JP5128027B2 - 多数の孔を放電加工するための装置及び方法 - Google Patents
多数の孔を放電加工するための装置及び方法 Download PDFInfo
- Publication number
- JP5128027B2 JP5128027B2 JP2001028932A JP2001028932A JP5128027B2 JP 5128027 B2 JP5128027 B2 JP 5128027B2 JP 2001028932 A JP2001028932 A JP 2001028932A JP 2001028932 A JP2001028932 A JP 2001028932A JP 5128027 B2 JP5128027 B2 JP 5128027B2
- Authority
- JP
- Japan
- Prior art keywords
- discharge machining
- electric discharge
- electrode
- machining units
- coupled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H9/00—Machining specially adapted for treating particular metal objects or for obtaining special effects or results on metal objects
- B23H9/14—Making holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H1/00—Electrical discharge machining, i.e. removing metal with a series of rapidly recurring electrical discharges between an electrode and a workpiece in the presence of a fluid dielectric
- B23H1/02—Electric circuits specially adapted therefor, e.g. power supply, control, preventing short circuits or other abnormal discharges
- B23H1/028—Electric circuits specially adapted therefor, e.g. power supply, control, preventing short circuits or other abnormal discharges for multiple gap machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/26—Apparatus for moving or positioning electrode relatively to workpiece; Mounting of electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/26—Apparatus for moving or positioning electrode relatively to workpiece; Mounting of electrode
- B23H7/265—Mounting of one or more thin electrodes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
【発明の属する技術分野】
本発明は、概して放電加工に関する。より具体的には、本発明は、多数の孔を放電加工するための装置及び方法に関する。
【0002】
【従来の技術】
放電加工(EDM)を用いる多重孔明けは、“櫛状工具”としても知られている多重工具組立体を用いることで達成される。工具組立体は、EDM機械のラムに搭載された複数の固定された、つまり非回転電極を含む。かかる工具組立体の欠点は、小さく深い穴から誘電性流体(加工液)をどっと流す(フラッシュする)ことが難しいので処理が極めて遅く、従ってただ多数の非円形の孔をあけることのみに適していることである。
【0003】
高速放電加工は、高速回転する管状の電極、誘電性流体、及び単一の円形孔をあけるための電極中心を通しての高圧のフラッシュを用いる。
【0004】
一部の高速EDM機械は、互いに近接して支持された1対のスピンドルを組み入れ、1対の電極を高速回転させて1対の孔を同時に機械加工する。かかる装置において、各スピンドルは、各電極に対して別々のモータ駆動装置及び制御装置を有し、独立して作動する。この種の装置は、単一スピンドル装置よりもかなり高価であり、またスピンドルは、互いに対して一定の位置にあるので、不可能ではないにしても調整を難しくする。
【0005】
【発明が解決しようとする課題】
従って、同時に多数の孔をあける能力があり、その中で複数の回転可能な電極が互いに対して調節可能に位置決めされる高速EDMの要求が存在する。
【0006】
【課題を解決するための手段】
上述の要求は、本発明により満たされるが、本発明は、第1の形態において、導電性の被加工物中に多数の孔を放電加工するための装置を提供し、その装置は、
駆動装置及び制御装置を含む、第1電極を回転可能に支持するための放電加工機と、少なくとも1つの第2電極を回転可能に支持するための少なくとも1つの放電加工ユニットとを含み、駆動装置の少なくとも1つは、放電加工機と放電加工ユニットとに結合され、第1電極及び少なくとも1つの第2電極を回転させ、また制御装置は、放電加工機と少なくとも1つの放電加工ユニットとに結合され、第1電極及び第2電極から被加工物への電気エネルギー供給を制御する。
【0007】
第2の形態において、被加工物中に多数の孔を機械加工するための放電加工機に用いられるデバイスが提供され、そのデバイスは、被加工物中に多数の孔を機械加工するための放電加工機に使用するデバイスであって、複数の電極を回転可能に支持するための複数の放電加工ユニットと、複数の放電加工ユニットに結合され、かつ複数の電極を回転させるための放電加工機の駆動装置に結合可能な駆動機構とを含む。
【0008】
【発明の実施の形態】
図1は、被加工物12中に多数の孔を放電加工するための例示的な装置10を概略的に示す。装置10は、放電加工機14と複数の放電加工ユニット18を有する付属デバイス16とを含む。放電加工機14は、放電加工ユニット20、駆動装置22及び制御装置24を含む。
【0009】
放電加工ユニット20は、電極28に取外し自在に取り付け可能な主スピンドル26を含む。主スピンドル26は、駆動装置22に結合されかつその駆動装置によって回転される導電性の本体30に取り付けられる。駆動装置22は、放電加工ユニット20を回転させるか又は垂直方向に動かすためのモータ付きサーボ制御ユニット(図示せず)を含むことができる。制御装置24は、本体30に接続され、電源(図示せず)によって調整された電圧を電極28に供給し、またサーボ制御ユニットを制御して被加工物12に対して電極28を垂直方向に位置決めする。制御装置24は、また被加工物12に電気的に結合される。本体30は、それを貫通して長手方向に形成される供給穴32を含む。供給穴32は、流体供給導管34をカプラ36を用いて電極28に流体連通させる。流体供給導管34は、1つあるいはそれ以上の流体タンク(図示せず)から供給を受けて、電極28に誘電性流体を供給する。
【0010】
放電加工機14に結合されるのは、複数の放電加工ユニット18である。放電加工ユニット18の各々は、補助スピンドル40に支持されかつ導電性本体42に結合される電極38を含む。本体42は、それを貫通して長手方向に形成される供給穴44を含む。供給穴44は、カプラ48を用いて流体供給導管46を電極38に流体連通させる。流体供給導管46は、1つあるいはそれ以上の流体タンク(図示せず)から供給を受けることができ、電極38に誘電性流体を供給する。
【0011】
放電加工ユニット18は、駆動機構50、例えば駆動ベルトを用いて放電加工機14の駆動装置22に結合可能である。駆動機構50は、主スピンドル26の本体30に係合しかつ補助スピンドル40の本体42に係合して電極38を回転させる歯付き又は孔あきベルトのようなポジティブエンゲージメントベルトであることが望ましい。
【0012】
機械加工中には、適当な誘電性流体は、充分な圧力で電極28及び38の誘電性流体入口に供給されて、電極内部の供給穴を通して誘電性流体を強制的に流し電極先端の誘電性流体出口から流出させる。誘電性流体の流量は、それぞれの流体供給導管34,44に設置された独立した調整弁(図示せず)により調整又は加減することができる。誘電性流体は、電極及び被加工物の間に形成される間隙を満たす。流体がこの間隙を通過してあけられた孔を出るので、誘電性流体は、侵食された被加工物材料のような機械加工の溶出物を孔から外に洗い流す。
【0013】
制御装置24が、電気エネルギーを放電加工ユニット18及び20に供給する。電気エネルギーは、ユニットの各々を電源に接続する電気カプラ、例えば金属ブラシを通して供給されることができ、もしくはユニットが、電気的に電源に結合される導電性枠体の内部に収納されることもできる。従って、ユニット18が回転しても、電源からの電圧は、枠体を通して流れ電極38に印加されるであろう。
【0014】
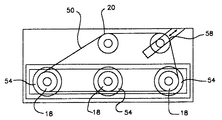
図2に示すように、複数の放電加工ユニット18が、枠体ユニット52の内部に支持される。放電加工ユニットの各々は、アングルブロック56の内部に収納される軸受54に支持することができる。各放電加工ユニット18の位置は、アングルブロック56の内部で軸受54を所望の位置に動かし、ロックナット、クランプ、止めねじ、あるいは当業界で既知の他の機構などのロック機構で所定の位置に固定することにより調節することができる。また、高精度の孔位置が要求される場合には、軸受54は、枠52の内側の一定の位置に固定することができる。枠体52は、ステンレス鋼又は類似の特性を有する他の適当な材料のような導電性材料から構成されるのが望ましい。
【0015】
図3は、回転運動を放電加工ユニット18に伝達するために放電加工機14に係合する駆動機構50を示す。駆動機構50の張力を調節するためにベルト調節機構58を用いることができ、全ての放電加工ユニットを効果的に回転させることができる。
【0016】
図4及び図5は、駆動装置122(図5)からの回転運動を伝達するための別の駆動機構150を示し、駆動装置122は複数の放電加工ユニット118に作動的に結合され、複数の電極138(図4)を回転させる。放電加工ユニット118は、上述したのと同様の方法で、枠体152内のアングルブロック156の内側に納められる軸受154に支持することができる。
【0017】
駆動装置122が、放電加工ユニット120に結合されかつ矢印158の方向にそのユニットを回転させる。放電加工ユニット120に取り付けられた主歯車160が、複数の補助歯車162に係合する。補助歯車162は、放電加工ユニット118に個別に取り付けられ、それらの回転が補助スピンドル140を矢印164の方向に回転させる。主歯車160及び補助歯車162は、ステンレス鋼又は類似の物のような導電性材料から構成することができ、もしくはプラスチック材又はゴム材から構成することができる。主歯車160及び補助歯車162は、比較的に撓み性はないが信頼性の高い回転制御をもたらすように、歯付きにすることができ、あるいははそれに代えて歯車を必要に応じて滑らかにすることができる。図5は、放電加工ユニットの配置構成の例示的な配置構成を示す。しかしながら、放電加工ユニット118は、必要に応じて直線状又は他の配置構成で設置することができる。
【0018】
制御装置124が、放電加工ユニット120に接続されて、電源(図示せず)により電極128に調整された電圧を供給し、またサーボ制御ユニットを制御して電極128を垂直方向に位置決めする。制御装置124は放電加工ユニット118に接続されて電極138に調整された電圧を供給することができ、あるいはそれに代えて第2の制御装置166が放電加工ユニット118に接続されて電極138に調整された電圧を供給することができる。
【0019】
高精度の孔の中心位置が要求される場合には、調節不能の軸受座を備えるテンプレートを用い放電加工ユニットを位置決めすることができる。
【0020】
多数の孔を同時に機械加工することが求められる場合には、多数の制御装置、駆動装置及び電源を用いることができる。図6に示されるように、複数の放電加工ユニット200を、枠体210に直列に並べて支持することができる。放電加工ユニット200の各々は、別々の駆動装置212及び電源214を有する。各駆動装置212は、上述のように駆動ベルト、歯車又はゴムローラーのような駆動機構を用いて直列に並んだ放電加工ユニット200に回転運動をさせる。別々の電源が、単一の電源よりもより能率的に直列に並んだ放電加工ユニットに対して設計電圧を供給することができる。
【0021】
好ましい実施形態を、ここに詳細に図示し説明してきたが、様々な変形、追加、代替等が、本発明の技術思想から逸脱することなくなされることが可能であり、従って、それらは特許請求の範囲に特定された本発明の技術的範囲内であると考えられることは当業者には明らかであろう。
【図面の簡単な説明】
【図1】 多数の孔を放電加工するための本発明の装置の概略正面図。
【図2】 図1の矢印2−2の方向にみた側面図。
【図3】 図1の線3−3による横断面図。
【図4】 本発明の駆動機構の別の実施形態の側面図。
【図5】 図4の線5−5による横断面図。
【図6】 多数の孔を放電加工するための本発明の装置の別の実施形態の概略平面図。
【符号の説明】
10 装置
12 被加工物
14 放電加工機
16 デバイス
18、20 放電加工ユニット
22 駆動装置
24 制御装置
26、40 スピンドル
28、38 電極
32、44 供給穴
34、46 流体供給導管
36、48 カプラ
30、42 本体
50 駆動機構
52 枠体
54 軸受
Claims (7)
- 導電性の被加工物(12)中に多数の孔を放電加工するための装置(10)であって、当該装置(10)が、
駆動装置(22)及び制御装置(24)を含む、第1電極(28)を回転可能に支持するための放電加工機(14)と、
複数の第2電極(38)を回転可能に支持するための複数の放電加工ユニット(18)と、
前記複数の放電加工ユニット(18)の各々を水平方向に調節可能に位置決めするための枠体(52)と
を含んでおり、
前記駆動装置(22)は、前記放電加工機(14)と前記放電加工ユニット(18)とに結合され、前記第1電極(28)及び前記複数の第2電極(38)を回転させ、また
前記制御装置(24)は、前記放電加工機(14)と前記複数の放電加工ユニット(18)とに結合され、前記第1電極(28)及び前記第2電極(38)から前記被加工物(12)への電気エネルギー供給を制御する、
装置(10)。 - 前記駆動装置(22)は、前記放電加工機(14)と前記複数の放電加工ユニット(18)とに結合され、前記第1電極(28)及び前記複数の第2電極(38)を回転させる、請求項1記載の装置(10)。
- 前記制御装置(24)は、前記放電加工機(14)と前記複数の放電加工ユニット(18)とに結合され、前記第1電極(28)及び前記複数の第2電極(38)から前記被加工物(12)へ電気エネルギーを制御可能に供給する、請求項1又は請求項2記載の装置(10)。
- 前記複数の放電加工ユニット(18)の各々は、前記第2の電極(38)を取外し可能にかつ回転可能に支持するためのスピンドル(40)を含む、請求項1乃至請求項3のいずれか1項記載の装置(10)。
- 前記スピンドル(40)の各々が、それぞれの第2の電極(38)に対して別々のモータ駆動装置及び制御装置を有し、独立して作動する、請求項4記載の装置(10)。
- 前記複数の放電加工ユニット(18)の各々は、誘電性流体の供給源に流体連通可能な誘電性流体用カプラ(36,48)を含む、請求項1乃至請求項5のいずれか1項記載の装置(10)。
- 前記枠体(52)が、アングルブロック(56)の内部に収納される軸受(54)を備えており、前記複数の放電加工ユニット(18)の各々が、前記軸受(54)に支持され、前記複数の放電加工ユニット(18)の各々の位置が、アングルブロック(56)の内部で前記軸受(54)の位置を動かすことによって調節される、請求項1乃至請求項6のいずれか1項記載の装置(10)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/499,162 US6373018B1 (en) | 2000-02-07 | 2000-02-07 | Apparatus and method for electrical discharge machining multiple holes |
| US09/499162 | 2000-02-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001259933A JP2001259933A (ja) | 2001-09-25 |
| JP2001259933A5 JP2001259933A5 (ja) | 2008-03-27 |
| JP5128027B2 true JP5128027B2 (ja) | 2013-01-23 |
Family
ID=23984096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001028932A Expired - Lifetime JP5128027B2 (ja) | 2000-02-07 | 2001-02-06 | 多数の孔を放電加工するための装置及び方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6373018B1 (ja) |
| EP (1) | EP1122017B1 (ja) |
| JP (1) | JP5128027B2 (ja) |
| KR (1) | KR100622759B1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6373018B1 (en) * | 2000-02-07 | 2002-04-16 | General Electric Company | Apparatus and method for electrical discharge machining multiple holes |
| US9520993B2 (en) * | 2001-01-26 | 2016-12-13 | International Business Machines Corporation | Renewable traitor tracing |
| US7214901B1 (en) * | 2006-01-17 | 2007-05-08 | General Electric Company | Duplex electrical discharge machining |
| EP1837113A1 (de) * | 2006-03-24 | 2007-09-26 | Siemens Aktiengesellschaft | Elektrodenanordnung und Verfahren zur funkenerosiven Bearbeitung eines elektrisch nichtleitenden Materials |
| US9333577B2 (en) | 2008-08-29 | 2016-05-10 | General Electric Company | Electro discharge machining apparatus and method |
| US8525064B2 (en) * | 2009-11-12 | 2013-09-03 | Denso Corporation | Electric discharge machine and method of producing nozzle body using the same |
| JP5595171B2 (ja) * | 2010-08-06 | 2014-09-24 | 三菱重工業株式会社 | 電解加工装置 |
| GB201020401D0 (en) * | 2010-12-02 | 2011-01-19 | Rolls Royce Plc | Electrical discharge machining |
| CN104827153A (zh) * | 2015-04-24 | 2015-08-12 | 苏州市宝玛数控设备有限公司 | 一种对称式电火花成型穿孔机 |
| US9849528B2 (en) * | 2015-09-15 | 2017-12-26 | General Electric Company | Electrical discharge machining system having independent electrodes |
| US11483002B2 (en) | 2017-02-23 | 2022-10-25 | General Electric Company | System and methods for electric discharge machining |
| US10589370B2 (en) * | 2017-05-08 | 2020-03-17 | General Electric Company | Automatic blocked hole identification |
| CN110385487B (zh) | 2018-04-19 | 2021-08-31 | 通用电气公司 | 电火花加工装置和方法 |
| US11273508B2 (en) * | 2018-12-31 | 2022-03-15 | Ge-Hitachi Nuclear Energy Americas Llc | Electrical discharge machining assemblies and methods for using the same |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4441004A (en) * | 1980-06-12 | 1984-04-03 | Inoue-Japax Research Incorporated | Multiple pipe element electrode assembly EDM method and apparatus |
| JPS624527A (ja) * | 1985-07-01 | 1987-01-10 | Fanuc Ltd | 細孔加工用の放電加工装置 |
| JPS6284929A (ja) * | 1985-10-09 | 1987-04-18 | Fanuc Ltd | 放電加工用電極 |
| US5041709A (en) * | 1988-05-03 | 1991-08-20 | Schneider James R | Attachment device for electrical discharge machine |
| JPH0282427U (ja) * | 1988-12-09 | 1990-06-26 | ||
| US5075530A (en) * | 1990-07-23 | 1991-12-24 | Lee Shih Lu | Multi-head type of electro-discharging machine |
| GB2246975B (en) * | 1990-08-18 | 1994-01-05 | Rolls Royce Plc | Multi-electrode rotation in electrical discharge machining |
| DE9013255U1 (de) * | 1990-09-19 | 1991-02-14 | Shan Iu Industries Inc., Taipet/T'ai-pei | Maschine zur Elektroentladungsbearbeitung von Werkstücken |
| DE4115896C2 (de) * | 1991-05-15 | 1994-12-08 | Agie Ag Ind Elektronik | Vorrichtung, insbesondere Funkenerosionsvorrichtung, sowie Verfahren zur Bearbeitung von Werkstücken |
| KR0129780Y1 (ko) * | 1992-12-14 | 1998-12-15 | 이대원 | 방전가공장치 |
| US5605639A (en) * | 1993-12-21 | 1997-02-25 | United Technologies Corporation | Method of producing diffusion holes in turbine components by a multiple piece electrode |
| KR19980038432U (ko) * | 1996-12-19 | 1998-09-15 | 박병재 | 방전전극용 멀티플레이트 |
| KR19990005521U (ko) * | 1997-07-16 | 1999-02-18 | 박병재 | 방전가공기의 방전극 체결장치 |
| KR100479920B1 (ko) * | 1998-03-06 | 2005-07-07 | 삼성테크윈 주식회사 | 방전가공장치 |
| US6373018B1 (en) * | 2000-02-07 | 2002-04-16 | General Electric Company | Apparatus and method for electrical discharge machining multiple holes |
-
2000
- 2000-02-07 US US09/499,162 patent/US6373018B1/en not_active Expired - Lifetime
-
2001
- 2001-02-02 KR KR1020010005058A patent/KR100622759B1/ko active IP Right Grant
- 2001-02-06 JP JP2001028932A patent/JP5128027B2/ja not_active Expired - Lifetime
- 2001-02-07 EP EP01301087.1A patent/EP1122017B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1122017B1 (en) | 2013-04-10 |
| KR20010078285A (ko) | 2001-08-20 |
| JP2001259933A (ja) | 2001-09-25 |
| KR100622759B1 (ko) | 2006-09-13 |
| US6373018B1 (en) | 2002-04-16 |
| EP1122017A3 (en) | 2004-09-01 |
| EP1122017A2 (en) | 2001-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5128027B2 (ja) | 多数の孔を放電加工するための装置及び方法 | |
| US6403910B1 (en) | EDM apparatus and method for performing EDM operation | |
| ES2210303T3 (es) | Maquina taladradora portatil universal para realizar trabajos de perforacion y distribucion de soldaduras en modo automatico, en el interior y exterior de agujeros ciegos y pasantes. | |
| RU2455133C1 (ru) | Станок для электроэрозионного формообразования отверстий | |
| US5041709A (en) | Attachment device for electrical discharge machine | |
| US4029929A (en) | Electrical discharge machining device for cutting with wire electrode | |
| US4160895A (en) | Welding machine for valve housings | |
| JP2003311541A (ja) | ワイヤ放電加工機に着脱可能な細穴放電加工装置 | |
| US4683364A (en) | Electrical discharge shape forming and surface conditioning device | |
| US5028176A (en) | Glass drilling machine with cooling fluid back pressure control system | |
| JPH0592320A (ja) | ワイヤ放電加工装置 | |
| ITGE960011U1 (it) | Dispositivo per l'applicazione di vernice su un bordo profilato o sulla superficie di un bordo diritto di un pezzo in lavorazione. | |
| US2357109A (en) | Grinding machine | |
| US5519181A (en) | Apparatus for guiding a wire electrode on a machine tool | |
| JPH07314258A (ja) | 曲がり穴加工方法および曲がり穴加工装置 | |
| JP4132609B2 (ja) | 微細加工用ワイヤ電極案内装置 | |
| JP3239385U (ja) | ワイヤ放電加工機 | |
| JP2010207973A (ja) | 研削加工装置 | |
| WO2018236268A1 (en) | GRINDING MACHINE WITH HYDRAULIC MOTORS | |
| JP3111423B2 (ja) | 深孔用放電加工装置及び深孔の放電加工方法 | |
| CN218788717U (zh) | 汽车微电机壳的冷辅助综合加工装置 | |
| JPH0777696B2 (ja) | ワイヤカツト放電加工装置 | |
| JPS60263627A (ja) | 孔明放電加工装置 | |
| JP2001341030A (ja) | 電解加工装置、電解加工用電極及び電解加工方法 | |
| US6183175B1 (en) | Steerable toolholder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080206 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100907 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101207 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101207 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101207 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110913 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111213 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20111216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121002 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121031 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5128027 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |