JP5287984B2 - 加工シミュレーション方法およびその装置並びにその方法をコンピュータに実行させるプログラム - Google Patents
加工シミュレーション方法およびその装置並びにその方法をコンピュータに実行させるプログラム Download PDFInfo
- Publication number
- JP5287984B2 JP5287984B2 JP2011514223A JP2011514223A JP5287984B2 JP 5287984 B2 JP5287984 B2 JP 5287984B2 JP 2011514223 A JP2011514223 A JP 2011514223A JP 2011514223 A JP2011514223 A JP 2011514223A JP 5287984 B2 JP5287984 B2 JP 5287984B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- shape model
- shape
- machining
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004088 simulation Methods 0.000 title claims abstract description 58
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000003754 machining Methods 0.000 title claims description 105
- 239000000463 material Substances 0.000 claims abstract description 129
- 238000001514 detection method Methods 0.000 claims description 51
- 238000003860 storage Methods 0.000 description 38
- 238000004364 calculation method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000002023 wood Substances 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4069—Simulating machining process on screen
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49157—Limitation, collision, interference, forbidden zones, avoid obstacles
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
Description
また、工具移動経路が加工を目的としない早送り時のものである場合に、前記生成した工具加工領域の形状モデルと素材形状モデルとの干渉検出を実施する装置についても知られている(特許文献1参照)。
以下この発明の実施例1を、図1〜図8を用いて説明する。
図1は、ディスプレイ上にNC加工プログラムによって移動する工具によりワークが加工される様子、工具とワークとの干渉状況などを表示する、この発明の実施例1に係る加工シミュレーション装置の構成を示すものである。なお、このシミュレーション装置は、数値制御装置に組み込まれる場合もあるし、パーソナルコンピュータ上に構築される場合もある。また、この加工シミュレーション装置を構成するソフトウエアは記憶媒体に記憶された状態で流通し、前記数値制御装置やパーソナルコンピュータにインストールされて使用される場合もある。
シミュレーション実行部2は、NCプログラム格納部9に格納されたNCプログラムを解析し、NCプログラムから得られた加工送り時の工具移動経路データを加工送り工具移動経路格納部10に格納し、NCプログラムから得られた早送り時の工具移動経路データを早送り工具移動経路格納部11へ格納し、工具形状モデル設定部3、加工素材モデル生成部4、工具干渉検出部5および加工素材・干渉情報表示部6の各部に処理の実行を指令する。
なお、前記厳密工具形状(または厳密な工具形状)とは、NC加工プログラムが、このNC加工プログラムで指令されたそのものの加工経路(理想的な加工経路)が得られるよう、理想的な工具で加工されることを前提に作成されるため、その前提となる理想的な工具の形状(図4(a)参照)のことを指す。また、ここで厳密工具形状(または厳密な工具形状)と言う用語を使用し、厳密工具形状モデル(または厳密な工具形状モデル)と言う用語を使用していないのは、厳密工具形状(または厳密な工具形状)のモデルを生成しておらず厳密工具形状(または厳密な工具形状)のデータのみで処理しているためである。
また、また素材加工用工具形状モデルとは、図4(b)に示すような、厳密な工具形状を包含するように生成する工具形状モデルを指し、また干渉検出用工具形状モデルとは、図4(c)に示すような、厳密な工具形状に包含されるように生成する工具形状モデルを指す。
なお、素材形状モデル設定部1、シミュレーション実行部2、工具形状モデル設定部3、加工素材モデル生成部4、工具干渉検出部5および加工素材・干渉情報表示部6は、主にソフトウエアで構成されている。
また、このシミュレーション装置のハードウエア構成は、CPU、メモリなどから構成される一般的な構成である。
ステップS1において、素材形状モデル設定部1が、素材形状定義情報格納部7に格納された素材形状の定義情報から加工前の素材形状モデルを生成し、生成した素材形状モデルを素材形状モデル格納部8へ格納する。
図3は直方体形状の素材形状モデルを生成した場合の一例であり、ここでは素材形状の定義情報が、形状のパターン(直方体)、位置(Px、Py、Pz)および寸法(Lx、Ly、Lz)からなっている。
ステップS2では、シミュレーション実行部2が、NCプログラムからNCプログラムを構成するブロック情報を読み出している。ブロック情報としては工具交換を指令(T指令)するもの、加工時の工具移動を指令(G01、G02、G03指令)するもの、早送り時の工具移動を指令(G00指令)するものなどがある。
ステップS4では、シミュレーション実行部2が、読み出したブロック情報が工具交換を指令するものであるかをチェックしており、ブロック情報が工具交換を指令するもの(T指令)である場合ステップS5に進み、そうでない場合はステップS7に進む。
ステップS5およびステップS6において、工具形状モデル設定部3が、工具交換のブロック情報で指定された工具番号を基に、この工具番号に対応する、厳密工具形状情報格納部13に格納された工具情報を読出し、工具交換のブロック情報で指定された工具番号に対する工具形状モデルとして、素材加工用の工具形状モデル(厳密な工具形状を包含するように生成する工具形状モデル)と干渉検出用の工具形状モデル(厳密な工具形状を包含するように生成する工具形状モデル)とを生成する。
即ち、厳密な工具形状にて素材の加工面と工具加工領域形状とが接する場合で、例えば図8に示すように、厳密な工具形状による加工面と厳密な工具形状からの工具加工領域形状とが接する場合で、素材加工用工具形状モデルによる加工面と干渉検出用工具形状モデルによる工具加工領域形状との間で少なくとも確保する距離をEs(>0)、所定のシミュレーションの精度をE(>Es)、素材加工用工具形状モデルと厳密な工具形状との間の誤差量をEm、干渉検出用工具形状モデルと厳密な工具形状との間の誤差量をEdとすると、これらの誤差の範囲を次のように設定する。
Es/2 ≦ Em ≦ E/2
Es/2 ≦ Ed ≦ E/2
なお、前記Esはユーザが設定するか若しくはシミュレーション装置内に予め設定されており、また前記Eはユーザが設定する。
図4は設定される工具形状モデルとして多面体近似の工具形状モデルを設定する場合の一例を示したものであり、図4(a)は生成する工具形状モデルの基となる厳密な工具形状であり、図4(b)は素材加工用の工具形状モデル(厳密な工具形状を包含するように生成する工具形状モデル)、図4(c)は干渉検出用の工具形状モデル(厳密な工具形状に包含されるように生成する工具形状モデル)の例を示している。
ステップS7では、シミュレーション実行部2が、読み出したブロック情報が加工送り時の工具移動指令であるかをチェックしており、そうである場合ステップS8に進み、そうでない場合ステップS9に進む。
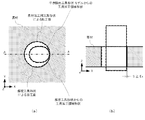
図5に図2ステップS8での処理例を示す。図5(a)は、処理前の素材形状モデル、素材加工用工具形状モデルおよび加工送り時の工具移動経路との関係を示しており、図5(b)は、工具形状モデルと工具移動経路とから工具加工領域形状モデルが生成された様子を示している。図5(c)は生成された工具加工領域形状モデルが集合演算により除去されることにより更新された素材形状モデルを示している。
ステップS8の後は、ステップS11に進む。
ステップS9では、シミュレーション実行部2が、読み出したブロック情報が早送り時の工具移動指令であるかをチェックしており、そうである場合ステップS10に進み、そうでない場合ステップS2に進む。
ステップS11の後、ステップS2に戻りNCプログラムの次のブロック情報の読出しを行う。
以上が本発明の加工シミュレーション装置における動作の流れである。
Claims (5)
- 素材形状モデルと、工具形状モデルおよび工具移動経路から定義される工具加工領域形状モデルとから、加工された素材形状モデルを生成する加工シミュレーション方法において、厳密な工具形状を包含する素材加工用の工具形状モデルと、厳密な工具形状に包含される干渉検出用の工具形状モデルとを生成する工程と、加工送り時の工具移動経路と前記素材加工用の工具形状モデルとに基づいて工具加工領域形状モデルを生成し、この工具加工領域形状モデルを前記素材形状モデルから除去することにより、前記加工された素材形状モデルを生成する工程と、早送り時の工具移動経路と前記干渉検出用の工具形状モデルとに基づいて工具加工領域形状モデルを生成し、この工具加工領域形状モデルと素材形状モデルとの干渉を検出する工程と、を有することを特徴とする加工シミュレーション方法
- 前記工具形状モデルとして、厳密な工具形状を包含する素材加工用の工具形状モデルと、厳密な工具形状に包含される干渉検出用の工具形状モデルとを生成する際に、所定のシミュレーション精度の設定値に基づいて、素材加工用および干渉検出用の工具形状モデルそれぞれに対する厳密な工具形状からの誤差範囲を設定し、前記設定した誤差範囲に基づいて、素材加工用および干渉検出用の工具形状モデルを生成することを特徴とする請求項1に記載の加工シミュレーション方法。
- コンピュータ上で実行することにより、請求項1または2に記載の方法をコンピュータに実行させるプログラム。
- 素材形状モデルと、工具形状モデルおよび工具移動経路から定義される工具加工領域形状モデルとから、加工された素材形状モデルを生成する加工シミュレーション装置において、厳密な工具形状を包含する素材加工用の工具形状モデルと、厳密な工具形状に包含される干渉検出用の工具形状モデルとを生成する工具形状モデル設定手段と、加工送り時の工具移動経路と前記素材加工用の工具形状モデルとに基づいて工具加工領域形状モデルを生成し、この工具加工領域形状モデルを前記素材形状モデルから除去することにより、加工された素材形状モデルを生成する加工素材モデル生成手段と、早送り時の工具移動経路と前記干渉検出用の工具形状モデルとに基づいて工具加工領域形状モデルを生成し、この工具加工領域形状モデルと素材形状モデルとの干渉を検出する工具干渉検出手段と、を有することを特徴とする加工シミュレーション装置。
- 前記工具形状モデル設定手段が、所定のシミュレーション精度の設定値に基づいて、素材加工用および干渉検出用の工具形状モデルそれぞれに対する厳密な工具形状からの誤差範囲を設定する手段と、前記設定された誤差範囲に基づいて、素材加工用および干渉検出用の工具形状モデルを生成する手段とを有することを特徴とする請求項4に記載の加工シミュレーション装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2009/002212 WO2010134128A1 (ja) | 2009-05-20 | 2009-05-20 | 加工シミュレーション方法およびその装置並びにその方法をコンピュータに実行させるプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2010134128A1 JPWO2010134128A1 (ja) | 2012-11-08 |
| JP5287984B2 true JP5287984B2 (ja) | 2013-09-11 |
Family
ID=43125829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011514223A Active JP5287984B2 (ja) | 2009-05-20 | 2009-05-20 | 加工シミュレーション方法およびその装置並びにその方法をコンピュータに実行させるプログラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120016507A1 (ja) |
| JP (1) | JP5287984B2 (ja) |
| CN (1) | CN102439525B (ja) |
| DE (1) | DE112009004788T5 (ja) |
| WO (1) | WO2010134128A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012218111A (ja) * | 2011-04-08 | 2012-11-12 | Fanuc Ltd | 工具ホルダおよび工具ホルダへの工具取付け長さを決定する機能を備えた数値制御装置 |
| US9280377B2 (en) * | 2013-03-29 | 2016-03-08 | Citrix Systems, Inc. | Application with multiple operation modes |
| US9873175B2 (en) * | 2012-04-17 | 2018-01-23 | Makino Milling Machine Co,. Ltd. | Interference determination method and interference determination device for machine tool |
| DE112013003388B4 (de) * | 2013-02-21 | 2016-02-25 | Mitsubishi Electric Corporation | Kollisionsprüfvorrichtung und Numeriksteuervorrichtung |
| JP6043234B2 (ja) * | 2013-04-15 | 2016-12-14 | オークマ株式会社 | 数値制御装置 |
| KR20160026482A (ko) * | 2014-09-01 | 2016-03-09 | 삼성전자주식회사 | 모바일 디바이스 및 모바일 디바이스에서 이미지를 투사하는 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58163001A (ja) * | 1982-03-23 | 1983-09-27 | Toyoda Mach Works Ltd | 干渉チエツク機能を備えた数値制御装置 |
| JPH04367908A (ja) * | 1991-06-14 | 1992-12-21 | Okuma Mach Works Ltd | 加工シミュレーション装置 |
| JPH10207523A (ja) * | 1997-01-17 | 1998-08-07 | Mitsubishi Electric Corp | 自動プログラミング装置および方法 |
| JP2000284819A (ja) * | 1999-01-27 | 2000-10-13 | Mitsubishi Electric Corp | 数値制御工作機械における干渉検出方法および数値制御装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0643926A (ja) * | 1992-07-25 | 1994-02-18 | Enshu Ltd | 加工プログラムの非干渉領域のチエック方法 |
| US7392109B2 (en) * | 2000-07-31 | 2008-06-24 | Kabushiki Kaisha Toyota Chuokenkyusho | System for integrally generating NC data |
| WO2004107068A1 (ja) * | 2003-05-30 | 2004-12-09 | Fujitsu Limited | 加工残し形状抽出装置、および抽出方法 |
| US20060058907A1 (en) * | 2004-09-14 | 2006-03-16 | Ugs Corp. | System, method, and computer program product for machine tool programming |
| JP3687677B1 (ja) * | 2004-10-26 | 2005-08-24 | 松下電工株式会社 | 光造形方法と光造形システム並びに光造形用プログラム |
| JP4904731B2 (ja) * | 2005-07-06 | 2012-03-28 | 株式会社ジェイテクト | 工作機械の干渉チェック装置 |
| JP2008027045A (ja) * | 2006-07-19 | 2008-02-07 | Fanuc Ltd | 干渉チェック機能を備える数値制御装置 |
-
2009
- 2009-05-20 CN CN200980159413.1A patent/CN102439525B/zh active Active
- 2009-05-20 US US13/259,004 patent/US20120016507A1/en not_active Abandoned
- 2009-05-20 JP JP2011514223A patent/JP5287984B2/ja active Active
- 2009-05-20 DE DE112009004788T patent/DE112009004788T5/de not_active Withdrawn
- 2009-05-20 WO PCT/JP2009/002212 patent/WO2010134128A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58163001A (ja) * | 1982-03-23 | 1983-09-27 | Toyoda Mach Works Ltd | 干渉チエツク機能を備えた数値制御装置 |
| JPH04367908A (ja) * | 1991-06-14 | 1992-12-21 | Okuma Mach Works Ltd | 加工シミュレーション装置 |
| JPH10207523A (ja) * | 1997-01-17 | 1998-08-07 | Mitsubishi Electric Corp | 自動プログラミング装置および方法 |
| JP2000284819A (ja) * | 1999-01-27 | 2000-10-13 | Mitsubishi Electric Corp | 数値制御工作機械における干渉検出方法および数値制御装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102439525A (zh) | 2012-05-02 |
| CN102439525B (zh) | 2014-03-05 |
| US20120016507A1 (en) | 2012-01-19 |
| JPWO2010134128A1 (ja) | 2012-11-08 |
| WO2010134128A1 (ja) | 2010-11-25 |
| DE112009004788T5 (de) | 2012-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5287984B2 (ja) | 加工シミュレーション方法およびその装置並びにその方法をコンピュータに実行させるプログラム | |
| JP5522926B2 (ja) | 工作機械の運転方法および装置 | |
| CN102163047B (zh) | 学习控制机器人 | |
| JP2009123209A6 (ja) | 工作機械の運転方法および装置 | |
| WO2014155723A1 (ja) | 数値制御装置 | |
| JP4884988B2 (ja) | プログラム作成装置およびプログラム作成方法 | |
| US20130076287A1 (en) | Numerical controller having display function for trajectory of tool | |
| JP5911912B2 (ja) | ワイヤ放電加工機用の加工経路描画装置 | |
| JP6706518B2 (ja) | 加工時間予測装置、切削加工システムおよび加工時間予測方法 | |
| US20130030781A1 (en) | Processing stimulation method, device for the same, and program for causing a computer to execute the method | |
| US9869989B2 (en) | Numerical controller | |
| JP2019152936A (ja) | 工作機械の加工シミュレーション装置 | |
| JP6396385B2 (ja) | 表示装置、検査方法及び検査プログラム | |
| JP2021071951A (ja) | シミュレーション装置、数値制御装置、及びシミュレーション方法 | |
| CN108693836B (zh) | 信息处理装置 | |
| JP6638979B2 (ja) | 加工工程管理機能付き数値制御装置および加工工程管理プログラム | |
| CN108693837B (zh) | 信息处理装置 | |
| JP2008071015A (ja) | 数値制御装置 | |
| JP4562591B2 (ja) | 工具軌跡描画方法及び装置 | |
| JP2006163665A (ja) | 数値制御加工機の数値制御情報確認装置および方法 | |
| US20170308053A1 (en) | Numerical control device | |
| JP6219866B2 (ja) | 表示機能付き数値制御装置および表示プログラム | |
| WO2023062756A1 (ja) | シミュレーション装置、及びコンピュータが読み取り可能な記録媒体 | |
| JP7414855B2 (ja) | 支援装置 | |
| CN117518880B (zh) | 一种数字孪生模式下的碰撞检测方法及装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5287984 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |