JP5113968B2 - 二つまたは数個のオーバーレイシート形成部材を結合する工具 - Google Patents
二つまたは数個のオーバーレイシート形成部材を結合する工具 Download PDFInfo
- Publication number
- JP5113968B2 JP5113968B2 JP2001538102A JP2001538102A JP5113968B2 JP 5113968 B2 JP5113968 B2 JP 5113968B2 JP 2001538102 A JP2001538102 A JP 2001538102A JP 2001538102 A JP2001538102 A JP 2001538102A JP 5113968 B2 JP5113968 B2 JP 5113968B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- matrix
- anvil
- tool part
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/03—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal otherwise than by folding
- B21D39/031—Joining superposed plates by locally deforming without slitting or piercing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Connection Of Plates (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Adhesive Tapes (AREA)
- Paper (AREA)
Description
(技術分野)
本発明は、二つまたは数個のオーバーレイシート形成部材、即ち金属或いは非金属を結合する工具に関するものである。
【0002】
(背景技術)
従来技術によると、工具はシート材料との間を結合し、パンチ及び場合によって側部プレス要素と称されるものを具備した第一工具部分と、金敷が直立する支持面を具備した工具部分とを備えている。少なくとも二つの母型部分から成る母型(matrix)が、金敷の周囲に配置され、各母型部分が前記支持面に対して摺動するように配置された脚部を備える。母型部分は、前記金敷の横面に対して、幾つかの弾性手段によって付けられる。弾性手段は、母型部分を取り囲むエラストマーから作られたリング形状とし得る。
【0003】
また母型部分の横方向変位を制限する手段が、備えられている。前記停止手段が、例えば前記第二工具部分上に固定され、その工具を取り囲むケージの形であり得る。このケージはまた、パンチ及び結合部が、結合部形成手順の最後で母型から引き込まれる時、母型部分の垂直動作を特に止める機能を有している。
【0004】
この型式のツールは一般的に、シングルストローク型式の方法に使用されており、その型の方法により結合部を作る全体の手順は、第一及び第二工具部分すなわちパンチと、共働するダイスまたは母型との間における、ただ一度の関連動作の間に行われる。
【0005】
そのストロークの最後で底壁を加圧するため、金敷がパンチと共働する。
【0006】
(発明の開示)
本発明の目的は、工具、本質的には母型要素の強度を保持する第二工具部分の全体の直径を減らすことを可能にすることである。
【0007】
本発明は、前記の技術的問題に関する解決手段を提供する。それは従属する請求項により特徴付けられる。
【0008】
(発明を実施するための最良の形態)
本発明の更なる目的、使用及び利点は、その一部を形成する添付図面を参照して説明を読むことにより、明らかになるであろう。
【0009】
本発明の以下の説明は、第二工具部分即ち母型−金敷の組み合わせに集中する。従来技術による側部プレス要素が、本発明による第二工具と共に使用されるので、これらの部分の詳細な説明は、ここでは除外する。
【0010】
図1は、従来技術による第二工具部分の断面を示している。固定ケージ3は、金敷部分1を取り囲んでいる。ケージにおける垂直壁の(径方向の)厚さは、cで示されている。金敷1の直径は、2fである。母型部分の径方向の厚さは、断面においてaで示されている。ダイスの横方向の幅は2bである。
【0011】
ケージと母型部分と間の重複部分eは、母型部分が静止位置と伸長位置との両方において垂直方向の動作を防ぐように、配置しなければならない。
【0012】
従って、第二工具の全径は、2(f+a+2b+e+c)である。
【0013】
実用例において、ダイスの最初の開口は例えば5mmであり、ゆえにf=2.5mmである。結合部を形成する間、横方向の長さが2mmと言ったところであり、結合部を引き込む前に開口は、直径7mmである。その場合、寸法bは小さな安全のための余裕(smaller security margin)として1mm足さなければならない。従って寸法bは、作られる結合部によって課せられる。
【0014】
寸法fは固定値である。また重複部文eは安全のため、固定値よりも多いか、少ない。これは、もし従来技術による工具の全径を減らそうとすると、寸法a及びcを減少できるだけである。また、母型の強度が上がると、これら両方の寸法が臨界になるので、問題である。
【0015】
本発明の概念は、径方向における重複部分eをなくす解決手段を目的としており、その方法によって、相当な利点を創造し且つ、新しい設計の可能性を開く。
【0016】
ケージの上部分と母型の側部分を、以下で詳細に説明する特別な形状に与えることにより、必要な重複部分を母型部分の側部分へ移動させる。これによって、図1では母型部分2における脚部の部材6の幅hが、減らされる。理論的に部材6は、重複部分を作るような本発明による機能がないので、除外することができる。
【0017】
従って、本発明による工具の全径は、2(f+a+b+c)である。
【0018】
従って、本発明の概念を利用することは、ケージ壁の厚さc及び(または)母型部分の厚さを増す可能性を開いており、それによってツールの寿命と強度を増す。工具はもろくはない。それより創くられた余裕は勿論、全体の寸法を小さくした工具の設計に利用される。これら二つの効果のいかなる組み合せもまた、小寸法でより強力な工具を得ることができる。
【0019】
また第二の効果として、母型部分を垂直方向により小型にすることができる。加えて母型が、重複部分の新しい配置により、金敷1の周囲を回転からまもられる。
【0020】
図1による母型部分2の脚部にある部分6の径方向に、寸法が増す時、または部分6が完全に取り除かれる時、力が結合部を形成する間、垂直方向に加えられて、母型部分が傾く傾向が増す。この傾向は、本発明によるケージの上方部分における案内効果によって、平衡が保たれる。
【0021】
本発明による一つの利点は、母型部分が垂直方向に小さな寸法で設計することができることである。別の利点は、母型部分が金敷部分の周囲を回転しないということである。加えて、工具が作業部品におけるアングル及び縁部に近くで使用することができるか、またはより一般的には従来技術による工具が作業できない位置で使用することができる。母型部分の傾きを避けることができる。工具は、全体的に良好な安定性を有する。
【0022】
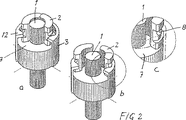
図2のa〜cは斜視図であり、本発明による第二工具の部分断面を示している。金敷1は支持面7によって取り囲まれている。従来技術によると、ケージ3が停止手段として、母型部分2の垂直方向の動作をブロックするために使用される。各母型部分は弾性要素5を取り囲む溝8を備えている。図3のa参照。
【0023】
図3のa及びbは、ケージ3なしで本発明による第二工具部分を示す斜視図である。図3のaは、金敷1の周囲の母型部分に関する静止位置を示している。図3bは、伸長位置にある第二工具を示している。各母型部分8は、縁部10と共働する側方突出部分11を、ケージ3の頂部面12に配置された各母型部分2の案内スロット9に備える。
【0024】
図4のa及びbは、ケージ3と金敷1の斜視図である。ケージ3の水平頂面12は、この場合、三つの案内スロット9を備えており、個々に三つの母型部分2用である。原則として、本発明による三つまたは二つのスロット及び母型があり得ることは明らかである。母型部分の側方突出部分11と、案内スロット9における縁部10との間の共働が、工具部分の径方向に母型部分の動作を案内する。また金敷1の周囲における母型部分のいかなる回転もブロックし、最終的にケージと母型部分との間に必要な重複部を作り、それによって結合部形成プロセスの最後で、特に必要な母型部分の垂直方向動作をブロックする。
【0025】
図5は、本発明による第二工具部分の頂部の図であり、一つの母型部分の動作を示している。完全動作する間、重複部分が効果的であることが分かる。
【図面の簡単な説明】
【図1】 従来技術による第二工具部分の断面図。
【図2】 a〜cは、本発明による第二工具部分の部分断面を示した斜視図。
【図3】 a及びbはケージを除いた本発明による第二工具部分の斜視図。
【図4】 aは、ケージ及び金敷の斜視図。
【図5】 一母型の動作を示した本発明による第二部分の頂部の図。
Claims (1)
- パンチを具備した第一工具部分と、前記第一工具部分に対向して同軸上に位置決めされ、支持面(7)、母型及び停止手段(3)を具備した第二工具部分とを有し、
前記支持面(7)から金敷(1)が直立し、また
前記母型が前記金敷(1)の周囲に配置された少なくとも二つの母型部分(2)を備え、各母型部分(2)が、前記支持面(7)に対して摺動するように配置され且つ弾性手段(5)によって前記金敷(1)の横面に対し当てられる脚部を備え、
前記停止手段(3)が前記母型部分(2)の横方向の変位を制限し、
前記第一工具部分と前記第二工具部分との相対運動中に、前記第一工具部分のパンチと前記第二工具部分の金敷(1)及び母型部分(2)との共動により金属又は非金属のシート形成部材を前記第一工具部分のパンチと前記第二工具部分の金敷(1)との間で圧搾して複数個の金属又は非金属のシート形成部材を結合する工具において、
前記第二工具部分の前記停止手段(3)が頂部面(12)を備え、該頂部面(12)には少なくとも二つの案内スロット(9)が設けられ、これらの案内スロット(9)の縁部(10)が前記第二工具部分の径方向に平行であり、
前記縁部(10)が、前記母型部分(2)と共動して、前記第二工具部分の径方向に前記母型部分(2)の動きを案内し、前記金敷(1)のまわりにおける前記母型部分(2)の回転運動をブロックするように構成され、
前記各母型部分(2)には、前記母型部分(2)の動きに垂直なそれぞれの母型部分(2)と前記停止手段(3)との間の重なりを形成して前記母型部分(2)の垂直方向の動きをブロックするために、前記案内スロット(9)における前記縁部(10)と共動する側方突出部分(11)が設けられること
を特徴とする工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9904167-5 | 1999-11-16 | ||
| SE9904167A SE9904167D0 (sv) | 1999-11-16 | 1999-11-16 | Atool for joining two or several overlaying sheet formed members |
| PCT/EP2000/011528 WO2001036124A2 (en) | 1999-11-16 | 2000-11-16 | A tool for joining two or several overlaying sheet formed members |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003513806A JP2003513806A (ja) | 2003-04-15 |
| JP5113968B2 true JP5113968B2 (ja) | 2013-01-09 |
Family
ID=20417758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001538102A Expired - Fee Related JP5113968B2 (ja) | 1999-11-16 | 2000-11-16 | 二つまたは数個のオーバーレイシート形成部材を結合する工具 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP1165267B1 (ja) |
| JP (1) | JP5113968B2 (ja) |
| AT (1) | ATE258832T1 (ja) |
| AU (1) | AU1395901A (ja) |
| DE (1) | DE60008081D1 (ja) |
| SE (1) | SE9904167D0 (ja) |
| WO (1) | WO2001036124A2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10318060A1 (de) * | 2003-04-17 | 2004-11-18 | Eckold Gmbh & Co Kg | Matrize für einen Werkzeugsatz zum mechanischen Fügen |
| DE102006024112A1 (de) * | 2006-05-19 | 2007-11-22 | Eckold Gmbh & Co Kg | Matrize zum mechanischen Fügen |
| ES2448440T3 (es) * | 2008-06-27 | 2014-03-13 | Attexor Clinch Systems S.A. | Elemento de resorte para herramientas que realizan uniones de tipo remache |
| JP5279531B2 (ja) * | 2009-01-29 | 2013-09-04 | 日新製鋼株式会社 | 金属板のかしめ接合方法 |
| SE0900538A1 (sv) * | 2009-04-22 | 2010-05-25 | Hans Bergkvist | Anordning för sammanfogning av två eller fler överlappande materialdelar och förfarande för tillverkning av anordningen |
| JP2013202662A (ja) * | 2012-03-29 | 2013-10-07 | Nisshin Steel Co Ltd | 金属板のかしめ接合方法 |
| EP3065894A1 (en) | 2013-11-04 | 2016-09-14 | Bollhoff Attexor SA | Tool for making joints of clinch type |
| US10328481B2 (en) | 2014-03-18 | 2019-06-25 | Btm Company Llc | Clinching punch and apparatus |
| DE102018103309A1 (de) * | 2018-02-14 | 2019-08-14 | Eckold Gmbh & Co. Kg | Matrize für ein Fügewerkzeug |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2704785B1 (fr) * | 1993-05-04 | 1995-07-21 | Homax Ag | Perfectionnements aux outils pour la réalisation de points d'assemblage de tôles par fluage à froid. |
| ES2212024T3 (es) * | 1996-10-09 | 2004-07-16 | ECKOLD GMBH & CO. KG | Matriz de union por embuticion. |
-
1999
- 1999-11-16 SE SE9904167A patent/SE9904167D0/xx unknown
-
2000
- 2000-11-16 EP EP00976054A patent/EP1165267B1/en not_active Expired - Lifetime
- 2000-11-16 AU AU13959/01A patent/AU1395901A/en not_active Abandoned
- 2000-11-16 WO PCT/EP2000/011528 patent/WO2001036124A2/en active IP Right Grant
- 2000-11-16 JP JP2001538102A patent/JP5113968B2/ja not_active Expired - Fee Related
- 2000-11-16 AT AT00976054T patent/ATE258832T1/de not_active IP Right Cessation
- 2000-11-16 DE DE60008081T patent/DE60008081D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| SE9904167D0 (sv) | 1999-11-16 |
| DE60008081D1 (de) | 2004-03-11 |
| WO2001036124A2 (en) | 2001-05-25 |
| ATE258832T1 (de) | 2004-02-15 |
| EP1165267B1 (en) | 2004-02-04 |
| AU1395901A (en) | 2001-05-30 |
| WO2001036124A3 (en) | 2001-11-15 |
| EP1165267A1 (en) | 2002-01-02 |
| JP2003513806A (ja) | 2003-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5113968B2 (ja) | 二つまたは数個のオーバーレイシート形成部材を結合する工具 | |
| US3130489A (en) | Method of fastening together pieces of material | |
| JP2009034816A (ja) | シート材穿孔装置 | |
| KR102008517B1 (ko) | 브이홈 절삭장치용 클램핑장치 | |
| JP5631669B2 (ja) | 多重プレス成形装置 | |
| JPH08174094A (ja) | プレス用カム型 | |
| US5509290A (en) | Tools for cold flow forming of assembly points in sheet metal | |
| JP2008296252A (ja) | プレス成形品、プレス成形品の製造方法および製造装置 | |
| JP3387207B2 (ja) | プレス用カム型 | |
| JP2000312945A (ja) | 括れ部を有する製品の鍛造装置 | |
| JP2007185691A (ja) | 板材接合方法および板材複合部品 | |
| JP2004337900A (ja) | ダブルカム装置 | |
| JP3675714B2 (ja) | 鉄道車両の妻の製作方法及び鉄道車両の車体 | |
| JP3561295B2 (ja) | ワークの結合装置 | |
| JP3819203B2 (ja) | パイプ体の製造装置及びパイプ体の製造方法 | |
| JPH01278925A (ja) | 重ねられたシート状金属加工片を結合するための工具セット | |
| JPH0121729Y2 (ja) | ||
| KR200273656Y1 (ko) | 코너 라운딩 펀치의 커터 조립체 | |
| EP2292342A1 (en) | Bending tools for bending press | |
| JPH0120034Y2 (ja) | ||
| JP3545024B2 (ja) | 折曲げ加工方法およびその装置 | |
| JP2000071043A (ja) | 板厚増加方法及び装置 | |
| KR20180097849A (ko) | 클린칭 장치 및 방법 | |
| JPH0536134B2 (ja) | ||
| JP2008296343A (ja) | スイング式加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110315 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110323 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110415 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110422 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110516 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110928 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20111228 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120111 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120130 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120206 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120228 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120919 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |