JP5328257B2 - 吸収性物品の製造方法 - Google Patents
吸収性物品の製造方法 Download PDFInfo
- Publication number
- JP5328257B2 JP5328257B2 JP2008204645A JP2008204645A JP5328257B2 JP 5328257 B2 JP5328257 B2 JP 5328257B2 JP 2008204645 A JP2008204645 A JP 2008204645A JP 2008204645 A JP2008204645 A JP 2008204645A JP 5328257 B2 JP5328257 B2 JP 5328257B2
- Authority
- JP
- Japan
- Prior art keywords
- belt conveyor
- absorbent article
- belt
- continuous body
- center line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15764—Transferring, feeding or handling devices; Drives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15772—Control
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/496—Absorbent articles specially adapted to be worn around the waist, e.g. diapers in the form of pants or briefs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/264—Arrangement of side-by-side belts
- B65H2404/2641—Arrangement of side-by-side belts on movable frame
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1322—Severing before bonding or assembling of parts
- Y10T156/133—Delivering cut part to indefinite or running length web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1734—Means bringing articles into association with web
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Description
まず、本実施形態に係る吸収性物品の製造方法について、図1及び図2を参照しながら説明する。図1及び図2は、本実施形態に係る吸収性物品の製造方法を示す模式図である。本実施形態に係る吸収性物品は、使い捨てオムツである。
ギャザー工程では、アウターシートの連続体10上において、吸収性物品の胴回り(お腹・背中)部材に対応する胴回り領域1A,1B(図3及び図4参照)に弾性体(以下、フィットギャザー21)が載置される。フィットギャザー21は、吸収性物品の搬送方向(以下、MD方向)に沿って載置される。
防水フィルム工程では、プリントフィルム(キャラクタや図形などの模様が付されているフィルム)が貼り付けられた防水フィルム30が所定の大きさにカットされる。カットされた防水フィルム30が、第2連続体上に重ねられる。第2連続体と防水フィルム30とは、ホットメルト等の接着剤により接着される。なお、以下において、第2連続体と防水フィルム30とが合わされた連続体を「第3連続体」と称する。
吸収体工程では、予め形成された吸収体40が所定の大きさにカットされる。カットされた吸収体40が、第3連続体上に重ねられる。第3連続体と吸収体40とは、ホットメルト等の接着剤により接着される。なお、以下において、第3連続体と吸収体40とが合わされた連続体を「第4連続体」と称する。
トップシート工程では、横洩れを防ぐ立体ギャザー(不図示)が貼り付けられたトップシートの連続体50が、第4連続体上に重ねられる。第4連続体とトップシートの連続体50とは、ホットメルト等の接着剤により接着される。なお、以下において、第4連続体とトップシートの連続体50とが合わされた連続体を「第5連続体」と称する。
脚周り形成工程では、第5連続体上において、股下領域1Cの両側に位置する脚周り領域1D(例えば、レッグホール)が形成される。なお、以下において、脚周り領域1Dが形成された第5連続体を「第6連続体」と称する。
折り工程では、第6連続体の搬送方向の中心線(以下、連続体の搬送方向の中心線を搬送方向中心線CLと称する)上において、第6連続体が2つ折りされる。なお、以下において、2つ折りされた第6連続体を「第7連続体」と称する。
次に、本実施形態に係る搬送工程について、図1及び図2を参照しながら説明する。図1及び図2に示すように、搬送工程では、上述した各工程間において、第1〜第7連続体が後述するベルトコンベアによって搬送される。
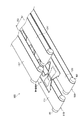
次に、本実施形態に係るベルトコンベアの構成について、図3〜図5を参照しながら説明する。図3は、本実施形態に係るベルトコンベア100を示す一部斜視図である。図4は、本実施形態に係るベルトコンベア100を示す一部上面図(図3のA矢視図)である。図5は、本実施形態に係るベルトコンベア100を示す正面図(図3のB矢視図)である。
一般的に、吸収性物品の製造方法では、連続体を安定して搬送することが難しいとされている。具体的には、履き心地性の観点から、吸収性物品には、MD方向の伸縮性に加えて、CD方向の伸縮性が求められている。また、尿等の液体が排泄される側(例えば、胴回り領域1A側)に吸収体40が配置されている。
上述した実施形態に係るベルトコンベア100は、以下のように変更してもよい。なお、上述した実施形態に係るベルトコンベア100と同一部分には同一の符号を付して、相違する部分を主として説明する。
まず、変更例1に係るベルトコンベア100の構成について、図6及び図7を参照しながら説明する。図6及び図7は、変更例1に係るベルトコンベア100を示す正面図(図3のB矢視図)である。
次に、変更例2に係るベルトコンベア100の構成について、図8及び図9を参照しながら説明する。図8及び図9は、変更例2に係るベルトコンベア100を示す一部上面図(図3のA矢視図)である。
次に、変更例3に係るベルトコンベア100の構成について、図10を参照しながら説明する。図10は、変更例3に係るベルトコンベア100を示す一部斜視図である。
上述したように、本発明の実施の形態を通じて本発明の内容を開示したが、この開示の一部をなす論述及び図面は、本発明を限定するものであると理解すべきではない。
Claims (13)
- 胴回り部材を有する吸収性物品の製造方法であって、
前記胴回り部材に対応する胴回り領域を含む連続体が搬送される搬送工程を有し、
前記搬送工程では、前記連続体は、該連続体の搬送方向の中心線に対して非対称であり、少なくとも第1ベルトコンベア及び第2ベルトコンベア上に保持されながら搬送され、かつ前記中心線に対する一方の前記胴回り領域は、前記第1ベルトコンベアで搬送され、前記中心線に対する他方の前記胴回り領域は、前記第2ベルトコンベアで搬送される、吸収性物品の製造方法。 - 前記第1ベルトコンベアは、前記連続体を吸着する第1サクション穴が複数形成される第1ベルトを備え、
前記第2ベルトコンベアは、前記連続体を吸着する第2サクション穴が複数形成される第2ベルトを備え、
前記搬送工程では、前記連続体は、前記第1サクション穴及び前記第2サクション穴を介した吸引により保持されながら搬送されることを特徴とする請求項1に記載の吸収性物品の製造方法。 - 前記第1サクション穴を介した前記連続体を吸引する吸引力と、前記第2サクション穴を介した前記連続体を吸引する吸引力とが異なることを特徴とする請求項2に記載の吸収性物品の製造方法。
- 前記中心線側の前記第1サクション穴と、前記中心線側の前記第2サクション穴との間の距離は、前記連続体の搬送方向に直交する方向に対する前記吸収性物品の長さに応じて変更されることを特徴とする請求項2に記載の吸収性物品の製造方法。
- 前記搬送工程では、前記連続体は、前記第1ベルトコンベアにおける一対の第1ベルト、及び、前記第2ベルトコンベアにおける一対の第2ベルトによって挟持されて搬送されることを特徴とする請求項1に記載の吸収性物品の製造方法。
- 前記一対の第1ベルトの重なり部分の前記中心線側と、前記一対の第2ベルトの重なり部分の前記中心線側との間の距離は、前記連続体の搬送方向に直交する方向に対する前記吸収性物品の長さに応じて変更されることを特徴とする請求項5に記載の吸収性物品の製造方法。
- 前記第1ベルトコンベアにおける搬送速度と、前記第2ベルトコンベアにおける搬送速度とが異なることを特徴とする請求項1乃至6のいずれか一項に記載の吸収性物品の製造方法。
- 前記第1ベルトコンベアにおける第1ベルトと、前記第2ベルトコンベアにおける第2ベルトとの間の距離は、前記連続体の搬送方向に直交する方向に対する前記吸収性物品の長さに応じて変更されることを特徴とする請求項1乃至7のいずれか一項に記載の吸収性物品の製造方法。
- 前記第1ベルトコンベアにおける第1ベルト及び前記第2ベルトコンベアにおける第2ベルトは、前記連続体の搬送方向に直交する方向のいずれかに傾斜することを特徴とする請求項1乃至8のいずれか一項に記載の吸収性物品の製造方法。
- 前記第1ベルトコンベアの搬送方向と、前記第2ベルトコンベアの搬送方向とが異なることを特徴とする請求項1乃至9のいずれか一項に記載の吸収性物品の製造方法。
- 前記吸収性物品は、一方の前記胴回り領域と他方の前記胴回り領域との間に位置する股下領域が設けられる使い捨てオムツであり、
前記胴回り領域は、前記連続体の搬送方向に伸縮性を有し、
前記股下領域は、前記連続体の搬送方向に交差する方向に伸縮性を有することを特徴とする請求項1乃至10のいずれか一項に記載の吸収性物品の製造方法。 - 前記連続体は、液体を保持する吸収体を有し、
前記吸収体は、前記中心線に対して非対称に配置されることを特徴とする請求項1乃至11のいずれか一項に記載の吸収性物品の製造方法。 - 前記吸収性物品は、一方の前記胴回り領域と他方の前記胴回り領域との間に位置する股下領域と、前記股下領域の両側に位置する脚周り領域とが設けられる使い捨てオムツであり、
前記脚周り領域は、前記中心線に対して非対称に形成されることを特徴とする請求項1乃至12のいずれか一項に記載の吸収性物品の製造方法。
Priority Applications (16)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204645A JP5328257B2 (ja) | 2008-08-07 | 2008-08-07 | 吸収性物品の製造方法 |
| RU2008134334/21A RU2412677C2 (ru) | 2008-08-07 | 2008-08-22 | Способ получения поглощающего изделия |
| US12/390,124 US8074790B2 (en) | 2008-08-07 | 2009-02-20 | Manufacturing method for absorptive article |
| MX2009007092A MX2009007092A (es) | 2008-08-07 | 2009-06-29 | Metodo de fabricacion de un articulo absorbente. |
| ARP090102939A AR072643A1 (es) | 2008-08-07 | 2009-07-31 | Metodo de fabricacion de un articulo absorbente |
| CN200980130413.9A CN102112088B (zh) | 2008-08-07 | 2009-08-07 | 吸收性物品的制造方法 |
| AU2009280356A AU2009280356B2 (en) | 2008-08-07 | 2009-08-07 | Manufacturing method for absorptive article |
| BRPI0912448A BRPI0912448A2 (pt) | 2008-08-07 | 2009-08-07 | método de fabricação para artigo absorvente |
| CA2733225A CA2733225A1 (en) | 2008-08-07 | 2009-08-07 | Manufacturing method for absorptive article |
| EA201100290A EA022270B1 (ru) | 2008-08-07 | 2009-08-07 | Способ транспортирования непрерывного полотна частей поглощающего изделия |
| NZ591161A NZ591161A (en) | 2008-08-07 | 2009-08-07 | Method of manufacturing a continuum of absorbent articles held on at least two belt conveyors by suction holes |
| EP09805058.6A EP2311417B1 (en) | 2008-08-07 | 2009-08-07 | Absorbent article manufacturing method |
| KR1020117005247A KR20110055600A (ko) | 2008-08-07 | 2009-08-07 | 흡수성 물품의 제조 방법 |
| PCT/JP2009/064034 WO2010016576A1 (ja) | 2008-08-07 | 2009-08-07 | 吸収性物品の製造方法 |
| ZA2011/01314A ZA201101314B (en) | 2008-08-07 | 2011-02-18 | Absorbent article manufacturing method |
| CO11026926A CO6351703A2 (es) | 2008-08-07 | 2011-03-04 | Metodo de fabricacion de articulo absorbente |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008204645A JP5328257B2 (ja) | 2008-08-07 | 2008-08-07 | 吸収性物品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010035932A JP2010035932A (ja) | 2010-02-18 |
| JP5328257B2 true JP5328257B2 (ja) | 2013-10-30 |
Family
ID=41651880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008204645A Expired - Fee Related JP5328257B2 (ja) | 2008-08-07 | 2008-08-07 | 吸収性物品の製造方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US8074790B2 (ja) |
| EP (1) | EP2311417B1 (ja) |
| JP (1) | JP5328257B2 (ja) |
| KR (1) | KR20110055600A (ja) |
| CN (1) | CN102112088B (ja) |
| AR (1) | AR072643A1 (ja) |
| AU (1) | AU2009280356B2 (ja) |
| BR (1) | BRPI0912448A2 (ja) |
| CA (1) | CA2733225A1 (ja) |
| CO (1) | CO6351703A2 (ja) |
| EA (1) | EA022270B1 (ja) |
| MX (1) | MX2009007092A (ja) |
| NZ (1) | NZ591161A (ja) |
| RU (1) | RU2412677C2 (ja) |
| WO (1) | WO2010016576A1 (ja) |
| ZA (1) | ZA201101314B (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5647846B2 (ja) * | 2010-09-30 | 2015-01-07 | ユニ・チャーム株式会社 | 吸収性物品に係る連続シートの複合体の皺伸ばし装置、及び皺伸ばし方法 |
| CN102442549A (zh) * | 2011-09-06 | 2012-05-09 | 安徽科宏玻璃机械有限公司 | 一种多尺寸玻璃输送带 |
| DE102012207320B4 (de) * | 2012-05-03 | 2013-11-21 | Maschinenbau Oppenweiler Binder Gmbh & Co. Kg | Saugtransportvorrichtung und Verfahren zur Abnahme eines Bogens von einem Bogenstapel |
| US9375354B2 (en) * | 2012-09-14 | 2016-06-28 | The Procter & Gamble Company | Methods and apparatuses for conveying absorbent articles in a converting line |
| CN103086150B (zh) * | 2013-01-24 | 2015-09-16 | 圣象实业(江苏)有限公司 | 地板快速换向移动机械控制装置 |
| WO2015173952A1 (ja) * | 2014-05-16 | 2015-11-19 | オリオン機械工業株式会社 | 製品搬送装置 |
| CN105480684A (zh) * | 2014-09-18 | 2016-04-13 | 安徽鸿凌机电仪表(集团)有限公司 | 一种移动板定位装置 |
| WO2016076223A1 (ja) * | 2014-11-14 | 2016-05-19 | 株式会社瑞光 | 着用物品におけるシート状物の搬送装置および搬送方法 |
| JP5923160B1 (ja) * | 2014-12-26 | 2016-05-24 | ユニ・チャーム株式会社 | 折り装置及び折り方法 |
| JP6305373B2 (ja) * | 2015-06-30 | 2018-04-04 | ユニ・チャーム株式会社 | 吸収性物品を連続的に製造する方法 |
| CN108451720B8 (zh) * | 2018-05-03 | 2021-01-08 | 爹地宝贝股份有限公司 | 一种智能化的纸尿裤生产线上的环腰转移装置 |
| CN109436792A (zh) * | 2018-11-23 | 2019-03-08 | 上海江南制药机械有限公司 | 一种机械手真空吸药板连线下料机构 |
| CN111071692A (zh) * | 2019-12-30 | 2020-04-28 | 芜湖鼎瀚再制造技术有限公司 | 一种冶金输送设备 |
| CN111332748B (zh) * | 2020-03-20 | 2021-09-07 | 福建省明辉机械制造有限公司 | 一种纸尿裤输出排列调整装置 |
| CN113633470A (zh) * | 2021-08-12 | 2021-11-12 | 浙江新余宏智能装备有限公司 | 一种卫生用品折叠装置及该装置的实施方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07100068B2 (ja) * | 1988-01-14 | 1995-11-01 | ユニ・チャーム株式会社 | 着用物品に弾性部材を取り付ける装置 |
| US5296080A (en) * | 1988-04-19 | 1994-03-22 | Paper Converting Machine Company | Apparatus for applying an elastic waistband to a disposable diaper |
| CA2125807A1 (en) * | 1994-03-14 | 1995-09-15 | Edward Heerman Ruscher | Apparatus and method for stretching an elastomeric material in a cross machine direction |
| US6648122B1 (en) * | 2000-10-25 | 2003-11-18 | Curt G. Joa, Inc. | Apparatus for transferring articles |
| JP4083027B2 (ja) * | 2003-01-31 | 2008-04-30 | 株式会社瑞光 | 使い捨て着用物品の製造方法 |
| US7638014B2 (en) * | 2004-05-21 | 2009-12-29 | Curt G. Joa, Inc. | Method of producing a pants-type diaper |
| US7533709B2 (en) * | 2005-05-31 | 2009-05-19 | Curt G. Joa, Inc. | High speed vacuum porting |
| US7618513B2 (en) * | 2005-05-31 | 2009-11-17 | Curt G. Joa, Inc. | Web stabilization on a slip and cut applicator |
| JP4522940B2 (ja) | 2005-10-31 | 2010-08-11 | 大王製紙株式会社 | 吸収性物品の搬送設備 |
| JP4905932B2 (ja) * | 2006-07-05 | 2012-03-28 | 花王株式会社 | 伸縮性シートの搬送方法 |
| JP2008204645A (ja) | 2007-02-16 | 2008-09-04 | Tyco Electronics Amp Kk | ハーネス防水材および防水ハーネスの製造方法 |
-
2008
- 2008-08-07 JP JP2008204645A patent/JP5328257B2/ja not_active Expired - Fee Related
- 2008-08-22 RU RU2008134334/21A patent/RU2412677C2/ru active
-
2009
- 2009-02-20 US US12/390,124 patent/US8074790B2/en not_active Expired - Fee Related
- 2009-06-29 MX MX2009007092A patent/MX2009007092A/es active IP Right Grant
- 2009-07-31 AR ARP090102939A patent/AR072643A1/es not_active Application Discontinuation
- 2009-08-07 KR KR1020117005247A patent/KR20110055600A/ko not_active Application Discontinuation
- 2009-08-07 CN CN200980130413.9A patent/CN102112088B/zh active Active
- 2009-08-07 NZ NZ591161A patent/NZ591161A/xx unknown
- 2009-08-07 EA EA201100290A patent/EA022270B1/ru not_active IP Right Cessation
- 2009-08-07 EP EP09805058.6A patent/EP2311417B1/en active Active
- 2009-08-07 WO PCT/JP2009/064034 patent/WO2010016576A1/ja active Application Filing
- 2009-08-07 BR BRPI0912448A patent/BRPI0912448A2/pt not_active Application Discontinuation
- 2009-08-07 AU AU2009280356A patent/AU2009280356B2/en not_active Expired - Fee Related
- 2009-08-07 CA CA2733225A patent/CA2733225A1/en not_active Abandoned
-
2011
- 2011-02-18 ZA ZA2011/01314A patent/ZA201101314B/en unknown
- 2011-03-04 CO CO11026926A patent/CO6351703A2/es not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| AU2009280356A1 (en) | 2010-02-11 |
| EP2311417A4 (en) | 2014-12-03 |
| ZA201101314B (en) | 2012-01-25 |
| AR072643A1 (es) | 2010-09-08 |
| NZ591161A (en) | 2012-08-31 |
| RU2008134334A (ru) | 2010-02-27 |
| JP2010035932A (ja) | 2010-02-18 |
| CA2733225A1 (en) | 2010-02-11 |
| KR20110055600A (ko) | 2011-05-25 |
| EP2311417A1 (en) | 2011-04-20 |
| AU2009280356B2 (en) | 2013-07-11 |
| CN102112088A (zh) | 2011-06-29 |
| RU2412677C2 (ru) | 2011-02-27 |
| BRPI0912448A2 (pt) | 2019-05-07 |
| US20100032263A1 (en) | 2010-02-11 |
| CO6351703A2 (es) | 2011-12-20 |
| WO2010016576A1 (ja) | 2010-02-11 |
| US8074790B2 (en) | 2011-12-13 |
| EP2311417B1 (en) | 2017-07-12 |
| CN102112088B (zh) | 2014-01-29 |
| EA022270B1 (ru) | 2015-12-30 |
| MX2009007092A (es) | 2010-03-01 |
| EA201100290A1 (ru) | 2011-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5328257B2 (ja) | 吸収性物品の製造方法 | |
| JP5404629B2 (ja) | 吸収性物品の製造方法 | |
| JP5318490B2 (ja) | 切断装置及び吸収性物品の製造方法 | |
| JP5465896B2 (ja) | 吸収性物品の折り畳み方法 | |
| JP5498043B2 (ja) | 吸収性物品の製造方法及び吸収性物品の製造装置 | |
| JP5498083B2 (ja) | 折り装置及び吸収性物品の製造方法 | |
| JP2010227545A (ja) | 折り装置及び吸収性物品の製造方法 | |
| JP5150477B2 (ja) | 吸収性物品の製造方法及び吸収性物品の製造装置 | |
| JP2011200385A (ja) | 連続ウエブの処理装置 | |
| JP5615001B2 (ja) | 搬送装置及び吸収性物品の製造方法 | |
| JP5841756B2 (ja) | 吸収性物品の製造装置 | |
| JP2007181543A (ja) | 着用物品の製造方法 | |
| JP5513167B2 (ja) | コンベア装置及び吸収性物品の製造方法 | |
| JP5889153B2 (ja) | 使い捨て着用物品の製造方法 | |
| JP2016185851A (ja) | 物品の折り装置および方法 | |
| CN107847362B (zh) | 搬送装置以及使用该搬送装置的一次性穿着物品的制造方法 | |
| JP2019111266A (ja) | シートの折り返し装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110802 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130723 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5328257 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |