JP5118712B2 - 溶接方法及び溶接部材 - Google Patents
溶接方法及び溶接部材 Download PDFInfo
- Publication number
- JP5118712B2 JP5118712B2 JP2010024486A JP2010024486A JP5118712B2 JP 5118712 B2 JP5118712 B2 JP 5118712B2 JP 2010024486 A JP2010024486 A JP 2010024486A JP 2010024486 A JP2010024486 A JP 2010024486A JP 5118712 B2 JP5118712 B2 JP 5118712B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- welded
- bead
- meandering
- weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Arc Welding In General (AREA)
Description
注意点の一つとして、鋼構造物に設けられている塗装又は塗膜の加熱による劣化が挙げられる。通常、屋外配置の大型鋼構造物は、その防錆のため大気に曝される部分には塗装が施されている。したがって、一般に、屋外配置の大型鋼構造物の各種補修・補強工事において溶接を用いる場合には、熱の影響を受ける範囲の塗装をあらかじめ除去してから、補修・補強材を溶接施工し、工事後に再塗装するのが一般的である。ところが、溶接施工する面の裏面に塗装施工されている場合であって、裏面側における塗装除去作業が制限される場合には、溶接前に塗装を除去することができない。したがって、このような場合には入熱量の少ない溶接方法を適用する必要がある。一つの例として、10mmの厚さの表面側を溶接施工した際の裏面の温度が100℃以下となる入熱量を実現する必要がある。
本発明は、このような技術的課題に基づいてなされたもので、新規な施工要領に従った溶接ビードを形成することで、被溶接部材の温度上昇を低く抑えることのできる溶接方法を提供することを目的とする。また、本発明はそのような溶接方法で溶接された溶接部材を提供することを目的とする。
本発明における溶接の形態としては、第1溶接部材と第2溶接部材との突き合わせ溶接、または、隅肉溶接が掲げられる。この形態において、第1溶接部材及び第2溶接部材における溶接が施されている面を表面側とすると、第1溶接部材及び第2溶接部材の裏面側に塗装塗膜が施されている場合に、裏面の温度上昇を抑えることによって、塗装塗膜の劣化を生じさせることなく表面側の溶接を行うことができる。
本発明の溶接部材において、蛇行の振幅Wmが3.5〜4.5mmであることが、10mm厚の鋼板の裏面の温度を100℃以下に抑えつつ健全な溶接を実現するために好ましい。
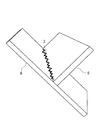
図1は、本発明による溶接方法で第1被溶接部材1と第2被溶接部材2とが溶接された溶接部材10の溶接ビード3の近傍を示す平面写真である。
この溶接部材10の溶接ビード3は、以下に示す特徴を有している。
はじめに、溶接ビード3は図1(a)に示すように蛇行している。図1(b)に示すように溶接トーチ4の移動軌跡を蛇行させることで、蛇行する溶接ビード3を形成することができる。溶接トーチ4の移動軌跡を蛇行させることは、ウィービングビード溶接として知られている。しかし、従来技術としてのウィービングビード溶接は溶接トーチの移動軌跡は蛇行しているものの、外観上は溶接ビードが蛇行していない。つまり、ウィービングビード溶接は折り返し点5前後のビード同士が接触するように溶接されるのに対して、本発明による溶接は図1(a)に示すように折返し点5前後の溶接ビード3間に隙間6がある。
図1の例は、溶接ビード3が溶接線7を跨いで第1被溶接部材1と第2被溶接部材2に均等に施工されている。しかし、本発明はこれに限定されず、溶接ビード3が溶接線7を跨いで第1被溶接部材1と第2被溶接部材2に不均等に施工されることを許容する。
(1)アーク発生時、溶接ワイヤは溶融プールに向かって前進する。
(2)溶接ワイヤが溶融プールに浸かると、アークは消える。これに伴って溶接電流は一気に下がる。
(3)溶接ワイヤを引き戻すことによって、短絡中の溶滴切断を支援する。
(4)溶接ワイヤの動きが逆転し、プロセス(1)に戻る。
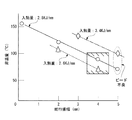
図2に示すベースプレート8上にリブ板9を垂直に立てて形成される角部を下向き並びに縦向きで隅肉溶接するものである。比較のために平板上に同条件で溶接ビードを蛇行する施工も行った。なお、ベースプレート8、リブ板9ともに炭素鋼からなる。
また、ビード形状としては、溶接トーチ4を蛇行させて図1(a)に示すように蛇行させるもの(蛇行ビード)、溶接トーチ4を直進させることで真直ぐなもの(ストレートビード)の2種類で行った。蛇行ビードの場合、ビード幅Wb(図1参照)は3mmとし、また、溶接ビード3の蛇行の振幅Wm(図1参照)は4mmとした。また、溶接ビード3の蛇行回数(周期)は、20回/minである。
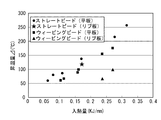
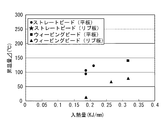
図3、図4より以下のことが判明した。
(1)平板上、つまり単一の部材上に溶接施工する(図3、図4 「平板」)のに比べて、2つの被溶接部材を溶接施工(図3、図4 「リブ板」)すると温度上昇が小さくなる。
(2)ストレートビードに比べて蛇行ビードの温度上昇が小さい。
(3)2つの被溶接部材を蛇行ビードで施工すると、温度上昇を100℃以下に抑えることができる。
具体的に言及すると、CMT工法の場合には、入熱が0.24KJ/mm(溶接電流:50A,溶接電圧:12.6V,溶接速度:21cpm)の場合、平板を蛇行ビードとして溶接した場合には裏面の温度が154℃に達したのに対して、リブ板を蛇行ビードとして溶接した場合には裏面の温度が66℃である。また、入熱が0.27KJ/mm(溶接電流:55A,溶接電圧:12.9V,溶接速度:16cpm)の場合、平板を蛇行ビードとして溶接した場合には裏面の温度が175℃に達したのに対して、リブ板を蛇行ビードとして溶接した場合には裏面の温度が98℃である。また、CO2工法の場合には、入熱が0.32KJ/mm(溶接電流:70A,溶接電圧:16V,溶接速度:21cpm)の場合、平板を蛇行ビードとして溶接した場合には裏面の温度が141℃に達したのに対して、リブ板を蛇行ビードとして溶接した場合には裏面の温度が80℃である。
その結果を図5(CMT工法)、図6(CO2工法)に示すが、入熱が小さいために溶け込み深さは小さいものの、CMT工法、CO2工法ともに、溶接ビード3内に欠陥は観察されず、また、溶接部の硬さも妥当な値を示しており、健全な溶接が行われていることを確認した。
本発明の特徴を最も有効に発揮する対象に原子力発電所の排気筒の耐震補強工事がある。この排気塔の筒身裏面には耐食性向上のための塗装塗膜が施されている。当該対象の排気筒内面は、放射線管理区域となっており、常時立ち入ることができない環境である。既設の排気筒に耐震性向上のための補強リングを接合する際に、内面塗装を劣化させることは、設備(筒身)の長期耐用を損なわせることから、絶対に回避しなければならないことである。本発明によれば、この問題を解消できる。
1…第1被溶接部材、2…第2被溶接部材、3…溶接ビード、4…溶接トーチ
5…折り返し点、6…隙間、7…溶接線
Claims (5)
- 第1被溶接部材と第2被溶接部材とが溶接された溶接部材であって、
前記溶接による溶接ビードが蛇行しており、
蛇行する前記溶接ビードは、溶接線を跨いで前記第1被溶接部材と前記第2被溶接部材に交互に施工されており、
前記第1被溶接部材、前記第2被溶接部材に対して溶接ワイヤを前進・後退を交互に繰り返しながら施工するCMT(Cold Metal Transfer)工法により前記溶接が行われることを特徴とする溶接部材。 - 前記第1溶接部材と前記第2溶接部材が突き合わせ溶接されている請求項1に記載の溶接部材。
- 前記第1溶接部材と前記第2溶接部材が隅肉溶接されている請求項1に記載の溶接部材。
- 前記第1溶接部材及び前記第2溶接部材における前記溶接が施されている面を表面側とすると、
前記第1溶接部材及び前記第2溶接部材の裏面側に塗装塗膜が施されている請求項2又は請求項3に記載の溶接部材。 - 前記蛇行の振幅Wmが3.5〜4.5mmである請求項1〜4のいずれか一項に記載の溶接部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010024486A JP5118712B2 (ja) | 2010-02-05 | 2010-02-05 | 溶接方法及び溶接部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010024486A JP5118712B2 (ja) | 2010-02-05 | 2010-02-05 | 溶接方法及び溶接部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011161460A JP2011161460A (ja) | 2011-08-25 |
| JP5118712B2 true JP5118712B2 (ja) | 2013-01-16 |
Family
ID=44592773
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010024486A Active JP5118712B2 (ja) | 2010-02-05 | 2010-02-05 | 溶接方法及び溶接部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5118712B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6018886B2 (ja) * | 2012-11-20 | 2016-11-02 | 日立造船株式会社 | 溶接方法および溶接ユニット |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0232376U (ja) * | 1988-08-23 | 1990-02-28 | ||
| JP2004136307A (ja) * | 2002-10-16 | 2004-05-13 | Toshiba Corp | レーザ加工方法とレーザ加工装置 |
| JP2007170622A (ja) * | 2005-12-26 | 2007-07-05 | Gkn ドライブライン トルクテクノロジー株式会社 | トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置 |
| AT503468B1 (de) * | 2006-04-04 | 2008-04-15 | Fronius Int Gmbh | Verfahren zur reinigung eines kontaktrohres eines schweissbrenners |
| AT503469B1 (de) * | 2006-04-12 | 2008-03-15 | Fronius Int Gmbh | Schweissverfahren |
-
2010
- 2010-02-05 JP JP2010024486A patent/JP5118712B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011161460A (ja) | 2011-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6714580B2 (ja) | 2つのブランクを接合する方法、ブランク、及び得られた製品 | |
| US9061374B2 (en) | Laser/arc hybrid welding method and method for producing welded member using same | |
| CN108747065B (zh) | 一种大规格薄壁ta5合金带t型筋板片的制造工艺 | |
| JP5658579B2 (ja) | レーザ溶接形鋼 | |
| JP2008307561A (ja) | 溶接継手及び鋼床版並びに鋼床版の製造方法 | |
| JP2008272826A (ja) | 補剛板及び補剛板の製造方法 | |
| CN103406667B (zh) | 一种不锈钢薄板角焊缝的激光焊接方法及其夹具 | |
| CN206474820U (zh) | 板材的窄间隙焊接坡口 | |
| JP6382593B2 (ja) | 溶接方法 | |
| US11982307B2 (en) | Method for joining plated steel sheet and joint structure | |
| JP5866790B2 (ja) | レーザ溶接鋼管の製造方法 | |
| WO2014016935A1 (ja) | レーザ溶接形鋼 | |
| JP5949539B2 (ja) | エレクトロガスアーク溶接方法 | |
| JP5118712B2 (ja) | 溶接方法及び溶接部材 | |
| JP2013158774A (ja) | 溶接施工方法及び溶接接合構造並びにステンレス鋼溶接構造物 | |
| KR20180074826A (ko) | 용접부 내기공성 및 피로 특성이 우수한 도금강판 용접부재 및 이의 제조 방법 | |
| Iordachescu et al. | Recent achievements and trends in laser welding of thin plates | |
| JP2012179658A (ja) | 建築部材の製造方法 | |
| JP4232024B2 (ja) | 溶接ビード構造及び溶接方法 | |
| CN112719539B (zh) | 一种304不锈钢埋弧焊焊接工艺 | |
| JP2014217855A (ja) | サブマージアーク溶接による厚板鋼板の多層盛溶接方法 | |
| JP5231073B2 (ja) | 溶接継手及びその製造方法 | |
| KR20210113386A (ko) | 도금 강판의 접합 방법 및 접합 구조체 | |
| JP2016175119A (ja) | 先組み溶接h形鋼の製造方法 | |
| TWI597120B (zh) | 鋼材多道次回火堆銲方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120321 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120926 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121019 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5118712 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |