JP5179556B2 - タップホルダ - Google Patents
タップホルダ Download PDFInfo
- Publication number
- JP5179556B2 JP5179556B2 JP2010239285A JP2010239285A JP5179556B2 JP 5179556 B2 JP5179556 B2 JP 5179556B2 JP 2010239285 A JP2010239285 A JP 2010239285A JP 2010239285 A JP2010239285 A JP 2010239285A JP 5179556 B2 JP5179556 B2 JP 5179556B2
- Authority
- JP
- Japan
- Prior art keywords
- tap
- tap holder
- rear end
- shank member
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Gripping On Spindles (AREA)
Description
Claims (10)
- 略円筒形状であって軸線に沿って延びる中心孔を有し、工具ホルダにチャッキングされるためのシャンク部材と、
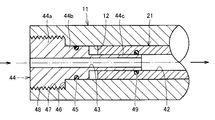
軸線方向後端領域が外径一定のストレート形状にされ、軸線方向先端部にタップを把持するための把持部を有し、前記後端領域が前記シャンク部材の中心孔に挿通されることにより前記シャンク部材に前進および後退可能に支持されるタップホルダ本体と、
前記シャンク部材と前記タップホルダ本体との間の第1の位置に設けられて基準位置よりも軸線方向後端側へ後退したタップホルダ本体を軸線方向先端側に付勢するコンプレッション用弾性部材と、
前記シャンク部材と前記タップホルダ本体との間の第2の位置に設けられて基準位置よりも軸線方向先端側へ前進したタップホルダ本体を軸線方向後端側に付勢するテンション用弾性部材とを備え、
前記シャンク部材の中心孔の内周面は、相対的に大きな内径の部分と、相対的に小さな内径の部分であって前記後端領域の外周面に緊密に接触して前記タップの芯を前記シャンク部材の軸線に一致させるガイド部とを含む、タップホルダ。 - 工具ホルダにチャッキングされるためのシャンク部材と、
前記シャンク部材に前進および後退可能に支持され、タップを軸線方向先端側で把持するための把持部を有するタップホルダ本体と、
前記シャンク部材と前記タップホルダ本体との間の第1の位置に設けられて基準位置よりも軸線方向後端側へ後退したタップホルダ本体を軸線方向先端側に付勢するコンプレッション用弾性部材と、
前記シャンク部材と前記タップホルダ本体との間の第2の位置に設けられて基準位置よりも軸線方向先端側へ前進したタップホルダ本体を軸線方向後端側に付勢するテンション用弾性部材とを備え、
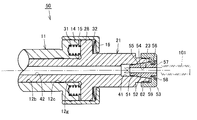
前記シャンク部材は、略円筒形状であって、軸線に沿って後端から先端側に向かって延びる中心孔と、軸線に沿って先端から後端に向かって延び前記中心孔と接続するタップ挿入孔とが形成され、前記中心孔に前記タップホルダ本体の先端領域を受け入れて前記タップホルダ本体を軸線方向に案内し、
前記タップホルダ本体は、前記中心孔の内周面と摺接する前記先端領域の先端部外周面に、前記タップの芯を前記シャンク部材の軸線に一致させるガイド部を有する、タップホルダ。 - 前記ガイド部は、前記後端領域の外周面と摺接する前記中心孔の先端部内周面である、
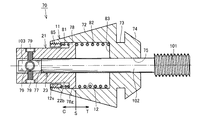
請求項1に記載のタップホルダ。 - 前記タップホルダ本体は、前記後端領域よりも先端側にあって外径側へ張り出した外向きフランジ部をさらに有し、
前記シャンク部材は、該シャンク部材の外周に固定されて前記外向きフランジ部を越えて先端側へ延びる略円筒形状部と、前記円筒形状部の先端部から内径側に張り出した内向きフランジ部を含み、該内向きフランジ部が前記外向きフランジ部の先端面と対向して前記タップホルダ本体の前進距離を所定範囲に規制するストッパ部材をさらに有し、
前記テンション用弾性部材は、前記ストッパ部材の内向きフランジ部と、前記タップホルダ本体の外向きフランジ部との間に設けられる、請求項3に記載のタップホルダ。 - 前記コンプレッション用弾性部材は、前記タップホルダ本体の外向きフランジ部と前記シャンク部材の先端部との間に設けられる、請求項4に記載のタップホルダ。
- 前記タップホルダ本体の把持部は、タップを把持する際にタップの芯をタップホルダ本体の中心線に一致させる機構を有する、請求項3〜5のいずれかに記載のタップホルダ。
- 前記タップホルダ本体は、前記シャンク部材側から前記把持部へクーラントまたはエアを供給する本体通路をさらに有する、請求項3〜6のいずれかに記載のタップホルダ。
- 前記シャンク部材は、前記タップホルダ本体の本体通路を工具ホルダに接続するためのアダプタと、前記アダプタと前記シャンク部材との隙間を封止する第1シール部材とを有し、
前記アダプタは、前記タップホルダ本体の本体通路と連通して工具ホルダ側まで延びるアダプタ通路が形成され、アダプタと前記タップホルダ本体との隙間を封止する第2シール部材を有する、請求項7に記載のタップホルダ。 - 前記シャンク部材はその外径が一定のストレート形状のシャンクである、請求項1〜8のいずれかに記載のタップホルダ。
- 前記シャンク部材はその外径が後端に向かうに連れて細くなるテーパ形状のシャンクである、請求項1〜8のいずれかに記載のタップホルダ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010239285A JP5179556B2 (ja) | 2010-10-26 | 2010-10-26 | タップホルダ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010239285A JP5179556B2 (ja) | 2010-10-26 | 2010-10-26 | タップホルダ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012091251A JP2012091251A (ja) | 2012-05-17 |
| JP5179556B2 true JP5179556B2 (ja) | 2013-04-10 |
Family
ID=46385199
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010239285A Active JP5179556B2 (ja) | 2010-10-26 | 2010-10-26 | タップホルダ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5179556B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6869536B2 (ja) | 2017-05-17 | 2021-05-12 | エヌティーツール株式会社 | 工具ホルダ |
| EP3628424A1 (en) | 2018-09-17 | 2020-04-01 | Korea Institute of Machinery & Materials | Cutting head operated by centrifugal force and cutting apparatus including the same |
| KR102068526B1 (ko) * | 2019-03-25 | 2020-01-21 | 한국기계연구원 | 정적 및 동적으로 안정된 절삭유닛 |
| JP6573300B1 (ja) * | 2019-03-29 | 2019-09-11 | カトウ工機株式会社 | 加工工具 |
| JP7261285B1 (ja) | 2021-12-08 | 2023-04-19 | 株式会社日研工作所 | タップホルダ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4947264Y1 (ja) * | 1968-05-01 | 1974-12-25 | ||
| JPS4719890U (ja) * | 1971-02-08 | 1972-11-06 | ||
| JPH0546812Y2 (ja) * | 1986-05-30 | 1993-12-08 | ||
| EP2113329A4 (en) * | 2007-02-23 | 2011-01-19 | Daishowa Seiki | TAPS HOLDER |
-
2010
- 2010-10-26 JP JP2010239285A patent/JP5179556B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012091251A (ja) | 2012-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5179556B2 (ja) | タップホルダ | |
| KR101828334B1 (ko) | 홀더 장치 | |
| JP5420528B2 (ja) | 回転切削工具の刃の位置を調整する装置 | |
| TWI574773B (zh) | 筒夾夾頭、夾頭裝置及加工製品之製造方法 | |
| US8550755B2 (en) | Tap driver for rigid/synchronous tapping | |
| CN106964813B (zh) | 一种精密小孔加工机构及手动加工精密小孔的方法 | |
| WO2010090261A1 (ja) | 工作機械の主軸装置 | |
| KR20160053924A (ko) | 절삭 공구 | |
| JPWO2008105043A1 (ja) | タップホルダ | |
| CN110678287A (zh) | 刀柄 | |
| US5284348A (en) | Apparatus for cutting ocular lens materials | |
| US2470218A (en) | Toolholder | |
| JP2017159372A (ja) | ワークの支持装置 | |
| JP6851092B2 (ja) | 工具ホルダの工具締付方法及び工具ホルダ | |
| JP6762042B2 (ja) | 工具用チャック並びに工具保持方法及び工具取り外し方法 | |
| JP4280253B2 (ja) | ワーク回転装置 | |
| JP2018103295A (ja) | 工作機械の心押軸用アタッチメント | |
| CN212704824U (zh) | 手动攻螺纹孔工装 | |
| US20050280216A1 (en) | Machine tool arbor fitted for tool-less chucking | |
| JP5079274B2 (ja) | タップホルダ | |
| JP7261285B1 (ja) | タップホルダ | |
| TWM616042U (zh) | 伸縮浮動攻牙刀桿 | |
| JP4331486B2 (ja) | ワーク支持装置 | |
| JP5946570B1 (ja) | 工具ホルダ | |
| JP2007168003A (ja) | 工具ホルダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121016 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121210 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20121210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130109 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5179556 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |