JP5268824B2 - アルミニウム合金材およびアルミニウム合金ブレージングシート - Google Patents
アルミニウム合金材およびアルミニウム合金ブレージングシート Download PDFInfo
- Publication number
- JP5268824B2 JP5268824B2 JP2009184052A JP2009184052A JP5268824B2 JP 5268824 B2 JP5268824 B2 JP 5268824B2 JP 2009184052 A JP2009184052 A JP 2009184052A JP 2009184052 A JP2009184052 A JP 2009184052A JP 5268824 B2 JP5268824 B2 JP 5268824B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- brazing
- mass
- core
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 181
- 238000005219 brazing Methods 0.000 title claims abstract description 120
- 239000000956 alloy Substances 0.000 title claims abstract description 88
- 239000000463 material Substances 0.000 claims abstract description 93
- 239000011162 core material Substances 0.000 claims abstract description 75
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 10
- 239000012535 impurity Substances 0.000 claims abstract description 8
- 229910052719 titanium Inorganic materials 0.000 claims description 13
- 229910052726 zirconium Inorganic materials 0.000 claims description 13
- 239000010405 anode material Substances 0.000 claims description 11
- 229910052720 vanadium Inorganic materials 0.000 claims description 11
- 229910052759 nickel Inorganic materials 0.000 claims description 8
- 229910052749 magnesium Inorganic materials 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 4
- 239000000945 filler Substances 0.000 abstract 1
- 230000032683 aging Effects 0.000 description 17
- 229910052793 cadmium Inorganic materials 0.000 description 12
- 229910000765 intermetallic Inorganic materials 0.000 description 12
- 238000001556 precipitation Methods 0.000 description 12
- 238000005728 strengthening Methods 0.000 description 12
- 229910052718 tin Inorganic materials 0.000 description 12
- 229910052804 chromium Inorganic materials 0.000 description 11
- 229910045601 alloy Inorganic materials 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 229910052738 indium Inorganic materials 0.000 description 7
- 238000000137 annealing Methods 0.000 description 5
- 238000005260 corrosion Methods 0.000 description 5
- 230000007797 corrosion Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 238000005097 cold rolling Methods 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- -1 for example Inorganic materials 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000009972 noncorrosive effect Effects 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910021364 Al-Si alloy Inorganic materials 0.000 description 1
- 229910018137 Al-Zn Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 229910018566 Al—Si—Mg Inorganic materials 0.000 description 1
- 229910018573 Al—Zn Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- 241000287462 Phalacrocorax carbo Species 0.000 description 1
- 229910006776 Si—Zn Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000009089 cytolysis Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images

Landscapes
- Laminated Bodies (AREA)
Description
にろう材を備え、かつ590℃で2分間のろう付加熱後に200℃で300時間保持した
後の200℃での引張強度が145MPa以上であるアルミニウム合金ブレージングシー
トの心材として使用される。そして、前記アルミニウム合金材は、Cu:2.5質量%を
超え3.5質量%以下、Si:0.05〜1.0質量%を含有し、残部がアルミニウムおよび不可避的不純物からなり、前記不可避的不純物として、Mn:0.30質量%以下(但し0.30質量%を除く)に規制されていることを特徴とする。
本発明に係るアルミニウム合金材は、アルミニウム合金ブレージングシートの心材として使用されるアルミニウム合金材であり、Cu:2.5質量%を超え3.5質量%以下、Si:0.05〜1.0質量%を含有し、残部がアルミニウムおよび不可避的不純物からなる。
以下、本発明に係るアルミニウム合金材の添加元素の含有量を数値限定した理由について説明する。
Cuは、アルミニウム合金中で固溶・析出強化してその強度を向上させ、また、高温経時でのアルミニウム合金材の強度低下を小さくする。さらに、Cuはアルミニウム合金の電位を貴とするため、アルミニウム合金ブレージングシートの心材とした場合、心材の電位をろう材の電位よりも貴とすることができるので、ろう材が心材(アルミニウム合金材)を犠牲防食し、アルミニウム合金ブレージングシートの耐食性を向上させる。
Siは、アルミニウム合金中で固溶・析出強化してその強度を向上させる。Siの含有量が0.05質量%未満では、十分な強度向上効果が得られない。一方、Siの含有量が1.0質量%を超えると、前記のCuと合わせてアルミニウム合金材の融点がさらに低下して、アルミニウム合金材がろう付時に溶融する虞がある。したがって、本発明に係るアルミニウム合金材のSiの含有量は0.05〜1.0質量%とする。
Feは、アルミニウム合金中で金属間化合物として晶出・析出して分散強化に寄与する。また、晶出・析出した金属間化合物は、再結晶の核となって再結晶を促進させるので、グレイン組織を微細にする効果を有し、アルミニウム合金材の成形加工性を向上させる。これらの効果を十分に得るために、Feの含有量は0.05質量%以上が好ましい。一方、Feの含有量が1.5質量%を超えると、金属間化合物の晶出・析出が増加してアルミニウム合金材の成形加工性を低下させる場合がある。したがって、本発明に係るアルミニウム合金材のFeの含有量は1.5質量%以下とする。
Mgは、前記のCu,Siと同様に、アルミニウム合金中で固溶・析出強化してその強度を向上させる。また、Siと金属間化合物を生成・析出して析出強化に寄与する。これらの効果を十分に得るために、Mgの含有量は0.05質量%以上が好ましい。一方、Mgの含有量が0.6質量%を超えると、非腐食性フラックスを用いた雰囲気下でのろう付において、ろう付性を阻害する場合がある。また、アルミニウム合金材のろう付前における伸びが低下して成形加工性が低下する場合がある。したがって、本発明に係るアルミニウム合金材のMgの含有量は0.6質量%以下とする。
Niは、アルミニウム合金中で金属間化合物として存在して分散強化に寄与する。この効果を十分に得るために、Niの含有量は0.05質量%以上が好ましい。一方、Niの含有量が1.5質量%を超えると、金属間化合物が増加するのでアルミニウム合金材の成形加工性を低下させる場合がある。したがって、本発明に係るアルミニウム合金材のNiの含有量は1.5質量%以下とする。
Cr,Ti,Zr,Vは、それぞれアルミニウム合金中で微細な金属間化合物を生成して、その強度を向上させる。この効果を十分に得るために、Cr,Ti,Zr,Vの各含有量は0.05質量%以上が好ましい。一方、これらの元素のそれぞれの含有量が0.3質量%を超えると、粗大な金属間化合物が生成するので、アルミニウム合金材の成形加工性を低下させる場合がある。したがって、本発明に係るアルミニウム合金材のCr,Ti,Zr,Vの各含有量は0.3質量%以下とする。
Sn,Cd,Inは、それぞれアルミニウム合金中で高温時におけるCuの析出を促進して強度向上に寄与する。この効果を十分に得るために、Sn,Cd,Inの各含有量は0.01質量%以上が好ましい。また、Sn,Cd,Inは、それぞれの含有量が0.1質量%を超えるとその効果は飽和して、それ以上添加されても変化しないので、結果としてコストアップとなる。したがって、本発明に係るアルミニウム合金材のSn,Cd,Inの各含有量は0.1質量%以下とする。
本発明に係るアルミニウム合金材は、不可避的不純物として、Mnを0.30質量%以下(但し0.30質量%を除く)、Fe,Mg,Ni,Cr,Ti,Zr,Vを各0.05質量%未満、Sn,Cd,Inを各0.01質量%未満含有していてもよい。これらの元素を前記それぞれの量で含有しても、本発明に係るアルミニウム合金材の性能を何ら妨げるものではない。
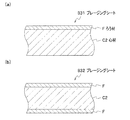
本発明に係るアルミニウム合金ブレージングシート(以下、適宜、ブレージングシートという)は、前記した本発明に係るアルミニウム合金材を心材とする。具体的には、図1(a)に示すように、本発明の第1実施形態に係るブレージングシートB31は、前記のアルミニウム合金材を心材C2として、その片面にアルミニウム合金からなるろう材Fを備えている。また、図1(b)に示すように、本発明の第1実施形態に係るブレージングシートB32は、心材C2の両面それぞれにアルミニウム合金からなるろう材F,Fを備えてもよい。
各実施形態に係るブレージングシートB31,B32,B4のろう材Fとしては、アルミニウム合金からなる公知のろう材を使用することができる。このようなアルミニウム合金としては、例えば、Al−Si系合金、Al−Si−Zn系合金、Al−Si−Mg(Bi)系合金等が挙げられる。
第2実施形態に係るブレージングシートB4の犠牲陽極材S(以下、適宜、犠牲材という)としては、アルミニウムまたはアルミニウム合金からなる公知の犠牲材を使用することができる。前記アルミニウム合金としては、例えば、Al−Zn系合金、Al−Zn−Mg系合金、そしてこれらにMn,Si等を含有した合金等が挙げられる。
本発明の実施形態に係るアルミニウム合金ブレージングシートの製造方法について、その一例を簡単に説明する。
まず、心材(アルミニウム合金材)用アルミニウム合金およびろう材用アルミニウム合金、さらに第2実施形態に係るアルミニウム合金ブレージングシートの場合は犠牲材用アルミニウム合金を、それぞれ連続鋳造により溶解、鋳造し、必要に応じて面削、均質化熱処理して、心材用鋳塊、ろう材用鋳塊、および犠牲材用鋳塊を得る。ろう材用鋳塊および犠牲材用鋳塊、さらに必要に応じて心材用鋳塊を、それぞれ所定の厚さに熱間圧延または切断して、ろう材用アルミニウム合金板および犠牲材用アルミニウム合金板、ならびに心材用アルミニウム合金板を得る。
以上の製造方法は、本発明の各実施形態に係るアルミニウム合金ブレージングシートまたはアルミニウム合金材を製造するための一例であり、必ずしもこの製造方法に限定されるものではない。
表1に示す添加元素を含有するアルミニウム合金組成の心材用アルミニウム合金(C101〜105,201,202,204〜230,232〜240)、ろう材用アルミニウム合金(F)、および犠牲材用アルミニウム合金(S)を、それぞれ連続鋳塊により、溶解、鋳造した後、均質化熱処理および熱間圧延を実施して、心材用アルミニウム合金板、ろう材用アルミニウム合金板、および犠牲材用アルミニウム合金板を得た。

各供試材からJIS Z2201に規定されている5号試験片を作製し、常温で引張試験機にて素材伸びを測定して、結果を表2および表3に示す。素材伸びが26%以上であるものを成形加工性が良好であると評価した。
各供試材から幅100mm×長さ200mmの短冊状の試験片を切り出して、市販の非腐食性フラックス(FL−7、森田化学工業株式会社)を5g/m2塗布して乾燥後、長手方向が垂直方向となるように釣り下げて、窒素雰囲気中に590℃で2分間保持してろう付加熱を行った。
(心材のCuの含有量による評価)
表2に示す供試材No.1〜6は、高温経時強度を向上させるCuを添加したアルミニウム合金材を心材に適用し、その含有量による効果を検証したものである。供試材No.1〜4は、心材のCuの含有量が本発明に係るアルミニウム合金材の範囲を満足する参考例であり、200℃で300時間保持後(高温経時後)の200℃での引張強度が145MPa以上と高温経時強度に優れて、また素材伸びは26%以上で成形加工性も良好であった。
表3に示す供試材No.7は、心材にCuおよびSiを本発明に係る範囲で添加した実施例であり、供試材No.19,25,31,34,36は、心材にさらにFe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inから選択される1種以上を本発明に係る範囲で添加した実施例である。これらの供試材はいずれも、高温経時後の200℃での引張強度が145MPa以上と高温経時強度に優れ、素材伸びが26%以上と成形加工性が良好であった。
供試材No.8,10〜18,20〜24,26〜30,32,33,35は、心材にCu、およびFe,Mg,Ni,Cr,Ti,Zr,V,Sn,Cd,Inから選択される1種以上を本発明に係る範囲で添加した参考例である。これらの供試材はいずれも、高温経時後の200℃での引張強度が145MPa以上と高温経時強度に優れ、素材伸びが26%以上と成形加工性が良好であった。
C2 心材(アルミニウム合金材)
F ろう材
S 犠牲陽極材
Claims (8)
- 心材の少なくとも片面にろう材を備えて590℃で2分間のろう付加熱後に200℃で300時間保持した後の200℃での引張強度が145MPa以上であるアルミニウム合金ブレージングシートの前記心材として使用されるアルミニウム合金材であって、
Cu:2.5質量%を超え3.5質量%以下、Si:0.05〜1.0質量%を含有し、残部がアルミニウムおよび不可避的不純物からなり、前記不可避的不純物として、Mn:0.30質量%以下(但し0.30質量%を除く)に規制されていることを特徴とするアルミニウム合金材。 - Fe:0.05〜1.5質量%をさらに含有することを特徴とする請求項1に記載のアルミニウム合金材。
- Mg:0.05〜0.6質量%をさらに含有することを特徴とする請求項1または請求項2に記載のアルミニウム合金材。
- Ni:0.05〜1.5質量%をさらに含有することを特徴とする請求項1ないし請求項3のいずれか一項に記載のアルミニウム合金材。
- Cr:0.05〜0.3質量%、Ti:0.05〜0.3質量%、Zr:0.05〜0.3質量%、V:0.05〜0.3質量%から選択される1種以上をさらに含有することを特徴とする請求項1ないし請求項4のいずれか一項に記載のアルミニウム合金材。
- Sn:0.01〜0.1質量%、Cd:0.01〜0.1質量%、In:0.01〜0.1質量%から選択される1種以上をさらに含有することを特徴とする請求項1ないし請求項5のいずれか一項に記載のアルミニウム合金材。
- 請求項1ないし請求項6のいずれか一項に記載のアルミニウム合金材を心材とし、その片面または両面にアルミニウム合金からなるろう材を備えることを特徴とするアルミニウム合金ブレージングシート。
- 請求項1ないし請求項6のいずれか一項に記載のアルミニウム合金材を心材とし、その一方の面にアルミニウム合金からなるろう材を備え、他方の面にアルミニウムまたはアルミニウム合金からなる犠牲陽極材を備えることを特徴とするアルミニウム合金ブレージングシート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009184052A JP5268824B2 (ja) | 2009-08-07 | 2009-08-07 | アルミニウム合金材およびアルミニウム合金ブレージングシート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009184052A JP5268824B2 (ja) | 2009-08-07 | 2009-08-07 | アルミニウム合金材およびアルミニウム合金ブレージングシート |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007072282A Division JP4374035B2 (ja) | 2007-03-20 | 2007-03-20 | アルミニウム合金材およびアルミニウム合金ブレージングシート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010013732A JP2010013732A (ja) | 2010-01-21 |
| JP5268824B2 true JP5268824B2 (ja) | 2013-08-21 |
Family
ID=41700090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009184052A Expired - Fee Related JP5268824B2 (ja) | 2009-08-07 | 2009-08-07 | アルミニウム合金材およびアルミニウム合金ブレージングシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5268824B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01272743A (ja) * | 1988-04-25 | 1989-10-31 | Kobe Steel Ltd | 耐熱性に優れた高力アルミニウム合金 |
| JPH0273942A (ja) * | 1988-09-09 | 1990-03-13 | Honda Motor Co Ltd | 熱交換器用耐食性アルミニウム合金 |
| JPH04263036A (ja) * | 1991-02-18 | 1992-09-18 | Furukawa Alum Co Ltd | 低温ろう付け用高強度アルミニウム合金クラッド材 |
| JPH11199957A (ja) * | 1998-01-06 | 1999-07-27 | Furukawa Electric Co Ltd:The | 熱交換器用アルミニウム合金複合材 |
| WO2005014274A1 (en) * | 2003-07-18 | 2005-02-17 | Corus Aluminium Walzprodukte Gmbh | High strength aluminium alloy brazing sheet |
-
2009
- 2009-08-07 JP JP2009184052A patent/JP5268824B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010013732A (ja) | 2010-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4374035B2 (ja) | アルミニウム合金材およびアルミニウム合金ブレージングシート | |
| EP3029169B1 (en) | Aluminum-alloy clad member and method for producing the same | |
| JP5622349B2 (ja) | アルミニウム合金材およびアルミニウム合金ブレージングシート | |
| JP4166613B2 (ja) | 熱交換器用アルミニウム合金フィン材および該フィン材を組付けてなる熱交換器 | |
| JP5339560B1 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| JP5326123B2 (ja) | アルミニウム合金ろう付けシートの製造方法およびアルミニウム合金ろう付けシート | |
| JP5913853B2 (ja) | アルミニウム合金ブレージングシートおよびその製造方法 | |
| MXPA06002005A (es) | Hoja de aleacion de aluminio de alta tenacidad para soldadura fuerte, montaje de soldadura fuerte y metodo para su produccion. | |
| EP3374123B1 (en) | Brazing sheet and production method | |
| US10315277B2 (en) | Aluminium alloy laminated plate | |
| JP2002047523A (ja) | アルミニウムブレージングシート | |
| JP2012067385A (ja) | ブレージングシート及びその製造方法 | |
| JP5578702B2 (ja) | 熱交換器用アルミニウム合金フィン材および熱交換器 | |
| WO2019026658A1 (ja) | 熱交換器用アルミニウム合金ブレージングシート | |
| JP5743642B2 (ja) | アルミニウム合金ブレージングシート | |
| JP6934368B2 (ja) | 熱交換器フィン用ブレージングシート及びその製造方法 | |
| JP5390908B2 (ja) | 高強度アルミニウム合金ブレージングシート | |
| JP5268824B2 (ja) | アルミニウム合金材およびアルミニウム合金ブレージングシート | |
| JP3984444B2 (ja) | 高強度アルミニウムブレージングシート及びそれを使用した熱交換器 | |
| JP5184112B2 (ja) | アルミニウム合金クラッド材 | |
| JP4352457B2 (ja) | 強度および耐ろう侵食性に優れたブレージングシートの製造方法 | |
| JP6018554B2 (ja) | アルミニウム合金材およびアルミニウム合金ブレージングシート | |
| JP5431046B2 (ja) | 高温耐久性に優れた熱交換器用アルミニウム合金製ろう付け構造体の製造方法 | |
| JP2017172025A (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP4996876B2 (ja) | 熱交換器用高耐食性アルミニウム合金複合材及びアルミニウム合金製熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130507 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5268824 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |