JP5300716B2 - アルカリ電池のためのスズメッキアノードケーシング - Google Patents
アルカリ電池のためのスズメッキアノードケーシング Download PDFInfo
- Publication number
- JP5300716B2 JP5300716B2 JP2009514415A JP2009514415A JP5300716B2 JP 5300716 B2 JP5300716 B2 JP 5300716B2 JP 2009514415 A JP2009514415 A JP 2009514415A JP 2009514415 A JP2009514415 A JP 2009514415A JP 5300716 B2 JP5300716 B2 JP 5300716B2
- Authority
- JP
- Japan
- Prior art keywords
- casing
- layer
- tin
- plating
- anode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000007747 plating Methods 0.000 claims abstract description 200
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims abstract description 135
- 238000000034 method Methods 0.000 claims abstract description 61
- 230000008569 process Effects 0.000 claims abstract description 34
- 229910052718 tin Inorganic materials 0.000 claims description 136
- 239000010949 copper Substances 0.000 claims description 55
- 229910052802 copper Inorganic materials 0.000 claims description 54
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 53
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 43
- 239000000758 substrate Substances 0.000 claims description 30
- 229910052725 zinc Inorganic materials 0.000 claims description 29
- 239000011701 zinc Substances 0.000 claims description 29
- 229910000831 Steel Inorganic materials 0.000 claims description 23
- 239000003792 electrolyte Substances 0.000 claims description 23
- 239000010959 steel Substances 0.000 claims description 23
- 239000007773 negative electrode material Substances 0.000 claims description 13
- 238000009713 electroplating Methods 0.000 claims description 11
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 230000007717 exclusion Effects 0.000 claims description 6
- 229910045601 alloy Inorganic materials 0.000 claims description 5
- 239000000956 alloy Substances 0.000 claims description 5
- 230000014759 maintenance of location Effects 0.000 claims description 3
- 239000003054 catalyst Substances 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 abstract description 46
- 239000002184 metal Substances 0.000 abstract description 46
- 229910001128 Sn alloy Inorganic materials 0.000 abstract description 17
- 239000002344 surface layer Substances 0.000 abstract description 7
- 239000011135 tin Substances 0.000 description 123
- 239000010410 layer Substances 0.000 description 114
- 239000000243 solution Substances 0.000 description 101
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 38
- 239000003570 air Substances 0.000 description 33
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 32
- 239000000203 mixture Substances 0.000 description 31
- 239000007789 gas Substances 0.000 description 28
- 239000000463 material Substances 0.000 description 26
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 24
- 238000004140 cleaning Methods 0.000 description 23
- 229910052759 nickel Inorganic materials 0.000 description 18
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 17
- 239000002253 acid Substances 0.000 description 17
- -1 PR63 Proteins 0.000 description 16
- 239000000126 substance Substances 0.000 description 16
- 239000008367 deionised water Substances 0.000 description 13
- 229910021641 deionized water Inorganic materials 0.000 description 13
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 13
- 229910052753 mercury Inorganic materials 0.000 description 13
- 239000001257 hydrogen Substances 0.000 description 12
- 229910052739 hydrogen Inorganic materials 0.000 description 12
- 229910001220 stainless steel Inorganic materials 0.000 description 12
- 239000010935 stainless steel Substances 0.000 description 12
- 229910001297 Zn alloy Inorganic materials 0.000 description 11
- 239000003963 antioxidant agent Substances 0.000 description 11
- 230000003078 antioxidant effect Effects 0.000 description 10
- 229910052738 indium Inorganic materials 0.000 description 9
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 9
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 9
- 239000004810 polytetrafluoroethylene Substances 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 7
- 230000004913 activation Effects 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 7
- 238000000576 coating method Methods 0.000 description 7
- 239000012141 concentrate Substances 0.000 description 7
- 238000001914 filtration Methods 0.000 description 7
- 238000007789 sealing Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 229920002125 Sokalan® Polymers 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 239000012530 fluid Substances 0.000 description 6
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- 229910000906 Bronze Inorganic materials 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 5
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000010974 bronze Substances 0.000 description 5
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 5
- 238000002788 crimping Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 5
- 239000008151 electrolyte solution Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 4
- MWUXSHHQAYIFBG-UHFFFAOYSA-N Nitric oxide Chemical compound O=[N] MWUXSHHQAYIFBG-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 229910052785 arsenic Inorganic materials 0.000 description 4
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 4
- 229910052797 bismuth Inorganic materials 0.000 description 4
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 4
- 229910052793 cadmium Inorganic materials 0.000 description 4
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 229910052804 chromium Inorganic materials 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 238000002845 discoloration Methods 0.000 description 4
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 4
- 239000012535 impurity Substances 0.000 description 4
- IGUXCTSQIGAGSV-UHFFFAOYSA-K indium(iii) hydroxide Chemical compound [OH-].[OH-].[OH-].[In+3] IGUXCTSQIGAGSV-UHFFFAOYSA-K 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 239000011733 molybdenum Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 4
- XFXPMWWXUTWYJX-UHFFFAOYSA-N Cyanide Chemical compound N#[C-] XFXPMWWXUTWYJX-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- 229910052787 antimony Inorganic materials 0.000 description 3
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 3
- 239000011805 ball Substances 0.000 description 3
- 239000000356 contaminant Substances 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000000565 sealant Substances 0.000 description 3
- 239000002893 slag Substances 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 239000000080 wetting agent Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 101000614399 Homo sapiens Serine/threonine-protein phosphatase 2A regulatory subunit B'' subunit beta Proteins 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- 102100040471 Serine/threonine-protein phosphatase 2A regulatory subunit B'' subunit beta Human genes 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000011149 active material Substances 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- DOBRDRYODQBAMW-UHFFFAOYSA-N copper(i) cyanide Chemical compound [Cu+].N#[C-] DOBRDRYODQBAMW-UHFFFAOYSA-N 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 239000013536 elastomeric material Substances 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000002648 laminated material Substances 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 229910021645 metal ion Inorganic materials 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- LJCNRYVRMXRIQR-OLXYHTOASA-L potassium sodium L-tartrate Chemical compound [Na+].[K+].[O-]C(=O)[C@H](O)[C@@H](O)C([O-])=O LJCNRYVRMXRIQR-OLXYHTOASA-L 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- NDVLTYZPCACLMA-UHFFFAOYSA-N silver oxide Chemical compound [O-2].[Ag+].[Ag+] NDVLTYZPCACLMA-UHFFFAOYSA-N 0.000 description 2
- 235000011006 sodium potassium tartrate Nutrition 0.000 description 2
- 229910000375 tin(II) sulfate Inorganic materials 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 229910000497 Amalgam Inorganic materials 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 241000699670 Mus sp. Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 241000220010 Rhode Species 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- OSOVKCSKTAIGGF-UHFFFAOYSA-N [Ni].OOO Chemical compound [Ni].OOO OSOVKCSKTAIGGF-UHFFFAOYSA-N 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229920006318 anionic polymer Polymers 0.000 description 1
- 239000006183 anode active material Substances 0.000 description 1
- 239000010405 anode material Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- ORTQZVOHEJQUHG-UHFFFAOYSA-L copper(II) chloride Chemical compound Cl[Cu]Cl ORTQZVOHEJQUHG-UHFFFAOYSA-L 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012777 electrically insulating material Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000033001 locomotion Effects 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 230000028161 membrane depolarization Effects 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 229910000483 nickel oxide hydroxide Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- HTQOEHYNHFXMJJ-UHFFFAOYSA-N oxosilver zinc Chemical compound [Zn].[Ag]=O HTQOEHYNHFXMJJ-UHFFFAOYSA-N 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000007774 positive electrode material Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000012487 rinsing solution Substances 0.000 description 1
- 238000009938 salting Methods 0.000 description 1
- 239000012812 sealant material Substances 0.000 description 1
- 229910001923 silver oxide Inorganic materials 0.000 description 1
- BSWGGJHLVUUXTL-UHFFFAOYSA-N silver zinc Chemical compound [Zn].[Ag] BSWGGJHLVUUXTL-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- RCIVOBGSMSSVTR-UHFFFAOYSA-L stannous sulfate Chemical compound [SnH2+2].[O-]S([O-])(=O)=O RCIVOBGSMSSVTR-UHFFFAOYSA-L 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000005028 tinplate Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
- 238000004876 x-ray fluorescence Methods 0.000 description 1
- SZKTYYIADWRVSA-UHFFFAOYSA-N zinc manganese(2+) oxygen(2-) Chemical compound [O--].[O--].[Mn++].[Zn++] SZKTYYIADWRVSA-UHFFFAOYSA-N 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/559—Terminals adapted for cells having curved cross-section, e.g. round, elliptic or button cells
- H01M50/56—Cup shaped terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/117—Inorganic material
- H01M50/119—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/103—Primary casings; Jackets or wrappings characterised by their shape or physical structure prismatic or rectangular
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
- Y10T29/49115—Electric battery cell making including coating or impregnating
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Electroplating Methods And Accessories (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Primary Cells (AREA)
- Hybrid Cells (AREA)
Description
1.バレル−バレルを回転して部品の振動及び均等なメッキをもたらす穿孔バレルの内部で行われるメッキ。
2.手首作用を備えたバレル−バレル内の部品の振動を変更するためにバレルを他の非回転的運動でも移動するある一定の種類のバレルメッキ。
3.揺動バレル−円筒形バレルが、縦方向対称軸からオフセットしている軸線の周りを回転し、バレルが回転する時にバレルが一方の側から他方の側まで傾くようにするある一定の種類のバレルメッキ(例えば、イリノイ州シカゴ所在の「Harwood Line Manufacturing Company」の「揺動メッキバレル」)。
4.タンブル−バスケット内の部品を振動させ、バスケットが倒れる時に部品を次のステーションに移送するために各々回転ベルトを装備した1つ又は一連のバスケット(例えば、「Technic、Inc.」の「TUMBLEPLATER(登録商標)」工程)。
5.回転流動−垂直回転ドーム内の部品が、間欠的にドームの周囲でカソードリングに対して遠心力で圧縮される工程(例えば、米国特許第5、487、824号及び第5、565、079号)。
6.噴流層電極−部品及び流体(例えば、メッキ溶液)が、部品及び流体の中心流を上向きに向けることによって振動され、その後、部品及び流体が落下し、外向きに向けられる工程(例えば、米国特許第6、193、858号に説明)。
7.ラック−対象物をクリップでラックに留め、次に、電解質溶液に入れる。
8.可変接触を備えたラック−交互クランプフィンガを備えたラックメッキ(例えば、上述のもの及び米国特許第6、521、103号に説明)。
(a)「ROPLATE(登録商標)」Sn:硫酸第1スズ溶液、硫酸溶液(CP.Grade、SG−1.84)、「ROPLATE(登録商標)」Snメークアップ1−B号溶液、「ROPLATE(登録商標)」メークアップ2号溶液、及び「ROPLATE(登録商標)」Sn維持A溶液
(b)「TECHNISTAN BTl(登録商標)」:「TECHNISTAN(登録商標)」スズSnSO4溶液、「TECHNI BT(登録商標)」水1溶液、「TECHNI BT(登録商標)」光沢剤2溶液、及び「NF抗酸化剤(登録商標)」1号溶液
(c)「TECHNISTAN BT2(登録商標)」:「TECHNISTAN(登録商標)」スズSnSO4溶液、「TECHNI BT(登録商標)」水2溶液、「TECHNI BT(登録商標)」光沢剤2溶液、及び「NF抗酸化剤(登録商標)」1号溶液
(d)「TECHNISTAN(登録商標)JB 3000」:「TECHNISTAN(登録商標)」酸溶液、「TECHNISTAN(登録商標)」スズ精鉱溶液、「TECHNISTAN(登録商標)JB 3000」メークアップ溶液、「TECHNISTAN(登録商標)」光沢剤溶液、「TECHNISTAN(登録商標)」抗酸化剤溶液、及び脱イオン水

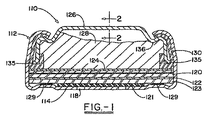
112 カソードケーシング
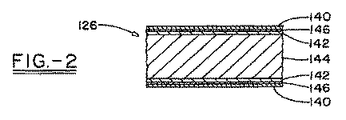
126 アノードケーシング
Claims (15)
- 電気化学電池を製造する方法であって、
(a)基板として鋼鉄層を含むシートを準備する段階、
(b)前記基板から負電極ケーシングを形成する段階、
(c)前記負電極ケーシングの可変接触保持及び538から2691アンペア/平方メートルの電気メッキ電流密度によるラックメッキ工程を用いて、光沢スズを含み、かつ1から10マイクロメートルの平均厚みを有する光沢スズ層を前記基板上に電気メッキする段階、
(d)負の電極材料が前記負電極ケーシング上の前記光沢スズ層と接触するように、亜鉛を含む負の電極材料及び水性アルカリ電解質を該負電極ケーシングの凹状部分に堆積させる段階、及び
(e)前記負電極ケーシング及び前記負の電極材料を正電極及び正電極ケーシングと組み合わせて密封電池を形成する段階、
を含むことを特徴とする方法。 - 前記光沢スズ層は、807から2153アンペア/平方メートルの電流密度を用いて電気メッキされることを特徴とする請求項1に記載の方法。
- 前記光沢スズ層の前記平均厚みは、2.5から9マイクロメートルであることを特徴とする請求項1に記載の方法。
- 前記基板は、前記負電極ケーシングの前記凹状部分の少なくとも一部上に中間銅層を含み、該銅層は、前記光沢スズ層が前記負電極ケーシング上に電気メッキされる前に前記鋼鉄層に付加されることを特徴とする請求項1から請求項3のいずれか1項に記載の方法。
- 前記銅層は、前記鋼鉄層を被覆するか、または、前記銅層は、前記鋼鉄層上に電気メッキされることを特徴とする請求項4に記載の方法。
- 前記銅層は、平均で0.2から2.0マイクロメートル厚みのストライク層であることを特徴とする請求項5に記載の方法。
- 前記銅層は、前記ケーシングの可変接触保持及び323から861アンペア/平方メートルの電気メッキ電流密度によるラックメッキ工程を用いて電気メッキされることを特徴とする請求項5または請求項6のいずれか1項に記載の方法。
- 前記負電極ケーシングの最大直径又は最大長さ寸法は、11.6ミリメートルよりも大きいことを特徴とする請求項1から請求項7のいずれか1項に記載の方法。
- 前記光沢スズ層の前記平均厚みは、5マイクロメートル未満であり、前記基板は、前記光沢スズ層が前記負電極ケーシング上に電気メッキされる前に、前記負電極ケーシングの前記凹状部分の少なくとも一部上に中間銅層を含むことを特徴とする請求項1から請求項8のいずれか1項に記載の方法。
- 光沢スズを含む前記光沢スズ層におけるスズは、スズを含む合金であるか、または、光沢スズを含む前記光沢スズ層におけるスズは、非合金スズであることを特徴とする請求項1から請求項9のいずれか1項に記載の方法。
- 光沢スズを含む前記光沢スズ層の表面は、球形分光光度計を「正反射除外」モードで用いて試験した時に1から40の正反射除外Yパラメータ値を有することを特徴とする請求項1から請求項10のいずれか1項に記載の方法。
- 前記電池は、プリズム形状を有することを特徴とする請求項1から請求項11のいずれか1項に記載の方法。
- 前記電池は、触媒電極を有することを特徴とする請求項1から請求項12のいずれか1項に記載の方法。
- 前記電池は、バッテリ電池であり、かつ水性アルカリ電解質を含むことを特徴とする請求項1から請求項13のいずれか1項に記載の方法。
- 前記電池は、亜鉛−空気バッテリ電池であることを特徴とする請求項1から請求項14のいずれか1項に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US81182506P | 2006-06-08 | 2006-06-08 | |
| US60/811,825 | 2006-06-08 | ||
| PCT/US2007/013628 WO2007146192A2 (en) | 2006-06-08 | 2007-06-08 | Tin-plated anode casings for alkaline cells |
| US11/811,092 | 2007-06-08 | ||
| US11/811,092 US8062386B2 (en) | 2006-06-08 | 2007-06-08 | Tin-plated anode casings for alkaline cells |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009540508A JP2009540508A (ja) | 2009-11-19 |
| JP2009540508A5 JP2009540508A5 (ja) | 2010-07-29 |
| JP5300716B2 true JP5300716B2 (ja) | 2013-09-25 |
Family
ID=38738839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009514415A Expired - Fee Related JP5300716B2 (ja) | 2006-06-08 | 2007-06-08 | アルカリ電池のためのスズメッキアノードケーシング |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8062386B2 (ja) |
| EP (1) | EP2036144B1 (ja) |
| JP (1) | JP5300716B2 (ja) |
| KR (1) | KR101266718B1 (ja) |
| CN (1) | CN101501883B (ja) |
| AT (1) | ATE455373T1 (ja) |
| DE (1) | DE602007004334D1 (ja) |
| IL (1) | IL195534A0 (ja) |
| WO (1) | WO2007146192A2 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8334244B2 (en) * | 2005-01-18 | 2012-12-18 | Bestline International Research, Inc. | Universal synthetic water displacement multi-purpose penetrating lubricant, method and product-by-process |
| US20080226976A1 (en) | 2006-11-01 | 2008-09-18 | Eveready Battery Company, Inc. | Alkaline Electrochemical Cell with Reduced Gassing |
| US7931988B2 (en) | 2007-10-05 | 2011-04-26 | Powergenix Systems, Inc. | Tin and tin-zinc plated substrates to improve Ni-Zn cell performance |
| US20090176157A1 (en) * | 2007-12-27 | 2009-07-09 | Hidekatsu Izumi | Aa and aaa alkaline dry batteries |
| US20090169988A1 (en) * | 2007-12-28 | 2009-07-02 | Fumio Kato | AA and AAA Alkaline dry batteries |
| JP2009170159A (ja) * | 2008-01-11 | 2009-07-30 | Panasonic Corp | 単3形アルカリ乾電池 |
| JP2009170158A (ja) * | 2008-01-11 | 2009-07-30 | Panasonic Corp | 単3形アルカリ乾電池 |
| US20100047666A1 (en) * | 2008-08-25 | 2010-02-25 | Eveready Battery Company, Inc. | Electrochemical Cell with Shaped Catalytic Electrode Casing |
| DE102010031181A1 (de) * | 2010-07-09 | 2012-01-12 | Atotech Deutschland Gmbh | Verfahren und Anordnung zum Abscheiden einer Metallschicht |
| CL2013000447A1 (es) * | 2013-02-14 | 2013-07-19 | Asesorias Y Servicios Innovaxxion Spa | Un sistema de anodo reutilizable para procesos de electro-refinacion que permite eliminar el sobrante o scrap que esta conformado por un contenedor el cual esta conformado en acero inoxidable y tiene la forma de un paralelepipedo rectangular recto delgado, una pluralidad de barras de cobre que provienen de un proceso de extrusion y trefilado, son agrupadas en el interor de dicho contenedor. |
| PL406197A1 (pl) * | 2013-11-22 | 2015-05-25 | Inphotech Spółka Z Ograniczoną Odpowiedzialnością | Sposób łączenia włókien światłowodowych pokrytych warstwą przewodzącą z elementami metalowymi |
| US9966643B2 (en) | 2014-01-31 | 2018-05-08 | Energizer Brands, Llc | Battery cell having air electrode assembly bonded to can and method of manufacture |
| WO2016179499A1 (en) * | 2015-05-07 | 2016-11-10 | Landsdowne Laboratories, Inc. | Biocompatible hydrophobic batteries, systems and methods related thereto |
| GB2551191B (en) * | 2016-06-10 | 2020-01-15 | Imperial Innovations Ltd | Electrically conductive composite coating with azole corrosion inhibitor |
| CN105970275B (zh) * | 2016-06-30 | 2018-05-18 | 广东保迪环保电镀设备有限公司 | 一种挂具 |
| DE102018204699A1 (de) * | 2018-03-28 | 2019-10-02 | Robert Bosch Gmbh | Verfahren zum Fertigen eines Gehäuses einer Batteriezelle sowie entsprechendes Gehäuse und Batteriezelle |
| TW202118122A (zh) * | 2019-06-13 | 2021-05-01 | 美商芬伍德實驗室股份有限公司 | 在導電水性介質中失活的電池及其製造方法 |
| JP7412143B2 (ja) * | 2019-11-14 | 2024-01-12 | エナジーウィズ株式会社 | 亜鉛電池用負極 |
| US11652252B2 (en) * | 2020-05-06 | 2023-05-16 | Revolution Power Inc. | Zinc-air battery systems and methods |
| EP4205225A4 (en) | 2020-08-26 | 2025-07-30 | Fenwood Labs Inc | SAFELY INGESTIBLE BATTERIES THAT RAPIDLY DEACTIVATE IN BIOLOGICAL ENVIRONMENTS, AND PROCESSES FOR THEIR MANUFACTURE |
| KR20220161058A (ko) * | 2021-05-28 | 2022-12-06 | 주식회사 엘지에너지솔루션 | 안전성 향상을 위한 금속 부재가 캔 본체에 삽입되어 있는 이차전지 |
| CN116377537B (zh) * | 2023-03-29 | 2023-11-14 | 扬州市景杨表面工程有限公司 | 新能源汽车石墨碳片新型节能电镀工艺 |
| WO2024249476A2 (en) * | 2023-06-01 | 2024-12-05 | Wildcat Discovery Technologies, Inc. | Coin cell case |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL152607B (nl) | 1965-04-10 | 1977-03-15 | Yorkshire Chemicals Ltd | Werkwijze ter bereiding van een zuur bad voor het elektrolytisch vertinnen, alsmede werkwijze voor het elektrolytisch vertinnnen onder toepassing van een dergelijk bad. |
| JPS5344380B2 (ja) | 1974-04-16 | 1978-11-28 | ||
| JPH0757705A (ja) | 1993-08-19 | 1995-03-03 | Toshiba Battery Co Ltd | ボタン型アルカリ電池 |
| US6060196A (en) | 1995-10-06 | 2000-05-09 | Ceramtec, Inc. | Storage-stable zinc anode based electrochemical cell |
| JP3681799B2 (ja) * | 1995-10-31 | 2005-08-10 | 日立マクセル株式会社 | ボタン型アルカリ電池 |
| JP4318000B2 (ja) * | 1998-11-20 | 2009-08-19 | 東芝電池株式会社 | ボタン型電池 |
| US6322686B1 (en) | 2000-03-31 | 2001-11-27 | Shipley Company, L.L.C. | Tin electrolyte |
| JP2001307739A (ja) * | 2000-04-18 | 2001-11-02 | Sony Corp | アルカリ電池 |
| US6602629B1 (en) | 2000-05-24 | 2003-08-05 | Eveready Battery Company, Inc. | Zero mercury air cell |
| US6830847B2 (en) | 2001-04-10 | 2004-12-14 | The Gillette Company | Zinc/air cell |
| US6521103B2 (en) | 2001-06-05 | 2003-02-18 | Surface Finishing Technologies, Inc. | Plating clamp assembly |
| CN2514498Y (zh) * | 2001-10-19 | 2002-10-02 | 何永基 | 无水银碱性钮形电池 |
| CN1382833A (zh) * | 2002-02-17 | 2002-12-04 | 余泽玲 | 一种挂具旋转的电镀方法 |
| DE10213686A1 (de) | 2002-03-27 | 2003-10-09 | Varta Microbattery Gmbh | Galvanisches Element |
| US20060096867A1 (en) * | 2004-11-10 | 2006-05-11 | George Bokisa | Tin alloy electroplating system |
| JP4851708B2 (ja) * | 2004-12-15 | 2012-01-11 | セイコーインスツル株式会社 | アルカリ電池及びその製造方法 |
| US7632605B2 (en) | 2005-04-29 | 2009-12-15 | Eveready Battery Co., Inc. | Alkaline cell anode casing |
| CN101536211B (zh) * | 2006-11-01 | 2011-12-07 | 永备电池有限公司 | 具有减少的放气的碱性电化学电池 |
-
2007
- 2007-06-08 JP JP2009514415A patent/JP5300716B2/ja not_active Expired - Fee Related
- 2007-06-08 AT AT07809442T patent/ATE455373T1/de not_active IP Right Cessation
- 2007-06-08 US US11/811,092 patent/US8062386B2/en active Active
- 2007-06-08 KR KR1020097000273A patent/KR101266718B1/ko not_active Expired - Fee Related
- 2007-06-08 EP EP07809442A patent/EP2036144B1/en not_active Not-in-force
- 2007-06-08 DE DE602007004334T patent/DE602007004334D1/de active Active
- 2007-06-08 CN CN2007800295148A patent/CN101501883B/zh not_active Expired - Fee Related
- 2007-06-08 WO PCT/US2007/013628 patent/WO2007146192A2/en not_active Ceased
-
2008
- 2008-11-26 IL IL195534A patent/IL195534A0/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HK1129951A1 (en) | 2009-12-11 |
| CN101501883B (zh) | 2011-11-30 |
| US20070283558A1 (en) | 2007-12-13 |
| KR101266718B1 (ko) | 2013-05-28 |
| US8062386B2 (en) | 2011-11-22 |
| WO2007146192A3 (en) | 2008-02-14 |
| ATE455373T1 (de) | 2010-01-15 |
| EP2036144A2 (en) | 2009-03-18 |
| IL195534A0 (en) | 2009-09-22 |
| WO2007146192A2 (en) | 2007-12-21 |
| CN101501883A (zh) | 2009-08-05 |
| KR20090028616A (ko) | 2009-03-18 |
| DE602007004334D1 (de) | 2010-03-04 |
| EP2036144B1 (en) | 2010-01-13 |
| JP2009540508A (ja) | 2009-11-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5300716B2 (ja) | アルカリ電池のためのスズメッキアノードケーシング | |
| CN101536211B (zh) | 具有减少的放气的碱性电化学电池 | |
| US8318340B2 (en) | Alkaline electrochemical cell with reduced gassing | |
| AU2006242730B2 (en) | Alkaline cell anode casing | |
| US6830847B2 (en) | Zinc/air cell | |
| EP2215676B1 (en) | Tin and tin-zinc plated substrates to improve ni-zn cell performance | |
| HK1129951B (en) | Tin-plated anode casings for alkaline cells | |
| JP4968877B2 (ja) | 電池容器用めっき鋼板、その製造方法、その電池容器用めっき鋼板を用いた電池容器及びその電池容器を用いた電池 | |
| JP2012114097A (ja) | 電池容器用めっき鋼板、その製造方法、その電池容器用めっき鋼板を用いた電池容器及びその電池容器を用いた電池 | |
| HK1137262B (en) | Alkaline electrochemical cell with reduced gassing and reduced discolouration | |
| HK1116928B (en) | Alkaline cell anode casing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100608 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130618 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |