JP5172191B2 - レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 - Google Patents
レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 Download PDFInfo
- Publication number
- JP5172191B2 JP5172191B2 JP2007087616A JP2007087616A JP5172191B2 JP 5172191 B2 JP5172191 B2 JP 5172191B2 JP 2007087616 A JP2007087616 A JP 2007087616A JP 2007087616 A JP2007087616 A JP 2007087616A JP 5172191 B2 JP5172191 B2 JP 5172191B2
- Authority
- JP
- Japan
- Prior art keywords
- laser beam
- laser
- processed
- shock hardening
- laser shock
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Description
ここで、液体の音響インピーダンスは、(液体の密度)×(液体中の音速)であるため、前記した液体であれば、プラズマの圧力は水の場合と大きくは変わらない。したがって、被処理部材の表面でレーザビームのピーク出力密度が1〜100TW/m2となるようにレーザビームの大きさおよびパルスエネルギーを制御すれば、プラズマの圧力は概ね450MPa〜45GPaとなる。
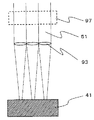
図1は、本発明の第1の実施形態によるレーザ衝撃硬化処理方法を示す説明図である。
次に、図5を参照して、本発明の第2の実施形態によるレーザ衝撃硬化処理方法を説明する。ここで、第1の実施形態と共通する部分の重複説明は省略する。この実施形態では、図1に示す第1の実施形態における円柱状凸レンズ93の組を2組直列に並べて用いる。2組の円柱状凸レンズ93は、円柱軸が互いに直交する配置とする。
以上説明した各実施形態は単なる例示であって、本発明はこれらの実施形態の具体的構成に限定されるものではない。
11・・・レーザ発振器
12・・・出力調整装置
13・・・シャッター
17・・・照射ヘッド
20・・・液体供給装置
21・・・容器
22・・・液体
30・・・駆動装置
41・・・被処理部材
42・・・保持台
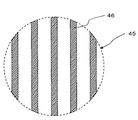
45・・・照射スポット
46・・・小領域
51・・・レーザビーム
52・・・プラズマ
91・・・ビーム拡大器
92・・・固定ミラー
93・・・円柱状凸レンズ
94・・・移動ミラー
97・・・ホモジナイザ
99・・・マイクロレンズアレイ
Claims (12)
- 液体に接した被処理部材の表面に液体を通してパルス状のレーザビームを照射し、被処理部材の表面処理を行なうレーザ衝撃硬化処理方法において、
前記被処理部材の表面に1パルスで形成されるレーザビームの照射スポットが、複数の小領域で構成されていることを特徴とするレーザ衝撃硬化処理方法。 - 前記複数の小領域が同一形状であって等間隔で配列されて前記照射スポットが構成されることを特徴とする請求項1に記載のレーザ衝撃硬化処理方法。
- 前記複数の小領域それぞれが細長い形状を持ち、これらの小領域がその長手方向に垂直な方向に配列されて前記照射スポットが構成されることを特徴とする請求項1または請求項2に記載のレーザ衝撃硬化処理方法。
- 同一形状の小領域を2次元的に配置することによって前記照射スポットが構成されることを特徴とする請求項1または請求項2に記載のレーザ衝撃硬化処理方法。
- 前記小領域の形状が円形状、正方形状、六角形状、楕円状または長方形状の何れかであることを特徴とする請求項4に記載のレーザ衝撃硬化処理方法。
- 前記照射スポットに占める前記小領域の合計面積の割合が30%ないし70%であることを特徴とする請求項1ないし請求項5のいずれか一項に記載のレーザ衝撃硬化処理方法。
- レーザビームを出射するレーザ発振器と、
被処理部材の表面におけるレーザビームの照射スポットが複数の小領域で構成されるように前記レーザ発振器から出射されたレーザビームの照射スポット形状を整形する光学装置と、
被処理部材の表面に沿ってレーザビームを相対的に移動させ被処理部材の所望の部位にレーザビームを位置決めするための駆動装置と、
被処理部材の少なくともレーザビームによって照射される表面に液体を供給するための液体供給手段と、
を有すること、を特徴とするレーザ衝撃硬化処理装置。 - 前記液体供給手段は、被処理部材の少なくともレーザビームが照射される表面が液体に浸漬されるように液体を保持する容器を含むこと、を特徴とする請求項7に記載のレーザ衝撃硬化処理装置。
- 前記光学装置は、レーザビームを横切る所定の方向に軸を配置して、レーザビームを横切って配列された複数の円柱状凸レンズまたは円柱状凹面鏡を備え、該円柱状凸レンズまたは円柱状凹面鏡それぞれから出射されるレーザビームが互いに平行な複数の細長い形状に整形されて被処理部材の表面に照射されるものであること、を特徴とする請求項7または請求項8に記載のレーザ衝撃硬化処理装置。
- 前記光学装置は、レーザビーム内の強度分布を均一化するためのホモジナイザをさらに有することを特徴とする請求項9に記載のレーザ衝撃硬化処理装置。
- 前記光学装置は、
レーザビームを横切る第1の方向に軸を配置して、レーザビームを横切って配列された複数の第1の円柱状凸レンズまたは円柱状凹面鏡と、
レーザビームを横切り前記第1の方向に垂直な第2の方向に軸を配置して、レーザビームを横切って配列された複数の第2の円柱状凸レンズまたは円柱状凹面鏡と、
を備え、
前記第1および第2の円柱状凸レンズまたは円柱状凹面鏡それぞれから出射されるレーザビームが、2次元的に配列された複数の小領域に分割されるように整形されて被処理部材の表面に照射されるように構成されていること、を特徴とする請求項7または請求項8に記載のレーザ衝撃硬化処理装置。 - 前記光学装置は、レーザビームを横切る同一の平面内に配置されたマイクロレンズアレイを備え、該マイクロレンズアレイから出射されるレーザビームが2次元的に配列された複数の小領域に分割されるように整形されて被処理部材の表面に照射されるように構成されていること、を特徴とする請求項7または請求項8に記載のレーザ衝撃硬化処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007087616A JP5172191B2 (ja) | 2007-03-29 | 2007-03-29 | レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007087616A JP5172191B2 (ja) | 2007-03-29 | 2007-03-29 | レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008248270A JP2008248270A (ja) | 2008-10-16 |
| JP5172191B2 true JP5172191B2 (ja) | 2013-03-27 |
Family
ID=39973571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007087616A Active JP5172191B2 (ja) | 2007-03-29 | 2007-03-29 | レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5172191B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103898313A (zh) * | 2014-04-10 | 2014-07-02 | 西安航空动力股份有限公司 | 一种涡轮盘榫槽结构的激光冲击强化方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5654219B2 (ja) * | 2009-07-14 | 2015-01-14 | 富士重工業株式会社 | 摩擦攪拌接合用回転ツール |
| CN113122702B (zh) * | 2021-03-25 | 2022-03-01 | 山东大学 | 一种基于变液体约束层物性的双物理效应脉冲激光冲击方法 |
| CN113832336B (zh) * | 2021-10-22 | 2022-10-28 | 北京理工大学 | 筒类构件的残余应力消减方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62179882A (ja) * | 1986-02-05 | 1987-08-07 | Aisan Ind Co Ltd | レ−ザ−ビ−ムによる加熱方法 |
| JPH03188212A (ja) * | 1989-12-15 | 1991-08-16 | Nippon Steel Corp | レーザ熱処理方法 |
| JP3373638B2 (ja) * | 1994-03-09 | 2003-02-04 | 株式会社東芝 | レーザーピーニング方法 |
| JP2003344802A (ja) * | 2002-05-23 | 2003-12-03 | Toshiba Corp | レーザ照射装置 |
| JP4087349B2 (ja) * | 2004-03-26 | 2008-05-21 | 株式会社東芝 | パルスレーザ表面処理方法 |
| JP4868729B2 (ja) * | 2004-11-12 | 2012-02-01 | 株式会社東芝 | レーザ衝撃硬化処理方法および装置 |
-
2007
- 2007-03-29 JP JP2007087616A patent/JP5172191B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103898313A (zh) * | 2014-04-10 | 2014-07-02 | 西安航空动力股份有限公司 | 一种涡轮盘榫槽结构的激光冲击强化方法 |
| CN103898313B (zh) * | 2014-04-10 | 2016-01-13 | 西安航空动力股份有限公司 | 一种涡轮盘榫槽结构的激光冲击强化方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008248270A (ja) | 2008-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210053160A1 (en) | Method and System for Ultrafast Laser-based Material Removal, Figuring and Polishing | |
| US8872058B2 (en) | Laser shock hardening apparatus | |
| CN108235694B (zh) | 其中激光具有特定功率密度和/或特定脉冲持续时间的用于使表面激光变黑的方法和装置 | |
| JP6239461B2 (ja) | 超高速のレーザーパルスのバーストによるフィラメンテーションを用いた透明材料の非アブレーション光音響圧縮加工の方法および装置 | |
| KR100650118B1 (ko) | 레이저 피닝에 의한 금속의 외형 형성 | |
| JP4977234B2 (ja) | レーザ衝撃硬化処理方法および装置 | |
| Zhang et al. | Progress in applications of shockwave induced by short pulsed laser on surface processing | |
| JP4690895B2 (ja) | 金属物体のレーザピーニング処理方法およびレーザピーニング処理方法で製造した金属物体 | |
| JP2006322446A (ja) | コモンレールおよびその製造方法 | |
| Shen et al. | An experimental investigation of underwater pulsed laser forming | |
| Mak et al. | Liquid-immersion laser micromachining of GaN grown on sapphire | |
| JP5172191B2 (ja) | レーザ衝撃硬化処理方法およびレーザ衝撃硬化処理装置 | |
| KR20070103356A (ko) | 열처리 조립체 및 그 방법 | |
| JP2008178888A (ja) | 金属物体のレーザピーニング処理方法 | |
| Tsuyama et al. | Effects of laser peening parameters on plastic deformation in stainless steel | |
| JP4868729B2 (ja) | レーザ衝撃硬化処理方法および装置 | |
| Caslaru et al. | Fabrication and characterization of micro dent array produced by laser shock peening on aluminum surfaces | |
| KR101335688B1 (ko) | 미세 요철부를 형성하기 위한 레이저 가공 방법 | |
| JP5360253B2 (ja) | レーザピーニング処理方法 | |
| Zahrani et al. | Ablation characteristics of picosecond laser single point drilling of Si3N4 under dry and water medium | |
| JP4658832B2 (ja) | 金属物体のレーザピーニング処理方法と金属物体 | |
| KR102504654B1 (ko) | 마그네슘 소재의 처리 방법 및 마그네슘 소재의 처리 장치 | |
| CA2857840C (en) | Method and apparatus for non-ablative, photoaccoustic compression machining in transparent materials using filamentation by burst ultrafast laser pulses | |
| JP2023153467A (ja) | 表面改質方法および改質部材 | |
| Shin et al. | Glass scribing by a UV picosecond laser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110318 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120424 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121226 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5172191 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160111 Year of fee payment: 3 |