JP5086279B2 - 靴安定化材料およびそれによって構成される遮断ユニット、靴底複合材および靴製品 - Google Patents
靴安定化材料およびそれによって構成される遮断ユニット、靴底複合材および靴製品 Download PDFInfo
- Publication number
- JP5086279B2 JP5086279B2 JP2008556722A JP2008556722A JP5086279B2 JP 5086279 B2 JP5086279 B2 JP 5086279B2 JP 2008556722 A JP2008556722 A JP 2008556722A JP 2008556722 A JP2008556722 A JP 2008556722A JP 5086279 B2 JP5086279 B2 JP 5086279B2
- Authority
- JP
- Japan
- Prior art keywords
- shoe
- fiber
- sole
- composite
- stabilizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 326
- 230000000087 stabilizing effect Effects 0.000 title claims description 310
- 239000002131 composite material Substances 0.000 title claims description 279
- 230000000903 blocking effect Effects 0.000 title claims description 58
- 239000000835 fiber Substances 0.000 claims description 365
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 193
- 239000002346 layers by function Substances 0.000 claims description 112
- 238000002844 melting Methods 0.000 claims description 76
- 230000008018 melting Effects 0.000 claims description 76
- 230000006641 stabilisation Effects 0.000 claims description 70
- 238000011105 stabilization Methods 0.000 claims description 70
- 230000035699 permeability Effects 0.000 claims description 51
- 239000004745 nonwoven fabric Substances 0.000 claims description 42
- 229920000728 polyester Polymers 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 29
- 238000012856 packing Methods 0.000 claims description 13
- 230000009471 action Effects 0.000 claims description 12
- 238000007725 thermal activation Methods 0.000 claims description 6
- 238000010276 construction Methods 0.000 claims description 3
- 230000000747 cardiac effect Effects 0.000 claims 1
- 239000010985 leather Substances 0.000 description 85
- 210000002683 foot Anatomy 0.000 description 73
- 239000010410 layer Substances 0.000 description 52
- 238000007711 solidification Methods 0.000 description 42
- 239000012528 membrane Substances 0.000 description 40
- 230000008023 solidification Effects 0.000 description 38
- 239000000047 product Substances 0.000 description 36
- 230000001070 adhesive effect Effects 0.000 description 27
- 239000000853 adhesive Substances 0.000 description 25
- 238000012360 testing method Methods 0.000 description 25
- -1 copolyamide Polymers 0.000 description 18
- 230000035515 penetration Effects 0.000 description 17
- 238000004519 manufacturing process Methods 0.000 description 16
- 230000008569 process Effects 0.000 description 16
- 238000005507 spraying Methods 0.000 description 16
- 238000005259 measurement Methods 0.000 description 14
- 239000011162 core material Substances 0.000 description 13
- 239000004753 textile Substances 0.000 description 13
- 230000005540 biological transmission Effects 0.000 description 12
- 229920000295 expanded polytetrafluoroethylene Polymers 0.000 description 12
- 230000006870 function Effects 0.000 description 12
- 229920000642 polymer Polymers 0.000 description 12
- 238000003825 pressing Methods 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 9
- 238000005299 abrasion Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 9
- 229920001155 polypropylene Polymers 0.000 description 9
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 8
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 8
- 239000004952 Polyamide Substances 0.000 description 7
- 239000004698 Polyethylene Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 229920002647 polyamide Polymers 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 210000004243 sweat Anatomy 0.000 description 7
- 239000004814 polyurethane Substances 0.000 description 6
- 239000011241 protective layer Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 238000000691 measurement method Methods 0.000 description 5
- 239000000155 melt Substances 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 229920002994 synthetic fiber Polymers 0.000 description 5
- 239000012815 thermoplastic material Substances 0.000 description 5
- 238000004073 vulcanization Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000008878 coupling Effects 0.000 description 4
- 238000010168 coupling process Methods 0.000 description 4
- 238000005859 coupling reaction Methods 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000002657 fibrous material Substances 0.000 description 4
- 239000005871 repellent Substances 0.000 description 4
- 230000002940 repellent Effects 0.000 description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 description 4
- 210000003371 toe Anatomy 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 230000033001 locomotion Effects 0.000 description 3
- 239000012982 microporous membrane Substances 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000012209 synthetic fiber Substances 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 238000004078 waterproofing Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229920001634 Copolyester Polymers 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000002459 sustained effect Effects 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920001875 Ebonite Polymers 0.000 description 1
- 229910000760 Hardened steel Inorganic materials 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000002519 antifouling agent Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229920001821 foam rubber Polymers 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- FJQXCDYVZAHXNS-UHFFFAOYSA-N methadone hydrochloride Chemical compound Cl.C=1C=CC=CC=1C(CC(C)N(C)C)(C(=O)CC)C1=CC=CC=C1 FJQXCDYVZAHXNS-UHFFFAOYSA-N 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- KJPHTXTWFHVJIG-UHFFFAOYSA-N n-ethyl-2-[(6-methoxypyridin-3-yl)-(2-methylphenyl)sulfonylamino]-n-(pyridin-3-ylmethyl)acetamide Chemical compound C=1C=C(OC)N=CC=1N(S(=O)(=O)C=1C(=CC=CC=1)C)CC(=O)N(CC)CC1=CC=CN=C1 KJPHTXTWFHVJIG-UHFFFAOYSA-N 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009993 protective function Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000028327 secretion Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011041 water permeability test Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images






























Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/12—Soles with several layers of different materials
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
- A43B7/125—Special watertight footwear provided with a vapour permeable member, e.g. a membrane
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B1/00—Footwear characterised by the material
- A43B1/0045—Footwear characterised by the material made at least partially of deodorant means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/48—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation
- D04H1/485—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres in combination with at least one other method of consolidation in combination with weld-bonding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Description
両繊維成分がポリエステルから成り、繊維複合材全体に占める両繊維成分の質量比がそれぞれ50%であり、その第2繊維成分3が並列タイプのポリエステルBico繊維である靴安定化材料。
全体に占める両繊維成分の質量比がそれぞれ50%であり、第1繊維成分2がポリエステルから、第2繊維成分3がポリプロピレンから成る靴安定化材料。
第1繊維成分2として全体の80%を占めるポリエステルと第2繊維成分3として心部/外郭ポリエステルBico繊維を含む靴安定化材料。
本発明に基づく靴安定化材料の厚さはDIN ISO 5084(10/1996)に従って試験する。
平坦繊維品の耐貫通性は、EMPA(連邦材料試験調査機関)適用の方法によりInstron引張試験機(4465型)使用のもとで行う。直径13cmの円形繊維布片を打抜き機で打抜くが、当該試験片を17の穴を持つ支持プレートに固定する。棘状の17本の針(縫い針110/18タイプ)が固定されている打ち抜きタガネを、針が繊維布片を貫通して支持プレートの穴に入るように、1000mm/分の速度で打ち下ろす。繊維布片への貫通力は(力吸収体としての)測定容器により測定する。結果は3試料から求める。
機能層が少なくとも1×104Paの水侵入圧に対して安定であれば、場合によっては機能層における縫目も含め、機能層は「防水性」であると見なされる。機能層用の素材は、好ましくは、1×105Pa超の水侵入圧に対して安定であるとする。この場合水侵入圧は、20±2℃の蒸留水を100cm2の機能層としての試料に対して圧力を上げながら作用させる試験方法によって測定する。水圧の上昇は60±3cm Ws/分とする。水浸入圧は、水が初めて試料の反対側の面に現われるときの圧力に相当する。実施方法の詳細は1981年版のISO規格0811に規定されている。
靴が防水性であるか否かは、例えば、US−A−5329807に記載されている種類の遠心分離装置で試験することができる。
本発明に基づく靴安定化材料の水蒸気透過性の値は、DIN EN ISO 15496(09/2004)規定のいわゆるビーカー法によって試験する。
機能層が150m2×Pa×W-1未満の水蒸気透過値Retを示せば、その機能層は「水蒸気透過性」であると見なされる。水蒸気透過性は、Hohenstein−Hautモデルに準じて試験する。試験方法はDIN EN 31092(02/94)またはISO 11092(1993年)に規定されている。
靴底複合材、その上の靴甲底部機能層または靴甲底部機能積層を含む靴底部構造を持つ、本発明に基づく靴製品の一実施形態では、靴底部構造は、0.4g/時間〜3g/時間の水蒸気透過性(MVTR=Moisture Vapor Transmission Rate)を有しているが、これは0.8g/時間〜1.5g/時間の範囲に限られることがあり、また現場の一実施形態では1g/時間である。
a)靴を空調空間(23℃、相対湿度50%)に少なくとも12時間置いて靴の状態を調整する。
b)挿入靴底(足底材)を取り外す。
c)靴の内部に適合する防水性、水蒸気透過性の内張り材を靴に内張りする。但し、内張り材は足の挿入口領域では防水性、水蒸気非透過性のパッキン材(例えばプレキシガラス製パッキン材および吹込み膨張性スリーブ)で防水性および水蒸気非透過性に封鎖することができるものとする。
d)内張り材に水を満たし、パッキン材により靴の足挿入口を封鎖する。
e)水を満たした靴を、予備設定した時間(3時間)静置させて予備調整する。その場合水の温度は35℃に一定維持する。周辺空間の空調条件も温度23℃、相対湿度50%と同様に一定維持する。試験のあいだ靴には送風機により正面から少なくとも平均2m/秒〜3m/秒の風速で風を当てる(それは、水蒸気の透過には相当な抵抗原因になると思われる、靴の周りに生成される静止空気層の破壊のためである)。
f)パッキン材で密封した、水の満たされた靴を予備調整後に改めて秤量する(質量m2[g])。
g)改めて静置させ、ステップe)と同条件で3時間本来の作業過程を進める。
h)3時間の試験過程後、水が満たされ封鎖された靴を改めて秤量する(質量m3[g])。
i)3時間の試験経過のあいだ靴から逃げ出た水蒸気量(m2−m3)[g]から、関係式M=(m2−m3)[g]/3[時間]に従い靴の水蒸気透過性を算定する。
1.水蒸気透過性の靴甲を有し、
1.1 水蒸気透過性の靴底部構造または
1.2 水蒸気非透過性の靴底部構造
を有する靴の測定。
2.水蒸気非透過性の靴甲を有し、
2.1 水蒸気透過性の靴底部構造または
2.2 水蒸気非透過性の靴底部構造
を有する靴の測定。
伸長性および引裂き強度の試験を1999/04版のDIN EN ISO 13934−1に従って行った。但し、試料数は各方向につき5部と規定されているが3部とした。挟み固定具間の距離はどの試料も100mmとした。
比較表の磨耗値を得るための耐磨耗性試験には2つの測定方法を適用した。1つには、DIN EN ISO規格124947−1、−2(1999/04版)に従い被験試料をサンドペーパーに擦り付けて行うMartindale磨耗試験機による試験を行った(表の「カーボン磨耗性」)。但し、規格からの変更点が3箇所あった。第1は、試料ホルダに粒度180のサンドペーパーのほか標準フォームラバーを張付固定したこと、第2は、試料テーブルに標準フェルトのほか被験試料を張付固定したこと、第3は、試料すべてを700行程の作業下に置き、サンドペーパーを取り換えて検査したことである。また1つには、DIN EN ISO 12947−1、−2、−4に従い、湿潤試料に対して耐磨耗試験を行った(表では「湿潤磨耗性」)。但し、規格からの変更点として、標準フェルトおよび標準ウールの装備された試料テーブルをいずれも12,800行程運転させ、蒸留水で飽和させた。
ショアAおよびショアDによる硬度試験(DIN 53505、ISO 7619−1、DIN EN ISO 868)
原理
ショア硬度とは、定義付けされたバネ弾力の作用下における特定形態の物体の侵入に対する抵抗性のことである。ショア硬度は、試験負荷力の作用下で押し入れられた侵入物体の侵入深度(mm)を目盛幅0.025で割って得られた値と100との差で表わされる。
ショアA硬度試験では侵入物体として開口角35°の切頭錐体が、ショアD硬度試験では開口角30°、先端半径0.1mmの円錐体が使用される。侵入物体は研磨および硬化加工したスチールから成っている。
測定式
HS=100−h/0.025
F=550+75HSA
F=445HSD
hはmm、FはmNの単位
適用領域
両ショア硬度法は適用される硬度領域も硬度分解能も異なっているため、ショアA硬度>80の材料はショアD法で、ショアD硬度<30の材料はショアA法で試験するのが目的に適っている。
硬度等級 適用対象
ショアA硬度 軟質ゴム、非常に柔軟な合成物質
ショアD硬度 硬質ゴム、柔軟な熱可塑性物質
靴内の水蒸気移行性、すなわち着用快適性を高いレベルに維持しつつ、靴本体または靴に含まれる部品/材料、例えば甲材、靴底、膜の変形に対して、加えて、外部からの危険物/異物/障害物の例えば靴底からの侵入に対しても機械的保護および抵抗を可能にする素材。変形に対する機械的保護および抵抗は、主として、靴安定化材料の小さい伸長性に依拠している。
あらゆる種類の繊維結合体の上位概念。これには、レザー、金属繊維製の不織布あるいは編物、場合によってはテキスタイル繊維との混合物、糸および糸から作られた繊維品(平坦製品)が含まれる。
繊維は単一紡糸状、マルチフィラメント状または末端を互いに絡み合わせて房状にした、引き裂き型複数繊維の形態を取ることができる。
繊維成分は繊維複合材の中で均一に、または不均一に分布させることができる。
繊維複合材の全体は、好ましくは、少なくとも180℃の温度に安定でなければならない。
繊維複合材の少なくとも1つの面では、圧力および温度によって均一で平滑な表面が達成される。この平滑化された表面は、床/地面のほうへ「下」に向いているので、平滑表面では粒子/異物をより効果的に撃退させるか、あるいはより簡単に撥ね付ける。
ここでは繊維をコンベアベルトに載せ絡ませて作る。
魚網構造または濾し器構造に仕上げた繊維。EP1294656のDupont社の明細書参照。
機械的作用により開毛および縮充させた羊毛繊維。
経糸および緯糸で作られた平坦形状物。
編目によって形成される平坦形状物。
融解温度は、繊維成分またはそれに含まれる繊維部分が液状化する温度である。融解温度とは、ポリマー構造または繊維構造の分野では、ポリマー構造または繊維構造の結晶領域が融解して、ポリマーが液状に移行する狭い温度領域のことである。これは軟化温度領域よりも高い位置にあって、部分結晶ポリマーにとっては重要な指数である。融解とは、繊維または繊維部分の特徴的温度における固形から粘性/流動性への集合状態変化を意味している。
第2繊維成分または第2繊維部分は、軟化/可塑化するだけよく、液状化する必要はない。すなわち、適用される軟化温度は、成分/成分中の部分が溶けて流れ出す融解温度より低い位置にある。繊維成分またはそのうちの一部は、より温度安定な繊維成分が当該軟化部分に埋め込まれるか、くるみ込まれる程度に、軟化しているのが好ましい。
第2繊維成分または第2繊維部分の軟化に到る温度。その温度では当該素材が接着作用を展開し、第2繊維成分の繊維の少なくとも一部が接着によって互いに熱固化することで、両繊維成分ともこれと同じ素材から成る繊維複合材に対して行う純機械的固化、例えば繊維複合材のニードリングによって得られる固化と比較して、それを上回る繊維複合材の固化安定化がもたらされる。接着軟化温度は、第2繊維成分の繊維の軟化が、その第2繊維成分の繊維間だけの接着ではなく、加えて、第1繊維複合材の繊維の個別位置が第2繊維複合材の繊維の軟化成分によって部分的に、あるいは完全に被覆されるまでも、つまり、第1繊維複合材のそのような位置の繊維が、第2繊維成分の繊維組織内に部分的に、または完全に埋もれて、繊維複合材の安定性強化がそれ相応に高められるに到るまでも行われるように選択することもできる。
安定化部材が吹き付けされる場合、靴安定化材料は吹付けに対して温度安定でなければならない。同じことは靴底の吹付け(約170℃〜180℃)または加硫の場合にも当てはまる。安定化部材の吹付けが必要な場合、靴安定化材料は、安定化部材が靴安定化材料の構造内へ少なくとも侵入できるような、あるいは必要な場合にはそれを貫通できるような構造を有していなければならない。
靴甲底部機能層および場合によっては靴甲機能層も、防水性で水蒸気透過性のコーティング加工材によって、または防水性で水蒸気透過性の膜で形成することができる。膜の場合、微多孔質の膜または孔のない膜が使用の対象になる。本発明の一実施形態では、膜は延伸ポリテトラフルオロエチレン(ePTFE)を含んでいる。
孔径はCoulter Electronics社(アメリカ合衆国フロリダ州Hialeath)製のCoulter Porometer(商標名)で測定することができる。
遮断ユニットは、靴安定化材料および必要な場合にはそれに加え、少なくとも1つの帯材および/またはフレームの形態を取る安定化部材によって形成される。遮断ユニットは既製部品の形態を取ることができる。
靴底複合材は、靴安定化材料、少なくとも1つの安定化部材、および/または少なくとも1つの底革および必要に応じて加えられるその他の靴底層から成っている。その場合靴安定化材料は、靴底複合材の全厚さに及んで広がる少なくとも1つの通し空洞を封鎖している。
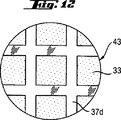
通し空洞は、そこを通って水蒸気の搬送ができるようになっている、靴底複合材の領域である。底革と安定化部材はそれぞれ貫通開口部を有しており、それらは全体として靴底複合材の厚さ全体に亘る通し空洞を形成している。したがって、通し空洞は両貫通開口部の切断面によって形成される。帯材が設けられている場合は、それぞれの通し空洞の外周縁より内部に配置されていて、通し空洞の境界を形成してはいない。通し空洞の面積は、それを横切る帯材全体の面積を差し引いて求める。この帯材面は水蒸気の搬送をブロックするので、通し空洞の面積に入れられないからである。
安定化部材は靴安定化材料の安定化を補助するためのもので、いずれにしろ、靴安定化材料の水蒸気透過性が殆ど影響されないように形成されており、また靴安定化材料への取り付けもそのようになされている。それは、靴安定化材料の極僅かな面積分だけを安定化部材で覆うことによって達成される。安定化部材は地面の方向へ下方に向けられているのが好ましい。安定化部材で第1に問題になるのは、保護機能ではなく、安定化機能の如何である。
安定化部材の少なくとも1つの開口部は、その少なくとも1つのフレームによって境界付けされている。開口部の面積は、それに交差する全帯材の面積を差し引いて求める。
靴底複合材と閉鎖甲材(靴甲)から成る足の外装具。
靴底部は足の下方にあるすべての層を含む。
熱活性化は、素材温度を軟化温度領域にまで高めるエネルギーを繊維複合材に与えることによって行う。
靴底複合材の透水性試験は、US−A−5329807に記述された種類の遠心分離装置により行う。靴甲底部機能層が使用されている場合には、試験に先立ち、それが透水性を示すように処置しておかねばならない。本試験が不合格である場合、靴底複合材は透水性であると想定される。靴底複合材を通る液の道筋を識別するために、必要な場合には着色液を用いて試験する。
積層は、少なくとも1つの繊維層を持つ防水性、水蒸気透過性の機能層から成る複合材である。裏面とも言われる、少なくとも1つの繊維層は、主として、加工過程における機能層の保護に用いられる。ここでは2層積層を対象にしている。3層積層は防水性、水蒸気透過性の機能層とそれを中間にくるみ込む2つの繊維層から成っていて、これらの層間には接着剤を点状に塗布することができる。
機能層において、水侵入時に少なくとも1×104Paの圧力生成が保証される場合、機能層および場合によっては機能層に施された縫目も含めて、「防水性」と見なされる。
靴底複合材の上面とは、靴甲底部に相対する位置にある靴底複合材の表面のことである。
底革とは、地面/床に接する、または地面/床への主要接触部を構成する靴底複合材の部分のことである。

2 第1繊維成分
3 第2繊維成分
4 心部
5 外郭
6 結合部
21 靴底複合材
23 底革
25 靴安定化部材
27 底革の開口部
29 靴安定化部材の開口部
31 通し空洞
33 靴安定化材料
33a 靴安定化材料
33b 靴安定化材料
33c 靴安定化材料
33d 靴安定化材料
35 遮断ユニット
37 安定化帯材
37a 個別帯材
37b 個別帯材
37c 個別帯材
37d 安定化格子材
39 接着剤
43 円形面
101 靴
103 靴甲
105 靴底複合材
107 足の前方領域
109 足の中央部領域
111 踵領域
113 足挿入口
115 靴甲底部
117 多区分底革
117a 踵領域の多区分底革
117b 足裏ふくらみ領域の多区分底革
117c 足指領域の多区分底革
119 安定化部材
119a 踵領域
119b 足の中央部領域
119c 足の前方領域
121 靴底緩衝部
121a 踵領域の靴底緩衝部
121b 足の中央部領域の靴底緩衝部
底革の開口部
123a 踵領域
123b 足の中央部領域
123c 足の前方領域
125 安定化部材の踵領域119aにおける貫通開口部
靴底緩衝部の開口部
127a 踵領域
127b 足の中央部領域
127c 足の前方領域
靴安定化部材の境界縁
129a 足の中央部領域
129b 足の前方領域
129c 足の前方領域
131 突出物
133 窪み
安定化部材の開口部
135a 足の中央部領域
135b 足の前方領域
135c 足の前方領域
135d 足の前方領域
安定化格子材
137a 足の中央部領域
137b 足の前方領域
137c 足の前方領域
137d 足の前方領域
139 結合要素
141 側翼
143 安定化部材の翼部分
145 安定化肋材
147 安定化部材のフレーム
150 設置用突出部
151 支持要素
153 接地面
211 上部素材層
213 内張り層
214 テキスタイル層
215 靴甲機能層
216 靴甲機能積層
217 靴甲上端
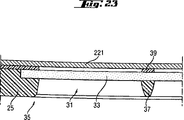
219 靴底側の靴甲末端領域
221 靴甲底部
233 靴甲組付け靴底
235 巻縮縫合部
237 靴甲底部機能積層
238 上部素材層の靴底側末端
239 靴甲機能層の靴底側末端
241 縫合ベルト
243 第1縫合部
244 繊維層
245 外周領域
246 繊維裏面
247 膜
248 パッキン材
249 接合接着剤
250 固定用接着剤
260 靴底吹付け材
Claims (15)
- 少なくとも一片の靴安定化材料(33)により構成された水蒸気透過性の遮断ユニット(35)であって、
該靴安定化材料が、第1繊維成分(2)と2つの繊維部分(4、5)を有する第2繊維成分(3)とを含む繊維複合材(1)を有し、
該第1繊維成分(2)が第1融解温度およびそれより低い第1軟化温度領域を、該第2繊維成分(3)の第2繊維部分(5)が第2融解温度およびそれより低い第2軟化温度領域を有し、該第1融解温度および該第1軟化温度領域が該第2融解温度および該第2軟化温度領域よりそれぞれ高く、
該第2繊維成分(3)の該第1繊維部分(4)の融解温度およびそれより低い軟化温度がそれぞれ該第2繊維部分(5)の対応温度より高く、
該繊維複合材(1)が、該第2軟化温度領域内に含まれる接着軟化温度での該第2繊維成分(3)の該第2繊維部分(5)の熱活性化により熱固化されるものの、その熱固化領域での水蒸気透過性は維持されたままであり、
該遮断ユニット(35)が、靴底複合材の厚さ全体に及ぶ少なくとも1つの通し空洞(31)を有する水蒸気透過性靴底複合材(105)の少なくとも一部として形成されており、該遮断ユニット(35)においては、該靴安定化材料(33)が、該靴底複合材(105)の構成後には異物が該少なくとも1つの通し空洞(31)を、したがって該靴底複合材(105)を、圧入通過するのを防止する遮断体として、該少なくとも1つの通し空洞(31)を閉鎖するように形成されている、遮断ユニット(35)。 - 前記繊維複合材(1)が機械的に固化された不織布である、請求項1に記載の遮断ユニット(35)。
- 少なくとも前記第2繊維成分(3)が心部/外郭構造を有していて、前記第2繊維部分が該外郭(5)を形成する、請求項1または2に記載の遮断ユニット(35)。
- 靴安定化材料の厚さの少なくとも一部については熱固化されている、請求項1から3のいずれか一項に記載の遮断ユニット(35)。
- 靴安定化材料の厚さの少なくとも一部については熱固化されていて、少なくとも1つの表面については圧力および温度の作用により平滑に圧搾加工されている、請求項1から4のいずれか一項に記載の遮断ユニット(35)。
- 前記第1繊維成分(2)がポリエステルから成り、
前記第2繊維成分(3)が心部/外郭構造をなし、該心部(4)を形成する第1ポリエステル繊維部分および該外郭(5)を形成する第2ポリエステル繊維部分を含み、
前記繊維複合材(1)が、その表面の少なくとも1つについては圧力および温度により圧搾処理されているニードル加工フェルトである、請求項1に記載の遮断ユニット(35)。 - 少なくとも1つの安定化部材(119)が、前記少なくとも一片の靴安定化材料(33)に対応して配置されている、請求項1から6のいずれか一項に記載の遮断ユニット(35)。
- 前記安定化部材(119)が、前記靴安定化材料(33)の少なくとも1つの表面に配置され前記開口部(135)の面を少なくとも部分的に横切る少なくとも1つの安定化帯材(37)で構成されている、請求項7に記載の遮断ユニット(35)。
- 第1繊維成分(2)と2つの繊維部分(4、5)を有する第2繊維成分(3)とを含む繊維複合材(1)を有する靴安定化材料(33)によって閉鎖された、靴底複合材の厚さ全体に及ぶ少なくとも1つの通し空洞(31)を有する、靴製品用に形成された水蒸気透過性の靴底複合材(105)であって、
該第1繊維成分(2)が第1融解温度およびそれより低い第1軟化温度領域を、該第2繊維成分(3)の第2繊維部分(5)が第2融解温度およびそれより低い第2軟化温度領域を有し、
該第1融解温度および該第1軟化温度領域は該第2融解温度および該第2軟化温度領域よりそれぞれ高く、
該第2繊維成分(3)の該第1繊維部分(4)の融解温度およびそれより低い軟化温度がそれぞれ該第2繊維部分(5)の対応温度より高く、
該繊維複合材(1)が、該第2軟化温度領域内に含まれる接着軟化温度での該第2繊維成分(3)の該第2繊維部分(5)の熱活性化により熱固化されるものの、その熱固化領域での水蒸気透過性は維持されたままである、靴底複合材(105)。 - 前記遮断ユニット(35)が請求項1から8のいずれか一項に従って形成されている、請求項9に記載の靴底複合材(105)。
- 接地面(153)を有する請求項9または10のいずれか一項に記載の靴底複合材(105)であって、前記通し空洞または前記貫通開口部(33a、33b、33c)の少なくとも1つの中に、前記靴安定化材料(33)の接地面に向いた側から該接地面(153)の水平面にまで及ぶ少なくとも1つの支持要素(151)が、歩行時に前記靴安定化材料(33)が歩行面上で該支持要素(151)によって支えられるように、前記靴安定化材料(33)に対応して配置されている、靴底複合材(105)。
- 靴底側の靴甲末端領域(219)に、防水性で水蒸気透過性の靴甲底部機能層(247)が付与された靴甲(103)を有する、請求項9から11のいずれか一項に記載の靴底複合材(105)を有する靴製品であって、該靴甲底部機能層(247)が、少なくとも前記少なくとも1つの通し空洞(31)の領域では前記靴安定化材料(33)とは非結合になるように、前記靴底複合材(105)が、該靴甲底部機能層(247)の付与された該靴甲末端領域(219)と結合している、靴製品。
- 前記靴甲(103)が少なくとも一種の靴甲材で構成され、該靴甲材が、少なくとも靴底側の前記靴甲末端領域(219)では防水性の靴甲機能層(215)を有し、該靴甲機能層(215)と前記靴甲底部機能層(247)との間に防水性のパッキン材(248)が存在する、請求項12に記載の靴製品。
- 請求項9から11のいずれか一項に記載の水蒸気透過性の靴底複合材(105)と、靴底側の靴甲末端領域(219)に防水性で水蒸気透過性の靴甲底部機能層(247)が付与された靴甲(103)とを有する靴製品の製造方法であって、
a)前記の靴底複合材(105)および靴甲(103)を用意する工程と、
b)前記靴甲(103)の前記靴底側の靴甲末端領域(219)に、防水性で水蒸気透過性の靴甲底部機能層(247)を付与する工程と、
c)前記靴底複合材(105)と前記靴甲底部機能層(247)が付与された前記靴底側の靴甲末端領域(219)とを、前記靴甲底部機能層(247)が少なくとも前記少なくとも1つの通し空洞(31)の領域では前記靴安定化材料(33)と非結合のままの状態であるように、互いに結合させる工程と
を含む、靴製品の製造方法。 - 前記靴甲(103)に靴甲機能層(215)を付与し、該靴甲機能層(215)と前記靴甲底部機能層(247)との間で防水性の結合を形成する、請求項14に記載の方法。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006009974A DE102006009974A1 (de) | 2006-03-03 | 2006-03-03 | Schuhstabilisierungsmaterial, Barriereeinheit, Schuhsohlenverbund und Schuhwerk |
| DE102006009974.5 | 2006-03-03 | ||
| DE202006018138U DE202006018138U1 (de) | 2006-03-03 | 2006-11-29 | Schuhstabilisierungsmaterial, Barriereeinheit, Schuhsohlenverbund und Schuhwerk |
| DE202006018138.5 | 2006-11-29 | ||
| DE202007000668U DE202007000668U1 (de) | 2006-03-03 | 2007-01-17 | Schuhsohlenstabilisierungsmaterial |
| DE202007000668.3 | 2007-01-17 | ||
| PCT/EP2007/001819 WO2007101624A1 (de) | 2006-03-03 | 2007-03-02 | Schuhstabilisierungsmaterial und aufgebaut damit barriereeinheit, schuhsohlenverbund und schuhwerk |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009528104A JP2009528104A (ja) | 2009-08-06 |
| JP2009528104A5 JP2009528104A5 (ja) | 2009-10-15 |
| JP5086279B2 true JP5086279B2 (ja) | 2012-11-28 |
Family
ID=37913367
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008556722A Expired - Fee Related JP5086279B2 (ja) | 2006-03-03 | 2007-03-02 | 靴安定化材料およびそれによって構成される遮断ユニット、靴底複合材および靴製品 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US8312644B2 (ja) |
| EP (1) | EP1991728B1 (ja) |
| JP (1) | JP5086279B2 (ja) |
| KR (1) | KR101229018B1 (ja) |
| AU (1) | AU2007222643B2 (ja) |
| CA (1) | CA2644526C (ja) |
| DE (1) | DE202007000668U1 (ja) |
| DK (1) | DK1991728T3 (ja) |
| ES (1) | ES2404287T3 (ja) |
| HK (1) | HK1126259A1 (ja) |
| NO (1) | NO20083796L (ja) |
| PL (1) | PL1991728T3 (ja) |
| WO (1) | WO2007101624A1 (ja) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2562819B2 (ja) * | 1987-08-12 | 1996-12-11 | パイオニア株式会社 | ラジオデータ受信機 |
| DE102006010007A1 (de) * | 2006-03-03 | 2007-09-06 | W.L. Gore & Associates Gmbh | Schuhsohlenverbund und damit aufgebautes Schuhwerk |
| RU2401022C2 (ru) | 2006-03-03 | 2010-10-10 | В. Л. Горе Унд Ассошиэйтс Гмбх | Обувной подошвенный узел, выполненная с ним обувь и способ ее изготовления |
| DE102006009974A1 (de) * | 2006-03-03 | 2007-09-06 | W.L. Gore & Associates Gmbh | Schuhstabilisierungsmaterial, Barriereeinheit, Schuhsohlenverbund und Schuhwerk |
| DE102008027856A1 (de) | 2008-06-11 | 2009-12-24 | W. L. Gore & Associates Gmbh | Schuh mit Belüftung im unteren Schaftbereich und dafür verwendbares luftdurchlässiges Abstandsgebilde |
| DE102008029296A1 (de) | 2008-06-20 | 2009-12-24 | W. L. Gore & Associates Gmbh | Sohleneinheit für Schuhwerk |
| US8950404B2 (en) * | 2008-12-10 | 2015-02-10 | Resmed Limited | Headgear for masks |
| IT1392520B1 (it) * | 2008-12-22 | 2012-03-09 | Geox Spa | Struttura di calzatura impermeabile e traspirante |
| DE102009015890A1 (de) * | 2009-04-01 | 2010-10-14 | W. L. Gore & Associates Gmbh | Sohleneinheit für Schuhwerk und damit versehenes Schuhwerk |
| IT1395121B1 (it) * | 2009-07-29 | 2012-09-05 | Lenzi Tecnologie S R L | Soletta modulare per calzature ed inserto modulare per capi di abbigliamento |
| US20110067272A1 (en) * | 2009-09-23 | 2011-03-24 | Wen-Shan Lin | Ventilative pu midsole or sole pad |
| DE102010006150A1 (de) * | 2010-01-29 | 2011-08-04 | W. L. Gore & Associates GmbH, 85640 | Schaftanordnung für Schuhwerk sowie Schuhwerk damit |
| IT1398094B1 (it) * | 2010-02-10 | 2013-02-07 | Geox Spa | Calzatura con tomaia e suola impermeabili |
| EP2611320B1 (en) | 2010-09-03 | 2019-02-13 | W.L. Gore & Associates GmbH | Shoe, sole assembly for a shoe and method for manufacturing a shoe |
| DE102010044260A1 (de) * | 2010-09-03 | 2012-03-08 | Ecco Sko A/S | Schaftanordnung für Schuhwerk sowie Schuhwerk damit |
| US9150986B2 (en) | 2011-05-04 | 2015-10-06 | Nike, Inc. | Knit component bonding |
| US20120311887A1 (en) * | 2011-06-10 | 2012-12-13 | Peter Wong | Therapeutic Shoe Sole and Methods of Manufacturing the Same |
| WO2013017155A1 (en) * | 2011-07-29 | 2013-02-07 | W. L. Gore & Associates Gmbh | Upper assembly for footwear and footwear including the same |
| US20130061496A1 (en) * | 2011-09-08 | 2013-03-14 | Kevin B. Lawlor | Footwear support structures |
| CA2904668C (en) * | 2013-03-13 | 2019-07-09 | Tbl Licensing Llc | Safety footwear |
| DE202013009049U1 (de) | 2013-10-11 | 2013-10-21 | W. L. Gore & Associates Gmbh | Schuhwerk |
| US9145629B2 (en) * | 2014-02-03 | 2015-09-29 | Nike, Inc. | Article of footwear including a monofilament knit element with a fusible strand |
| US8997529B1 (en) * | 2014-02-03 | 2015-04-07 | Nike, Inc. | Article of footwear including a monofilament knit element with peripheral knit portions |
| US11206897B2 (en) * | 2016-02-23 | 2021-12-28 | Nike, Inc. | Ground-engaging structures for articles of footwear |
| JP6346217B2 (ja) * | 2016-04-15 | 2018-06-20 | ダブリュ.エル.ゴア アンド アソシエーツ,ゲゼルシャフト ミット ベシュレンクテル ハフツングW.L. Gore & Associates, Gesellschaft Mit Beschrankter Haftung | 靴、靴用のソール組立体、ソール組立体を製造する方法及び靴を製造する方法 |
| US11006696B2 (en) * | 2017-05-25 | 2021-05-18 | Nike, Inc. | Footwear with soles having auxetic structures |
| US10842221B2 (en) * | 2017-08-10 | 2020-11-24 | Converse Inc. | Method of forming a strobel |
| DK3790423T3 (da) | 2018-05-08 | 2021-11-15 | Puma SE | Sål til en sko, navnlig en sportssko |
| US11926115B2 (en) | 2018-05-08 | 2024-03-12 | Puma SE | Method for producing a sole of a shoe, in particular of a sports shoe |
| WO2020082054A1 (en) * | 2018-10-19 | 2020-04-23 | Nike Innovate C.V. | Footwear sole structure having a composite element and methods for manufacturing same |
| CN110315781B (zh) * | 2019-06-30 | 2024-06-14 | 德州瑞拓通风设备有限公司 | 一种玻镁复合板废料回收再利用方法及其产品 |
| US12109775B2 (en) | 2021-12-22 | 2024-10-08 | Puma SE | Method for producing a sole of a shoe |
| FR3142380A1 (fr) * | 2022-11-28 | 2024-05-31 | Actimage | Procédé de fabrication d’un support de reprographie et utilisation du support pour de la communication visuelle et œuvres artistiques à effet hyperréaliste |
| CN116121891A (zh) * | 2023-02-22 | 2023-05-16 | 晋江市懋鸿纺织科技有限公司 | 一种化学纤维弹性涤纶丝及其制备工艺 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1922089A1 (de) | 1969-04-30 | 1970-11-05 | Artos Meier Windhorst Kg | Verfahren zur Herstellung von Faservliesen |
| SE392582B (sv) * | 1970-05-21 | 1977-04-04 | Gore & Ass | Forfarande vid framstellning av ett porost material, genom expandering och streckning av en tetrafluoretenpolymer framstelld i ett pastabildande strengsprutningsforfarande |
| DE2249138A1 (de) | 1972-10-06 | 1974-04-11 | Giulini Gmbh Geb | Neue versteifungsmaterialien |
| CA1191439A (en) * | 1982-12-02 | 1985-08-06 | Cornelius M.F. Vrouenraets | Flexible layered product |
| US4551378A (en) * | 1984-07-11 | 1985-11-05 | Minnesota Mining And Manufacturing Company | Nonwoven thermal insulating stretch fabric and method for producing same |
| CA2129001C (en) * | 1992-01-31 | 2000-12-12 | J. Michael Ogden | Slip-resistant, sheet material |
| US5482772A (en) * | 1992-12-28 | 1996-01-09 | Kimberly-Clark Corporation | Polymeric strands including a propylene polymer composition and nonwoven fabric and articles made therewith |
| DE19525858C1 (de) | 1995-07-15 | 1996-11-14 | Freudenberg Carl Fa | Einlegesohle für Schuhe und Verfahren zur Herstellung |
| DE29601932U1 (de) * | 1996-02-08 | 1996-07-25 | Gore W L & Ass Gmbh | Atmungsaktive Schuhsohle |
| US5779847A (en) * | 1996-04-22 | 1998-07-14 | Hoechst Celanese Corporation | Process for high performance, permeable fibrous structure |
| US5738937A (en) * | 1996-11-12 | 1998-04-14 | Baychar; | Waterproof/breathable liner and in-line skate employing the liner |
| US6723428B1 (en) | 1999-05-27 | 2004-04-20 | Foss Manufacturing Co., Inc. | Anti-microbial fiber and fibrous products |
| IT1317329B1 (it) | 2000-04-13 | 2003-06-16 | Nottington Holding Bv | Calzatura traspirante. |
| IL147450A0 (en) * | 2000-06-26 | 2002-08-14 | Dassler Puma Sportschuh | Sole embodied as a throughsole, inner sole or insole for a shoe and shoe with such a sole |
| US20050160711A1 (en) * | 2004-01-28 | 2005-07-28 | Alain Yang | Air filtration media |
| US20040163724A1 (en) * | 2001-09-06 | 2004-08-26 | Mark Trabbold | Formaldehyde-free duct liner |
| US20030060113A1 (en) * | 2001-09-20 | 2003-03-27 | Christie Peter A. | Thermo formable acoustical panel |
| KR100561275B1 (ko) | 2002-10-12 | 2006-03-14 | 에스케이케미칼주식회사 | 표면 열처리 견면 |
| US6910288B2 (en) * | 2002-12-18 | 2005-06-28 | Nike, Inc. | Footwear incorporating a textile with fusible filaments and fibers |
| ITPD20030312A1 (it) | 2003-12-30 | 2005-06-30 | Geox Spa | Suola traspirante ed impermeabile per calzature |
| DE202004000307U1 (de) * | 2004-01-09 | 2004-10-14 | Tendenza Schuhhandelsgesellschaft Mbh & Co. Kg | Schuh mit atmungsaktiver Sohle, atmungsaktive Einheit hierfür sowie Vorrichtung zum Herstellen einer atmungsaktiven Sohle |
| ITVR20040062A1 (it) | 2004-04-16 | 2004-07-16 | Stefano Gerlin | Suola per calzature |
| US7438777B2 (en) * | 2005-04-01 | 2008-10-21 | North Carolina State University | Lightweight high-tensile, high-tear strength bicomponent nonwoven fabrics |
| DE102008029296A1 (de) * | 2008-06-20 | 2009-12-24 | W. L. Gore & Associates Gmbh | Sohleneinheit für Schuhwerk |
-
2007
- 2007-01-17 DE DE202007000668U patent/DE202007000668U1/de not_active Expired - Lifetime
- 2007-03-02 KR KR1020087024273A patent/KR101229018B1/ko active IP Right Grant
- 2007-03-02 DK DK07723014.2T patent/DK1991728T3/da active
- 2007-03-02 AU AU2007222643A patent/AU2007222643B2/en not_active Ceased
- 2007-03-02 ES ES07723014T patent/ES2404287T3/es active Active
- 2007-03-02 EP EP07723014A patent/EP1991728B1/de not_active Not-in-force
- 2007-03-02 PL PL07723014T patent/PL1991728T3/pl unknown
- 2007-03-02 US US12/281,510 patent/US8312644B2/en active Active
- 2007-03-02 WO PCT/EP2007/001819 patent/WO2007101624A1/de active Application Filing
- 2007-03-02 JP JP2008556722A patent/JP5086279B2/ja not_active Expired - Fee Related
- 2007-03-02 CA CA2644526A patent/CA2644526C/en active Active
-
2008
- 2008-09-03 NO NO20083796A patent/NO20083796L/no not_active Application Discontinuation
-
2009
- 2009-05-19 HK HK09104575.6A patent/HK1126259A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES2404287T3 (es) | 2013-05-27 |
| HK1126259A1 (en) | 2009-08-28 |
| US20090300942A1 (en) | 2009-12-10 |
| NO20083796L (no) | 2008-10-10 |
| CA2644526C (en) | 2013-02-26 |
| KR101229018B1 (ko) | 2013-02-01 |
| PL1991728T3 (pl) | 2013-06-28 |
| AU2007222643B2 (en) | 2011-07-28 |
| EP1991728B1 (de) | 2013-01-23 |
| DE202007000668U1 (de) | 2007-03-29 |
| WO2007101624A1 (de) | 2007-09-13 |
| DK1991728T3 (da) | 2013-05-06 |
| AU2007222643A1 (en) | 2007-09-13 |
| CA2644526A1 (en) | 2007-09-13 |
| US8312644B2 (en) | 2012-11-20 |
| EP1991728A1 (de) | 2008-11-19 |
| KR20090010163A (ko) | 2009-01-29 |
| JP2009528104A (ja) | 2009-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5086279B2 (ja) | 靴安定化材料およびそれによって構成される遮断ユニット、靴底複合材および靴製品 | |
| JP5785278B2 (ja) | 靴底複合材、それにより構成された靴製品およびそのような靴製品の製造方法 | |
| JP2009528105A5 (ja) | ||
| US9717301B2 (en) | Composite shoe sole, footwear constituted thereof and method producing the same | |
| US20130055599A1 (en) | Shoe-Reinforcement Material and Barrier Unit, Composite Shoe Sole, and Footwear Constituted Thereof | |
| RU2393748C2 (ru) | Стабилизирующий обувь материал и выполненные с ним барьерный модуль, обувной подошвенный узел и обувь |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090826 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120626 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120906 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5086279 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |