JP5155594B2 - 一連の編集製品をプラスチックフィルムにより包装する自動機械及び方法 - Google Patents
一連の編集製品をプラスチックフィルムにより包装する自動機械及び方法 Download PDFInfo
- Publication number
- JP5155594B2 JP5155594B2 JP2007124771A JP2007124771A JP5155594B2 JP 5155594 B2 JP5155594 B2 JP 5155594B2 JP 2007124771 A JP2007124771 A JP 2007124771A JP 2007124771 A JP2007124771 A JP 2007124771A JP 5155594 B2 JP5155594 B2 JP 5155594B2
- Authority
- JP
- Japan
- Prior art keywords
- product
- automatic machine
- plastic film
- products
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Basic Packing Technique (AREA)
- Packaging Of Special Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Packages (AREA)
Description
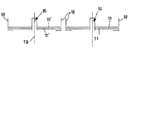
11 第1の製品(編集製品)
11’ 第2の製品(編集製品)
12 プラスチックフィルム
13 縦方向供給装置
14 第1のプッシャーコンベヤ
15 横方向供給装置
16 第2のプッシャーコンベヤ
17 横方向供給装置
18 横ガイド
19 中央軸線
20 包装ステーション
21 コンフォーマ
22 ラベルはり機
23 縦方向閉じ装置
24 縦方向溶着機
25 横方向溶着ステーション
26 溶着棒
27 オーバターニング装置
100 包装品
101 袋
102 包み込み区域
103 ラベル
104 中間縦方向溶着部(中間閉じ線)
105 折り曲げ部
106 過剰フィルム
107 横方向溶着部
Claims (11)
- 一連の編集製品をプラスチックフィルムにより包装する自動機械であって、編集製品(11,11’)の供給装置と、プラスチックフィルム(12)を前記編集製品(11,11’)のまわりに巻きつける機械式のコンフォーマ(21)及びこの巻きつけたプラスチックフィルム(12)を閉じる装置を備えている包装ステーション(20)とを包含し、前記巻きつけたプラスチックフィルム(12)を閉じる前記装置が包装品(100)を形成するための少なくともひとつの縦方向閉じ装置(23)と横方向溶着ステーション(25)とを包含し、前記包装品(100)が少なくともひとつの第1の製品(11)及び少なくともひとつの第2の製品(11’)のそれぞれのための2つの閉じた別々の袋(101)を包含し、これらの袋(101)が折りたたみ可能である自動機械において、前記供給装置が、前記第1の製品(11)及び前記第2の製品(11’)をそれぞれ前記包装ステーション(20)へ供給する2つの平行な第1及び第2のプッシャーコンベヤ(14,16)と、前記第1の製品(11)を前記第1のプッシャーコンベヤ(14)に供給する縦方向供給装置(13)と、前記第1のプッシャーコンベヤ(14)の第1の区域に並んで配置されて、前記第1の製品(11)に関しての積み重ね位置に他の第1の製品(11)を供給する、少なくともひとつの横方向供給装置(15)とを包含し、前記第2のプッシャーコンベヤ(16)が前記第1のプッシャーコンベヤ(14)の第1の区域に続く次の区域に並んで配置され、前記供給装置が、更に、前記第2のプッシャーコンベヤ(16)のわきに配置されて、前記第2の製品(11’)を前記第2のプッシャーコンベヤ(16)に供給する、少なくともひとつの他の横方向供給装置(17)を包含していることを特徴とする自動機械。
- 請求項1記載の自動機械において、前記第1及び第2のプッシャーコンベヤ(14,16)の各々が横ガイド(18)を包含し、これらの横ガイド(18)が前記第1及び第2の製品(11,11’)の大きさに基づいて調節することができることを特徴とする自動機械。
- 請求項2記載の自動機械において、前記第2のプッシャーコンベヤ(16)が横に移動可能であり、これにより前記第1のプッシャーコンベヤ(14)に関してのその中間軸線(19)の位置を変えることができることを特徴とする自動機械。
- 請求項1記載の自動機械において、前記縦方向閉じ装置(23)がグルーディスペンサーであることを特徴とする自動機械。
- 請求項1記載の自動機械において、前記縦方向閉じ装置(23)が前記2つの袋(101)間の縦方向溶着を選択的に行うのに適当である溶着機であることを特徴とする自動機械。
- 請求項1記載の自動機械において、更に、前記プラスチックフィルム(12)の過剰部分(106)のサイドトリミングと前記包装品(100)の閉じとを一緒になす溶着を行うために横に配置した縦方向溶着機(24)を包含することを特徴とする自動機械。
- 請求項1記載の自動機械において、更に、前記2つの袋(101)を重ねるためのベルト付きオーバターニング装置(27)を包含することを特徴とする自動機械。
- 請求項1記載の自動機械において、前記包装ステーション(20)が、ラベル(103)を予め設定した位置に貼り付けるために前記プラスチックフィルム(12)の走行部分に沿って配置した、少なくともひとつのラベルはり機(22)を包含することを特徴とする自動機械。
- 請求項8記載の自動機械において、前記少なくともひとつのラベルはり機(22)が、前記ラベル(103)と一致して前記プラスチックフィルム(12)に穴を開ける穴あけ装置と関連させられていることを特徴とする自動機械。
- 一連の編集製品(11,11’)をプラスチックフィルム(12)により包装する方法であって、少なくともひとつの第1の主たる製品(11)と少なくともひとつの第2の製品(11’)とを別々にかつ並ばして包装ステーション(20)へ供給する段階と、平行な前記第1及び第2の製品(11,11’)にプラスチックフィルム(12)を巻きつける段階と、包装品(100)を閉じて前記第1及び第2の製品(11,11’)の2つの別々の包み込み袋(101)を形成するように、平行な前記第1及び第2の製品(11,11’)間の中間位置において少なくともひとつの縦方向溶着(104)を行うと共に少なくともひとつの横方向溶着(107)を行う段階とを包含する方法において、前記第1の主たる製品(11)が縦方向に供給され、その後前記第2の製品(11’)が前記第1の主たる製品(11)のわきに横方向に供給され、更に、他の第1の主たる製品(11)を横方向に供給して前記第1の主たる製品(11)の上に位置させる段階と、他の第2の製品(11’)を横方向に供給して前記第2の製品(11’)の上に位置させる段階とを包含することを特徴とする方法。
- 請求項10記載の方法において、更に、前記製品(11,11’)とこれらの製品に続く他の製品(11,11’)との間の予め設定した中間位置でラベル(103)を前記プラスチックフィルム(12)に横方向にはりつける段階と、前記ラベル(103)のための2つの包み込み区域(102)を形成するように横方向溶着(107)を行う段階とを包含することを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000909A ITMI20060909A1 (it) | 2006-05-09 | 2006-05-09 | Macchina automatica e metodo per il confezionamento di una pluralita' di prodotti editoriali in film plastico nonche' relativa confezione |
| ITMI2006A000909 | 2006-05-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007302345A JP2007302345A (ja) | 2007-11-22 |
| JP2007302345A5 JP2007302345A5 (ja) | 2010-06-24 |
| JP5155594B2 true JP5155594B2 (ja) | 2013-03-06 |
Family
ID=38283691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007124771A Expired - Fee Related JP5155594B2 (ja) | 2006-05-09 | 2007-05-09 | 一連の編集製品をプラスチックフィルムにより包装する自動機械及び方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20070261371A1 (ja) |
| EP (1) | EP1857368B1 (ja) |
| JP (1) | JP5155594B2 (ja) |
| AT (1) | ATE464230T1 (ja) |
| BR (1) | BRPI0701643A (ja) |
| CA (1) | CA2586962A1 (ja) |
| DE (1) | DE602007005861D1 (ja) |
| DK (1) | DK1857368T3 (ja) |
| ES (1) | ES2344526T3 (ja) |
| IT (1) | ITMI20060909A1 (ja) |
| PL (1) | PL1857368T3 (ja) |
| PT (1) | PT1857368E (ja) |
| SI (1) | SI1857368T1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20052011A1 (it) * | 2005-10-21 | 2007-04-22 | Sitma Spa | Metodo per il confezionamento di prodotti editoriali in film plastico e relativa confezione |
| CN101817408B (zh) * | 2010-04-09 | 2011-11-09 | 叶春林 | 一种塑料薄膜的热合封装方法及热合封装组件 |
| US9950818B2 (en) * | 2015-07-13 | 2018-04-24 | Eminence Machinery Co., Ltd. | Automatic bagging machine |
| JP6920742B2 (ja) * | 2018-07-09 | 2021-08-18 | 大森機械工業株式会社 | 包装機及び包装体 |
| CN111204484A (zh) * | 2020-03-05 | 2020-05-29 | 芜湖裕东自动化科技有限公司 | 一种包装袋左右搓平机构 |
| CN112319962A (zh) * | 2020-11-18 | 2021-02-05 | 温州龙豪机械有限公司 | 一种全自动塑料袋折叠捆扎机 |
| CN114537803B (zh) * | 2022-03-17 | 2024-05-28 | 上海言筑机械设备有限公司 | 一种空箱自动化装载隔板和货物的一体化设备 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2565444A (en) * | 1949-07-09 | 1951-08-21 | Harry F Waters | Machine for forming, packing, and sealing containers |
| US3377773A (en) * | 1965-03-26 | 1968-04-16 | Allied Chem | Thermoplastic film packaging apparatus |
| US3552088A (en) * | 1968-07-18 | 1971-01-05 | Nishimura Seisakusho Co | Method of and apparatus for packing articles |
| US3581457A (en) * | 1969-04-30 | 1971-06-01 | Fmc Corp | Wrapping method and apparatus |
| CH527090A (de) * | 1970-06-03 | 1972-08-31 | Sig Schweiz Industrieges | Verfahren zum Verpacken von gleichartigen Gegenständen und Maschine zur Durchführung des Verfahrens |
| IT1028784B (it) * | 1975-03-20 | 1979-02-10 | Attucci F | Attrezzatura combinata ad una macchina produttrice di sacchetti di plastica o simili per la piegatura automatica di pacchi di sacchetti e per il loro confezionamento |
| US4035984A (en) * | 1976-04-05 | 1977-07-19 | Fmc Corporation | Wrapping method and apparatus |
| JPS5856213Y2 (ja) * | 1979-01-19 | 1983-12-24 | 株式会社山形グラビヤ | ポケツト付袋体 |
| US4244158A (en) * | 1979-03-13 | 1981-01-13 | R. Nelham & Associates Incorporated | Package forming method and apparatus |
| IT1112723B (it) * | 1979-04-24 | 1986-01-20 | Sitma Soc Italiana Macchine Au | Macchina automatica per la suddivisione di articoli di corrispondenza in particolare riviste,in pacchi a diversa destinazione |
| GB2088811B (en) | 1980-11-28 | 1984-09-19 | Auto Wrappers Norwich Ltd | Producing a succession of individual eg multi-tube packs |
| IT219167Z2 (it) * | 1989-11-02 | 1992-12-11 | Sitma | Apparecchiatura per l'alimentazione controllata di prodotti in foglio in una macchina collazionatrice o confezionatrice |
| IT240792Y1 (it) * | 1996-07-16 | 2001-04-11 | Sitma Spa | Dispositivo di girata di un prodotto editoriale in una lineaconfezionatrice |
| IT1290246B1 (it) * | 1997-02-04 | 1998-10-22 | Sitma Spa | Dispositivo per il ribaltamento di prodotti editoriali confezionati associabile ad una linea di confezionamento |
| US6115997A (en) * | 1998-03-30 | 2000-09-12 | Mcneil-Ppc, Inc. | Multiple lane packaging of feminine sanitary articles and resulting product |
| GB2336310B (en) * | 1998-04-14 | 2003-09-10 | Stowic Resources Ltd | Method of manufacturing transdermal patches |
| EP1153846B1 (en) * | 1998-12-30 | 2003-11-19 | Terolasa, S.L. | Process and facility for manufacturing and filling multiple-cavity sacks |
| IT1316348B1 (it) * | 2000-02-04 | 2003-04-10 | Mauro Scolaro | Apparecchiatura per il confezionamento sotto vuoto o in atmosferamodificata di prodotti, particolarmente per prodotti alimentari e |
| EP1188670B1 (de) * | 2000-09-18 | 2004-12-15 | Ferag AG | Verfahren und Vorrichtung zum Umhüllen von Druckereiprodukten mit einem Verpackungsmaterial |
| CH694762A5 (de) * | 2003-02-21 | 2005-07-15 | Mueller Martini Holding Ag | Vorrichtung zum Verpacken von zusammengetragenen, flächigen Gegenständen. |
| ITMI20031545A1 (it) * | 2003-07-28 | 2005-01-29 | Sitma Spa | Macchina confezionatrice per pile di corrispondenza |
| NL1026563C2 (nl) * | 2004-07-02 | 2006-01-03 | Buhrs Zaandam Bv | Verpakkingslijn en werkwijze voor het continu verpakken van discrete producten. |
| ITMI20052011A1 (it) * | 2005-10-21 | 2007-04-22 | Sitma Spa | Metodo per il confezionamento di prodotti editoriali in film plastico e relativa confezione |
-
2006
- 2006-05-09 IT IT000909A patent/ITMI20060909A1/it unknown
-
2007
- 2007-04-24 US US11/789,199 patent/US20070261371A1/en not_active Abandoned
- 2007-05-02 CA CA002586962A patent/CA2586962A1/en not_active Abandoned
- 2007-05-03 DE DE602007005861T patent/DE602007005861D1/de active Active
- 2007-05-03 DK DK07107432.2T patent/DK1857368T3/da active
- 2007-05-03 PL PL07107432T patent/PL1857368T3/pl unknown
- 2007-05-03 PT PT07107432T patent/PT1857368E/pt unknown
- 2007-05-03 AT AT07107432T patent/ATE464230T1/de active
- 2007-05-03 ES ES07107432T patent/ES2344526T3/es active Active
- 2007-05-03 EP EP07107432A patent/EP1857368B1/en not_active Not-in-force
- 2007-05-03 SI SI200730281T patent/SI1857368T1/sl unknown
- 2007-05-08 BR BRPI0701643-3A patent/BRPI0701643A/pt not_active IP Right Cessation
- 2007-05-09 JP JP2007124771A patent/JP5155594B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ES2344526T3 (es) | 2010-08-30 |
| PL1857368T3 (pl) | 2010-09-30 |
| DE602007005861D1 (de) | 2010-05-27 |
| DK1857368T3 (da) | 2010-08-09 |
| EP1857368B1 (en) | 2010-04-14 |
| ATE464230T1 (de) | 2010-04-15 |
| SI1857368T1 (sl) | 2010-08-31 |
| BRPI0701643A (pt) | 2008-01-15 |
| JP2007302345A (ja) | 2007-11-22 |
| EP1857368A1 (en) | 2007-11-21 |
| PT1857368E (pt) | 2010-07-16 |
| US20070261371A1 (en) | 2007-11-15 |
| CA2586962A1 (en) | 2007-11-09 |
| ITMI20060909A1 (it) | 2007-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5155594B2 (ja) | 一連の編集製品をプラスチックフィルムにより包装する自動機械及び方法 | |
| JP2007145431A5 (ja) | ||
| JP2007145431A (ja) | 編集製品をプラスチックフィルムにより包装する方法及び関連する包装品 | |
| JP2007302345A5 (ja) | ||
| JP2022017471A (ja) | ボックス形成機 | |
| JPH03148409A (ja) | 寸法の異なる物品の包装装置 | |
| KR20130004390A (ko) | 내용물 유지 웨브가 부착된 컨테이너 블랭크 및 컨테이너 블랭크로부터 형성된 컨테이너 | |
| US6481184B1 (en) | Method and apparatus for fastening of tubular bags on a hanger strip | |
| FI111834B (fi) | Menetelmä rullien, erityisesti paperirullien pakkaamiseksi, laite menetelmän toteuttamiseksi sekä rullanpakkaus | |
| EP3401226B1 (en) | Apparatus and method for sealing or tying products and use of the apparatus | |
| JP5701912B2 (ja) | 梱包装置及び梱包方法 | |
| KR100991459B1 (ko) | 제본용 스프링 포장장치 | |
| US9469425B2 (en) | Apparatus and method for sealing or tying products | |
| JP2000015721A (ja) | フォイルバッグ製造パッキング方法及び装置 | |
| CN109071044A (zh) | 用于形成容器组合的方法和设备 | |
| KR20070095284A (ko) | 부착되는 내용물 유지 웨브를 갖는 컨테이너 및 컨테이너블랭크 형성 장치 및 방법 | |
| NL2005625C2 (en) | Apparatus and method for sealing or tying products. | |
| UA123663C2 (uk) | Пачка, утворена з мішечків | |
| KR100654332B1 (ko) | 샌드위치 포장대의 포장장치 | |
| NL2012818B1 (en) | Apparatus and method for sealing or tying products. | |
| CN109071047A (zh) | 用于形成容器组合的方法和设备 | |
| JP2004026160A (ja) | エアキャップ付きクラフト封筒の自動包装方法およびその装置 | |
| JP2009046139A (ja) | 製袋包装機 | |
| GB2326398A (en) | Producing and applying printed packaging wrappers | |
| KR20230157558A (ko) | 2열 비닐백 제조방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100430 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100430 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120501 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |