木ネジ又はボルトを締結する際の制御について説明したが、緩める(取り外す)際にも、本発明の思想を利用することができる。具体的には、図18の模式図に示すように、木ネジ等を緩める際には、最も逆転時間の長い第2パルスモード用電圧5から印加を開始し、電流が各閾値以下になるに連れて段階的に第2のパルスモード用電圧1まで変化させる。これにより、木ネジ等を緩める際にも良好なフィーリングを提供することが可能となる。
また、上記実施の形態では、留め金具判別用逆転電圧印加後にモータ3に流れる電流に基づいて留め金具を判別したが(図11のS705)、モータ3の回転数等に基づいて判別してもよい。
また、上記実施の形態では、図11のS719−S722で、S710−S713と同様の閾値g1−g4を用いたが、別の値を用いてもよい
また、上記実施の形態では、電子パルスドライバが備えるアンビル52は1つだけであったため、アンビル52とハンマ42とは最大で360度離れている可能性があったが、例えば、その中間に他のアンビルを備えてもよい。これにより、嵌合用逆転電圧印加(図10のS601、図11のS701)やプレスタート用正転電圧印加(図10のS602)の際に必要とする時間を短縮することが可能となる。
また、上記実施の形態では、プレスタート用正転電圧を印加することによりハンマ42とアンビル52とを接触させたが、必ずしも接触させなくても、アンビル52に対するハンマ42の初期位置関係を一定にすることができれば、その他の態様であってもよい。
上記実施の形態では、電動工具として電子パルスドライバを用いたが、その他の電動工具であっても良い。例えば、電動丸鋸・電動往復動鋸・電動ドリル・電動ドライバドリル・電動振動ドリルなどを用いても良い。