JP5097941B2 - 可動ダイ付きのコード外装装置 - Google Patents
可動ダイ付きのコード外装装置 Download PDFInfo
- Publication number
- JP5097941B2 JP5097941B2 JP2007217605A JP2007217605A JP5097941B2 JP 5097941 B2 JP5097941 B2 JP 5097941B2 JP 2007217605 A JP2007217605 A JP 2007217605A JP 2007217605 A JP2007217605 A JP 2007217605A JP 5097941 B2 JP5097941 B2 JP 5097941B2
- Authority
- JP
- Japan
- Prior art keywords
- die
- central chamber
- cord
- movable die
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 15
- 239000004033 plastic Substances 0.000 claims abstract description 14
- 229920003023 plastic Polymers 0.000 claims abstract description 14
- 238000000034 method Methods 0.000 claims description 15
- 239000012815 thermoplastic material Substances 0.000 claims description 15
- 238000001125 extrusion Methods 0.000 claims description 8
- 230000007423 decrease Effects 0.000 claims description 3
- 239000000463 material Substances 0.000 description 31
- 230000000694 effects Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005253 cladding Methods 0.000 description 4
- 238000000576 coating method Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 239000011345 viscous material Substances 0.000 description 2
- 239000003637 basic solution Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000011346 highly viscous material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/06—Rod-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/325—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/34—Cross-head annular extrusion nozzles, i.e. for simultaneously receiving moulding material and the preform to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
- B29L2030/003—Plies; Breakers
- B29L2030/004—Carcasses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3462—Cables
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
- Manufacturing Of Electric Cables (AREA)
- Ropes Or Cables (AREA)
- Insulated Conductors (AREA)
- Flexible Shafts (AREA)
- Processing Of Terminals (AREA)
Description
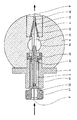
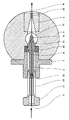
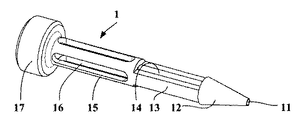
3 支持体
4 出口ダイ
5 本体
12 可動ダイ
13,15,17 アクチュエータ
14 通路
41,42 スクレーパ
51 中央チャンバ
F コード
Claims (9)
- 1本又は2本以上のコード(F)をプラスチック又は熱可塑性材料で外装するコード外装装置であって、前記装置の入口のところに配置されていて、ダクトによって、前記プラスチック又は熱可塑性材料を粘性状態で圧力下で送り出すことができる押出し手段に連結された中央チャンバ(51)に通じるコード案内手段(2)と、外装されたコードのための所与の較正断面S1の出口ダイ(4)と、前記較正断面S1よりも小さな較正断面S2を備えた少なくとも1つの可動ダイ(12)とを有する、コード外装装置において、
前記少なくとも1つの可動ダイ(12)は、アクチュエータ(13,15,17)によってコード(F)の移動方向に動かされ、前記アクチュエータは、前記中央チャンバ(51)を貫通しており、前記アクチュエータは、前記中央チャンバ(51)を前記可動ダイ(12)の内部空間に連通させることができる通路(14)を有し、
前記装置が、作動される場合、前記アクチュエータ(13,15,17)は、前記可動ダイを、前記少なくとも一つの可動ダイが前記中央チャンバ(51)と前記出口ダイ(4)との間で前記中央チャンバ(51)から見て下流側に位置し、前記中央チャンバ(51)から流入する前記プラスチック又は熱可塑性材料の流れが、前記アクチュエータの前記通路(14)に侵入する場合に前記可動ダイ(12)を通過することができるようにする第1の位置と、前記可動ダイ(12)が、前記中央チャンバ(51)と前記案内手段(2)との間で前記中央チャンバ(51)から見て上流側に位置し、前記中央チャンバ(51)から流入する前記プラスチック又は熱可塑性材料の流れが、前記出口ダイ(4)を通過することができるようにする第2の位置との間で移動させる、コード外装装置。 - 複数個の可動ダイを有し、各可動ダイは、前記出口ダイ(4)から見て上流側の前記可動ダイから次の可動ダイに次第に減少する較正断面(Si)を有する、請求項1記載の外装装置。
- 前記ダイ(12,4)の前記断面(S 1 ,S 2 )は、円形の形のものである、請求項1又は2記載の外装装置。
- 前記ダイ(12,4)の前記断面(S1,S2)は、長円形の形のものである、請求項1又は2記載の外装装置。
- 前記押出し手段は、前記中央チャンバ(51)内の前記プラスチック又は熱可塑性材料の圧力を調整する手段を有する、請求項1〜4のうちいずれか一に記載の外装装置。
- 請求項1〜5のうちいずれか一に記載の装置を用いて1本又は2本以上のコードをプラスチック又は熱可塑性材料で外装する方法であって、
出口ダイ(4)の較正断面S1よりも小さな較正断面S2を備えた可動ダイ(12)を、前記コードが所定の速度閾値以下の速度で動いているとき、中央チャンバ(51)と前記出口ダイ(4)との間に配置し、前記可動ダイ(1)を、前記コードが前記所定の速度閾値よりも速い速度で動いているとき、前記中央チャンバ(51)から見て上流側に移動させる、外装方法。 - 一体形コードを、前記装置を通って動かして被覆状態の一体形コードを得る、請求項6記載の外装方法。
- 同一平面内で互いに平行に並んで配置されたコードのアレイを、前記装置を通って動かして被覆状態のコードのストリップを得る、請求項6記載の外装方法。
- 前記プラスチック又は熱可塑性材料は、ゴムである、請求項6〜8のうちいずれか一に記載の外装方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0606977A FR2904256B1 (fr) | 2006-07-27 | 2006-07-27 | Dispositif de gainage de cable a filiere mobile |
| FR0606977 | 2006-07-27 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008030485A JP2008030485A (ja) | 2008-02-14 |
| JP2008030485A5 JP2008030485A5 (ja) | 2010-09-09 |
| JP5097941B2 true JP5097941B2 (ja) | 2012-12-12 |
Family
ID=37776437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007217605A Expired - Fee Related JP5097941B2 (ja) | 2006-07-27 | 2007-07-27 | 可動ダイ付きのコード外装装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20080038392A1 (ja) |
| EP (1) | EP1882578B1 (ja) |
| JP (1) | JP5097941B2 (ja) |
| CN (1) | CN101112787B (ja) |
| AT (1) | ATE442238T1 (ja) |
| BR (1) | BRPI0703275B1 (ja) |
| DE (1) | DE602007002343D1 (ja) |
| FR (1) | FR2904256B1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI120823B (fi) * | 2007-12-10 | 2010-03-31 | Maillefer Sa | Järjestely suulakepuristusvälineiden yhteydessä |
| CN102394160A (zh) * | 2011-11-01 | 2012-03-28 | 江苏祥源电气设备有限公司 | 一种复合绝缘子挤包机 |
| SK7309Y1 (sk) * | 2014-09-03 | 2015-12-03 | Konstrukta Industry A S | Zariadenie na reguláciu parametrov povlakovacích hláv výstužných vlákien |
| GB2530113B (en) * | 2014-09-12 | 2017-05-03 | Asterope Ltd | Wire coating technique |
| JP6152867B2 (ja) * | 2015-04-06 | 2017-06-28 | 横浜ゴム株式会社 | ゴム押出部材の製造方法及び製造装置 |
| NL2016826B1 (en) * | 2016-05-25 | 2017-12-12 | Vmi Holland Bv | Extruder head for extruding cord-reinforced extrudate |
| US11400631B2 (en) * | 2017-04-03 | 2022-08-02 | Vmi Holland B.V. | Extruder system and method for extruding cord-reinforced tire components |
| JP6868194B2 (ja) * | 2017-05-30 | 2021-05-12 | 日立金属株式会社 | 調心機構付きダイス、エナメル線の製造装置およびエナメル線の製造方法 |
| CN114360815B (zh) * | 2022-01-25 | 2024-01-12 | 先登高科电气股份有限公司 | 一种高自由度的自定中心涂漆模具 |
| CN114789548A (zh) * | 2022-04-02 | 2022-07-26 | 宝胜科技创新股份有限公司 | 一种电线电缆挤塑调偏辅助装置及调偏方法 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1859901A (en) * | 1929-09-11 | 1932-05-24 | Bell Telephone Labor Inc | Extruding apparatus |
| US1911858A (en) * | 1930-12-03 | 1933-05-30 | Bell Telephone Labor Inc | Extrusion die |
| DE713693C (de) * | 1937-12-17 | 1941-11-13 | Kabelwerk Vacha A G | Pressmundstueck fuer Schlauchmaschinen |
| US3815640A (en) * | 1972-01-13 | 1974-06-11 | Takiron Co | Elongated pipe tightly coated with a projection-formed synthetic resin coating |
| DE2457249C3 (de) * | 1974-12-04 | 1979-05-17 | Reifenhaeuser Kg, 5210 Troisdorf | Querspritzkopf für einen Extruder zum Ummanteln eines Kabels |
| JPS51107863U (ja) * | 1975-02-28 | 1976-08-28 | ||
| US4093414A (en) * | 1976-09-16 | 1978-06-06 | General Cable Corporation | Single die co-extrusion apparatus for insulation |
| JPS57207046A (en) * | 1981-06-16 | 1982-12-18 | Fujikura Ltd | Method of adjusting thickness deviation of extrusion crosshead and apparatus therefor |
| JPS60110422A (ja) * | 1983-11-19 | 1985-06-15 | Kobe Steel Ltd | 線条物被覆用クロスヘツド |
| US4568507A (en) * | 1983-12-27 | 1986-02-04 | Northern Telecom Limited | Jacketing of telecommunications cable cores |
| JPS62123045A (ja) * | 1985-11-25 | 1987-06-04 | Sumitomo Electric Ind Ltd | 線材被覆装置 |
| JPS62222824A (ja) * | 1986-03-25 | 1987-09-30 | Kinugawa Rubber Ind Co Ltd | 芯材入りウエザ−ストリツプの製造装置 |
| US5169548A (en) * | 1988-04-13 | 1992-12-08 | Ausimont S.R.L. | Antirust additives for lubricants or greases based on perfluoropolyethers |
| US5215698A (en) * | 1991-11-25 | 1993-06-01 | Americraft Machined Products, Inc. | Extrusion tool and method of extrusion coating |
| US5674318A (en) * | 1994-10-11 | 1997-10-07 | Milliman; James A. | Cross-head die apparatus |
| FI105391B (fi) * | 1996-04-04 | 2000-08-15 | Nextrom Holding Sa | Menetelmä ja laite suulakepuristettavan tuotteen tekemiseksi |
| JP3206439B2 (ja) * | 1996-06-28 | 2001-09-10 | 東海興業株式会社 | モールディングの製造方法及び装置 |
| JP2002046190A (ja) * | 2000-08-03 | 2002-02-12 | Bridgestone Corp | ゴム−補強素子複合体とその製造装置及び方法並びに空気入りタイヤ |
| AU8657201A (en) * | 2000-08-30 | 2002-03-22 | Owens Corning Fiberglass Corp | Die for making composite cable |
| US7323055B2 (en) * | 2002-01-29 | 2008-01-29 | Matsushita Electric Industrial Co., Ltd. | Extrusion head for extruding a high viscous melting covering element of a covered core wire |
| CA2464411A1 (en) * | 2002-07-26 | 2004-02-12 | Rite-Hite Holding Corporation | Seal for a loading dock bumper |
| JP4730881B2 (ja) * | 2004-10-14 | 2011-07-20 | 株式会社ブリヂストン | ゴム被覆ヘッド |
| FR2879500A1 (fr) * | 2004-12-22 | 2006-06-23 | Michelin Soc Tech | Procede et dispositif pour la fabrication et la pose d'un renforcement circonferentiel pour pneumatique et pneumatique obtenu par ledit procede |
| CA2596134C (en) * | 2005-01-28 | 2015-07-21 | Mmr Marketing & Management Ag Rotkreuz | Extruder system for extruding a fluid |
| BRPI0520072B1 (pt) * | 2005-04-27 | 2016-02-16 | Prysmian Cavi Sistemi Energia | método para fabricar um cabo e aparelho para extrudar um material polimérico |
| WO2006114117A1 (en) * | 2005-04-27 | 2006-11-02 | Pirelli Tyre S.P.A. | Method for extruding a polymeric material and extrusion head therefor |
| TW200926767A (en) * | 2007-12-07 | 2009-06-16 | Sunplus Mmedia Inc | Automatic flicker detection and correction apparatus and method in a video capture device |
-
2006
- 2006-07-27 FR FR0606977A patent/FR2904256B1/fr not_active Expired - Fee Related
-
2007
- 2007-06-25 DE DE602007002343T patent/DE602007002343D1/de active Active
- 2007-06-25 EP EP07110939A patent/EP1882578B1/fr active Active
- 2007-06-25 AT AT07110939T patent/ATE442238T1/de not_active IP Right Cessation
- 2007-07-18 CN CN200710136112XA patent/CN101112787B/zh active Active
- 2007-07-25 BR BRPI0703275-7A patent/BRPI0703275B1/pt active IP Right Grant
- 2007-07-26 US US11/881,638 patent/US20080038392A1/en not_active Abandoned
- 2007-07-27 JP JP2007217605A patent/JP5097941B2/ja not_active Expired - Fee Related
-
2011
- 2011-05-20 US US13/112,553 patent/US20110220254A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| FR2904256A1 (fr) | 2008-02-01 |
| BRPI0703275A (pt) | 2008-03-11 |
| EP1882578A1 (fr) | 2008-01-30 |
| BRPI0703275B1 (pt) | 2018-01-23 |
| DE602007002343D1 (de) | 2009-10-22 |
| BRPI0703275A8 (pt) | 2017-12-19 |
| ATE442238T1 (de) | 2009-09-15 |
| CN101112787B (zh) | 2011-07-27 |
| US20080038392A1 (en) | 2008-02-14 |
| EP1882578B1 (fr) | 2009-09-09 |
| CN101112787A (zh) | 2008-01-30 |
| US20110220254A1 (en) | 2011-09-15 |
| FR2904256B1 (fr) | 2008-11-21 |
| JP2008030485A (ja) | 2008-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5097941B2 (ja) | 可動ダイ付きのコード外装装置 | |
| EP1041421A1 (en) | Self-supporting fiber optic cable and an apparatus and methods for making the same | |
| CA2605578C (en) | Cable manufacturing process | |
| JP2007514873A (ja) | 可撓性トラクション・エレメント | |
| JP6607237B2 (ja) | ゴム被覆撚線コードの製造方法および装置 | |
| US20050077011A1 (en) | Apparatus for fabricating a reinforcement structure for a tyre, comprising a mechanism for turning over the strip | |
| US5062782A (en) | Coextrusion apparatus for varying the inner and/or outer profile of a tubular extrudate | |
| US3159183A (en) | Composite tubing product, and apparatus and method for manufacturing same | |
| CN104357990A (zh) | 成型丝及其制备方法 | |
| EP0468261B1 (en) | Coextrusion apparatus and method for varying the inner profile of a tubular extrudate | |
| US5069850A (en) | Coextrusion apparatus and method using a rigid die for varying the outer profile of a tubular extrudate | |
| CA1082435A (en) | Process and device for producing multi-wire power cables or lines provided with reversing lay | |
| US5108682A (en) | Coextrusion apparatus and method using an elastic die for varying the outer profile of a tubular extrudate | |
| JP4611790B2 (ja) | 撚り線機および撚り線の被覆方法 | |
| US10919205B2 (en) | Method and device for the production of an elongated product, and elongated product | |
| US3296659A (en) | Cross-head of an extruder adapted for providing uniform flow of extruded material | |
| JP2007160698A (ja) | コードのゴム被覆ヘッド及びゴム被覆装置 | |
| US11318654B2 (en) | Method and device for manufacturing rubber coated cord | |
| JP7009948B2 (ja) | ゴム被覆撚線コードの製造方法および装置 | |
| JP2007168196A (ja) | コードのゴム被覆装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100727 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100727 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120723 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120822 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |